Изобретение относится к области прокатного производства, в частности к получению промежуточного подката, например, из непрерывно-литой заготовки на обжимных прокатных станах.
Известна трехвалковая рабочая клеть винтовой прокатки, отличающаяся возможностью получения высокой (свыше четырех) вытяжки за проход, широко применяющаяся для прокатки труб и круглых профилей переменного (периодического) сечения. Использование этой клети в качестве обжимного средства в составе прокатных комплексов с небольшой производительностью значительно снижает вес, сложность и стоимость оборудования, сокращает производственную площадь и энергетические затраты, улучшает температурный режим прокатки (см. Полухин П.И. и др. Новая технология винтовой прокатки сортовых профилей, Кузнечно-штамповочное производство, 1982, №9).
Конструктивные решения при создании рабочих клетей винтовых обжимных станов заимствованы из агрегатов винтовой прокатки труб, в составе которых, в основном, используются клети с открытой (разъемной) станиной.
Недостаток клети с разъемной станиной - пониженная жесткость и несущая способность, и в связи с высокими силовыми параметрами прокатки в обжимном стане это требует увеличения сечения, габаритов, а значит, и веса станины клети.
Известны также трехвалковые клети винтовой прокатки труб с неразъемной станиной, например конструкция клети “Трансваль” (см. Тартаковский И.К., Ермолаев Н.И. Трехвалковые клети станов поперечно-винтовой прокатки: Обзор НИИинформтяжмаш. - М., 1978, №37, сер. Металлургическое оборудование).
Однако станина этой клети не монолитна и состоит из двух частей - неподвижной и подвижной (поворотная планшайба), что сделано с целью изменения угла подачи во время прокатки. Кроме того, в этой и других клетях для прокатки труб и круглых профилей переменного сечения предусмотрено изменение раствора валков нажимными механизмами различной конструкции как механическими, так и гидравлическими. Эти конструктивные решения приводят к усложнению клети, повышению ее веса, а также снижению жесткости и несущей способности.
Ближайшим аналогом (прототипом) является клеть винтовой прокатки с монолитной неразъемной станиной и тремя двухопорными валками (см. Специальные станы для прокатки точных заготовок машиностроительных деталей. Отраслевой каталог 20-91-02. - М., ЦНИИТЭИтяжмаш, 1991, с.60).
Станина и окно в этой клети имеют правильную шестиугольную форму. На боковой поверхности окна станины под центральным углом 120° друг к другу выполнены три опорные площадки, плоскости которых параллельны оси прокатки. На каждой опорной площадке станины установлена П-образная в поперечном сечении кассета, две параллельные щеки которой ориентированы вдоль оси прокатки с возможностью поворота кассеты относительно оси прокатки на угол подачи не более 7.
В пазу кассеты установлен валок с двумя подушками, которые соединены между собой монтажной плитой. Уравновешивание узла валка - пружинное с подвеской за центр монтажной плиты. Вокруг этого же центра узел валков с кассетой повернут на угол подачи. Осевая фиксация узла валка осуществляется планками, привернутыми к торцевой поверхности щек кассеты. Раствор валков устанавливается раздельным перемещением каждого узла валков в кассете двумя кинематически связанными нажимными винтами в направлении, нормальном к оси прокатки. Валки могут устанавливаться только на нулевой угол раскатки, в связи с этим для обеспечения процесса прокатки конус деформации зева валков формируется за счет конусной калибровки бочки валка на стороне входа заготовки в стан. Угол подачи и угол раскатки, а также раствор валков не могут быть изменены в процессе прокатки.
Недостаток конструкции этой клети при ее использовании в обжимном стане - недостаточная жесткость клети из-за увеличенного размера окна станины и, следовательно, увеличенного контура ее деформации, что обусловлено следующими двумя факторами:
1. Ширина кассеты больше ширины подушки валка в 1,5 раза из-за наличия двух толстых щек, а отношение длины валкового узла к ширине подушки в винтовой клети обычно составляет 2-2,5. При этом для обеспечения разворота кассеты прототипа на максимальный угол подачи 7° (см. выше) ширина опорной площадки должна быть равной 1,7-1,77 ширины подушки. При использовании же клети прототипа в обжимном стане угол подачи должен быть увеличен до 15-20°. Такая величина угла оптимальна и известна по результатам исследований и опыта. Разворот кассеты на этот угол потребует увеличения ширины опорной площадки окна станины до 2-2,25 в относительных к ширине подушки единицах, при этом периметр окна станины увеличится примерно на 25% и составит ~13 в тех же относительных единицах.
2. Другой фактор - увеличение расстояния от оси прокатки до опорной площадки окна станины на толщину дна паза кассеты и величину вертикального хода узла валков, необходимого для изменения раствора валков нажимными винтами. Сумма этих параметров равна примерно половине ширины подушки валка. Это вызывает увеличение размера окна станины на ширину подушки, а его периметра - почти на 30%.
Следующим конструктивным недостатком, дополнительно снижающим жесткость клети, является наличие нажимных винтов, что обусловлено увеличением количества стыков в контуре деформации системы "прокатываемый металл - валок - станина", и, как следствие, увеличение доли контактной деформации в жесткости клети, а также повышенной деформацией пары "винт-гайка". Эти два фактора в сумме снижают жесткость клети примерно на 30%.
Еще один недостаток конструкции клети прототипа - невозможность установки оси валка на угол раскатки, отличный от нуля. Вследствие этого конус деформации зева валков формируется за счет конусной калибровки бочки валка на угол, эквивалентный углу раскатки. Это приводит к необходимости уменьшения диаметра подшипника наиболее нагруженной опоры валка (со стороны входа заготовки в клеть), что, в свою очередь, снижает несущую способность клети.
Кроме того, значительные зазоры в сопряжении узла валков с кассетой в боковом и в осевом направлениях снижают точность прокатки и способствуют повышенному износу сопрягаемых деталей, а раздельная регулировка валков при установке их раствора увеличивает время и трудоемкость настройки стана.
Недостатком клети является также размещение центра поворота узла валков на угол подачи, исключительно по конструктивным соображениям, в данном случае, относительно геометрического центра плиты узла валков, в котором находится болт пружинной подвески этого узла. Суть недостатка заключается в следующем.
В силу специфики геликоидального перемещения металла при винтовой прокатке на раскате возникают искажения геометрии цилиндрической формы поверхности по винтовой линии. Для уменьшения этих искажений предусматривается калибрующий участок на валке. Однако профиль кривизны этого участка может обеспечить минимальные искажения только на одном определенном диаметре раската. Поэтому при расширении сортамента проката в обжимной клети до нескольких типоразмеров растет число перевалок и парка валков, что приводит к снижению производительности стана и повышению эксплуатационных издержек. Как показывают исследования и опыт, величина указанных искажений при переходе на прокатку другого диаметра с сохранением неизменной калибровки валков существенно зависит от места расположения точки поворота валка на угол подачи.
Перечисленные конструктивные недостатки требуют существенного увеличения сечения, габаритов станины и веса клети при использовании ее в составе обжимного стана и не позволяют получить прокат повышенной точности, а также затрудняют настройку стана и снижают срок службы клети.
Задачей настоящего изобретения является создание клети трехвалкового стана винтовой прокатки, способной прокатывать заготовку большого (130-150 мм) диаметра с высокими обжатиями (до диаметра 75 мм) за один проход. Достигаемый при решении указанной задачи технический эффект выражается в повышении жесткости, несущей способности, снижении габаритов и веса клети, облегчении настройки стана, повышении его производительности и точности проката, увеличении срока службы клети.
Поставленная задача с получением указанного технического эффекта достигается тем, что рабочая клеть обжимного трехвалкового стана винтовой прокатки с монолитной станиной, двухопорными валками, установленными в окне станины на постоянные во время прокатки углы подачи и раскатки в узлах с подушками, соединенными отъемной монтажной плитой. Окно станины выполнено с направляющим пазами, боковые грани которых параллельны оси прокатки, а их основания наклонены к этой оси под углом раскатки, при этом узлы двухопорных валков, подушки и плита которых выполнены в виде цельного корпуса с расточками, в которых размещены валки с подшипниками под углом подачи, установлены в направляющих пазах окна станины с возможностью перемещения вдоль них с помощью ходовых винтов с электроприводами, установленными на станине со стороны выхода проката из клети, при этом корпуса валков прижаты гидравлически к основаниям этих пазов с усилием, соизмеримым с усилием прокатки, а также к ходовым винтам с усилием, превышающим осевую составляющую усилия прокатки, причем приводы ходовых винтов электрически синхронизированы.
Кроме того, рабочая клеть обжимного трехвалкового стана винтовой прокатки отличается тем, что оси расточек, выполненных в корпусах валков, повернуты на угол подачи вокруг точки касания поверхности проката в очаге деформации с линией окружности, описывающей поперечное сечение валка в пережиме.
Заявляемое изобретение "Рабочая клеть обжимного трехвалкового стана винтовой прокатки с двухопорными валками" поясняется чертежами.
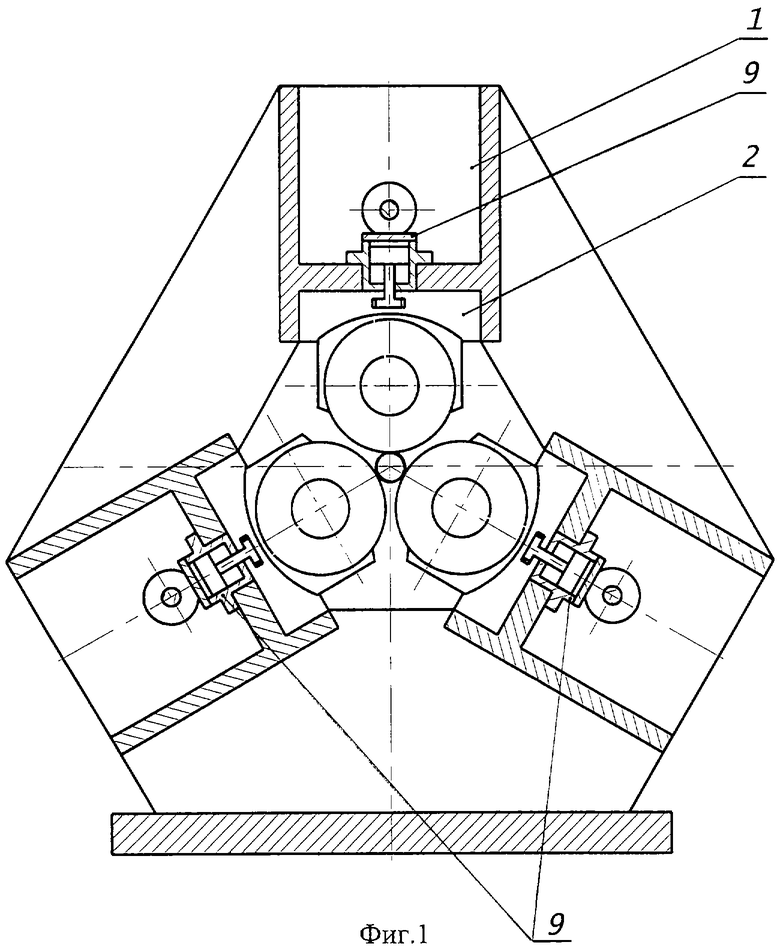
На фиг.1 показан вид клети со стороны выхода металла из валков с разрезом станины плоскостью, перпендикулярной оси прокатки.
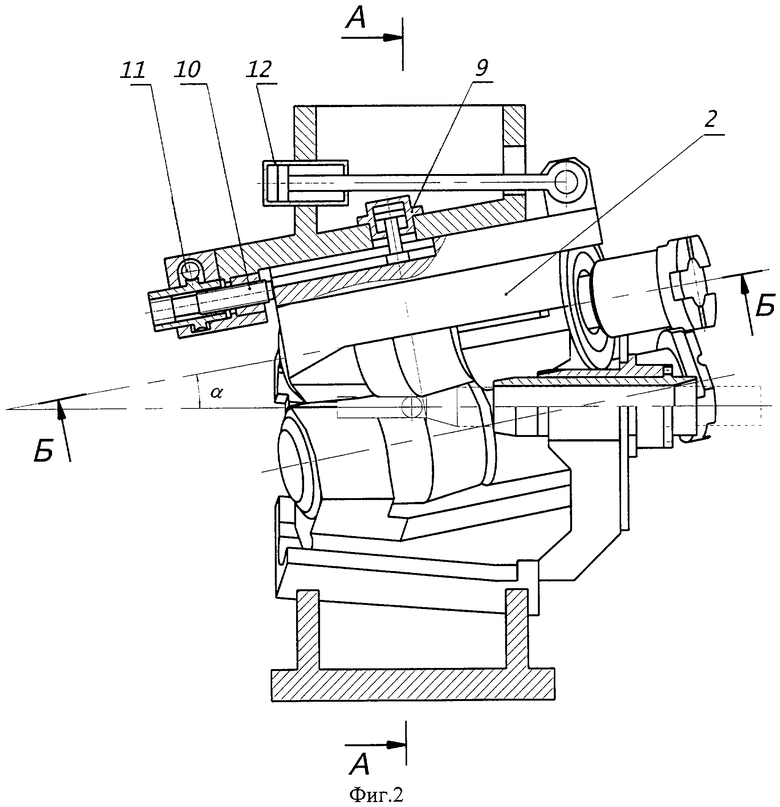
Фиг.2 отображает вид клети сбоку с частичным разрезом станины.
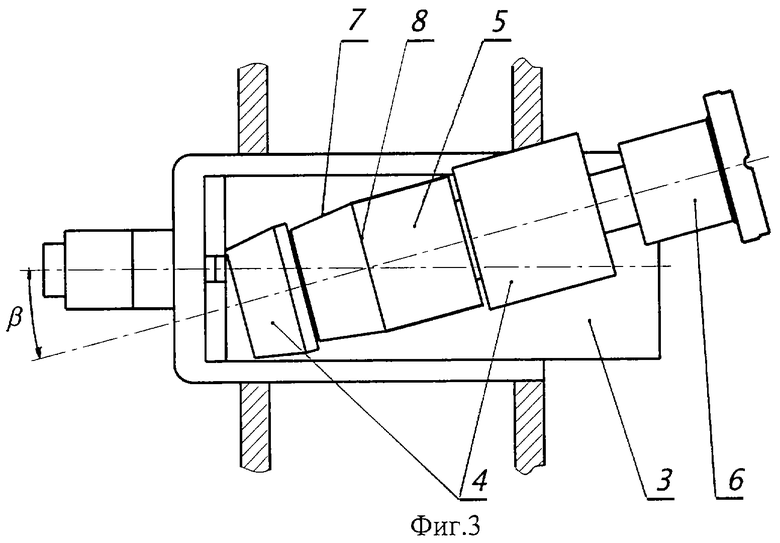
На фиг.3 изображен узел валка в плане.
Рабочая клеть обжимного трехвалкового стана винтовой прокатки с двухопорными валками состоит из монолитной, например, сварной из листов и ребер неразъемной станины 1; трех узлов валков 2, каждый из узлов включает плиту 3 и зацело выполненные с ней две подушки 4 с подшипниками и валок 5 с приводной полу муфтой 6, на валке имеется калибрующий участок 7, начинающийся от диаметра пережима 8; трех гидроцилиндров 9 для уравновешивания узлов валков; закрепленных на станине трех винтов 10 для настройки межвалкового расстояния, каждый из которых синхронно приводится через червячный редуктор 11 от электродвигателя (не показан); трех гидроцилиндров 12, прижимающих узлы валков к винту 10. Все гидроцилиндры включены в единую гидросистему, поэтому давление масла в них одинаково и может устанавливаться на две ступени: "низкое" - во время настройки клети и "высокое" - во время прокатки. Окно станины имеет неправильную шестиугольную форму, а три опорные площадки выполнены в виде паза шириной, например, 1,3 и глубиной 0,25 ширины подушки валка. Боковые грани паза 2 параллельны оси прокатки, его дно 13 наклонено относительно оси прокатки на угол раскатки α, равный, например, 10°. Узел валка установлен в пазу опорной площадки и сопрягается с ним плитой корпуса, толщина и ширина которой равны соответственно глубине и ширине паза. Валок с подушками повернуты на плите относительно ее длинной боковой грани под углом подачи β, равным, например, 18°, при этом ось поворота лежит в плоскости сечения валка по диаметру пережима и проходит через центр этого сечения и ось прокатки. Высота подушки над плитой составляет, например, 0,7 ее ширины. В результате такой компоновки размер окна станины - минимальный, а его периметр составляет 6,25 в относительных к ширине подушки единицах, что в два раза меньше, чем в прототипе (~13). В клети отсутствуют нажимные винты, воспринимающие усилие прокатки, а количество стыков деталей с контактной деформацией (четыре в прототипе), пересекающих вектор усилия прокатки, уменьшено до одного, что существенно увеличивает жесткость клети.
Установка оси валка параллельно дну наклонных пазов образует угол раскатки, и конус деформации на входе в клеть образуется при цилиндрической калибровке бочки валков. Это позволяет увеличить диаметр наиболее нагруженного опорного подшипника валка до диаметра бочки валка и повысить несущую способность клети.
Поворот оси валка на угол подачи вокруг точки касания поверхности проката в очаге деформации с линией окружности поперечного сечения валка в пережиме снижает при неизменной калибровке участка 7 погрешность, искажающую поверхность проката при изменении сортамента. При этом калибровка участка 7 должна осуществляться по максимальному диаметру сортамента проката. Это позволяет изменять диаметр готового проката только за счет настройки межвалкового расстояния, не прибегая к перевалке валков, при этом искажения геометрии цилиндрической поверхности проката при изменении его диаметра, например, от 100 до 75 мм остаются в допустимых пределах.
Гидравлическое прижатие узла валков ко дну паза станины и к винту настройки межвалкового расстояния с усилием, обеспечивающим высокие контактные напряжения в стыках, снижает контактные деформации в них практически до нуля, что также существенно повышает жесткость клети и уменьшает износ сопряженных поверхностей из-за отсутствия зазоров между ним.
Таким образом, при значительно меньших размерах и весе жесткость и несущая способность предлагаемой клети примерно в два раза выше, чем в прототипе. Техническое проектирование показало, что вес клети (без привода) для прокатки исходной заготовки диаметром 140 мм составляет примерно 20 тонн. Аналогичная по назначению из существующих клеть с разъемной станиной для прокатки исходной заготовки меньшего диаметра (120 мм) весит примерно 80 тонн.
Рабочая клеть обжимного трехвалкового стана винтовой прокатки с двухопорными валками работает следующим образом. Перед прокаткой клеть настраивается на заданный размер готового проката, для чего в гидросистеме устанавливается низкое, например 20 кг/см2, давление масла. Включаются три двигателя привода винтов 10 настройки межвалкового расстояния, которые вращаются синхронно до момента сближения валков на заданный размер проката. Этот момент фиксируется системой автоматики с помощью датчиков числа оборотов винтов. Нажимные гидроцилиндры 12 в это время прижимают узлы валков к винтам 10 и, таким образом, передвигают их вдоль наклонных пазов окна станины, преодолевая силы трения от прижатия узлов валков ко дну пазов гидроцилиндрами уравновешивания 9. Затем давление в гидросистеме устанавливается высокое, например 150 кг/см2, что приводит к фиксации узлов валков. В процессе прокатки осевое усилие, действующее на валки в направлении, противоположном движению заготовки, разгружает стык винта 10 и корпуса узла валков. Поэтому усилие прижатия корпуса узла валков к винту гидроцилиндром должно превышать осевое усилие во время прокатки во избежание раскрытия упомянутого стыка.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТРЕХВАЛКОВЫЙ СТАН ВИНТОВОЙ ПРОКАТКИ И ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ СТАНА ВИНТОВОЙ ПРОКАТКИ | 1992 |
|
RU2009737C1 |
| ТРЕХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2007 |
|
RU2338607C1 |
| ТРЕХВАЛКОВАЯ КЛЕТЬ СТАНА ПРОДОЛЬНОЙ ПРОКАТКИ | 2007 |
|
RU2343024C2 |
| СПОСОБ ВИНТОВОЙ ПРОКАТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2179900C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕНЕНИЯ РАССТОЯНИЯ МЕЖДУ ВАЛКАМИ ПРОКАТНОГО СТАНА | 2007 |
|
RU2359766C2 |
| Предварительно напряженная клетьСТАНА пОпЕРЕчНО-ВиНТОВОй пРОКАТКи | 1979 |
|
SU837520A1 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ ВАЛКА В КЛЕТИ СТАНА ВИНТОВОЙ ПРОКАТКИ | 1992 |
|
RU2033284C1 |
| Рабочая клеть прокатного стана | 1990 |
|
SU1776209A3 |
| ДВУХВАЛКОВАЯ КЛЕТЬ ВИНТОВОЙ ПРОКАТКИ СО СТАНИНОЙ ЗАКРЫТОГО ТИПА | 2004 |
|
RU2288793C2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 1998 |
|
RU2131317C1 |
Изобретение относится к получению промежуточного подката, например, из непрерывно-литой заготовки на обжимных прокатных станах, в частности к рабочей клети обжимного стана. Рабочая клеть обжимного трехвалкового стана винтовой прокатки содержит монолитную станину, двухопорные валки, установленные в окне станины на постоянные во время прокатки углы подачи и раскатки в узлах с подушками, соединенными отъемной монтажной плитой, при этом окно станины выполнено с направляющими пазами, боковые грани которых параллельны оси прокатки, а их основания наклонены к этой оси под углом раскатки, при этом узлы двухопорных валков, подушки и плита которых выполнены в виде цельного корпуса с расточками, в которых размещены валки с подшипниками под углом подачи, установлены в направляющих пазах окна станины с возможностью перемещения вдоль них с помощью ходовых винтов с электроприводами, установленными на станине со стороны выхода проката из клети, при этом корпуса валков прижаты гидравлически к основаниям этих пазов усилием, соизмеримым с усилием прокатки, а также к ходовым винтам с усилием, превышающим осевую составляющую усилия прокатки, причем приводы ходовых винтов электрически синхронизированы, и оси расточек, выполненных в корпусах валков, повернуты на угол подачи вокруг точки касания поверхности проката в очаге деформации с линией окружности, описывающей поперечное сечение валка в пережиме. Изобретение обеспечивает повышение жесткости, несущей способности, снижение габаритов и чеса клети, облегчение настройки стана, повышение его производительности и точности проката, увеличение срока службы клети. 1 з.п. ф-лы, 3 ил.
| Специальные станы для прокатки точных заготовок машиностроительных деталей | |||
| Прибор для промывания газов | 1922 |
|
SU20A1 |
| - М., ЦНИИТЭИтяжмаш, 1991, с.60 | |||
| КЛЕТЬ ТРЕХВАЛКОВОГО СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 1997 |
|
RU2111805C1 |
| RU 98122295 A, 10.10.2000 | |||
| SU 1593019 A1, 20.05.1999 | |||
| DE 1961092 A, 29.07.1971 | |||
| US 2958244 A, 01.11.1960. | |||

