Способ нанесения металлических покрытий на металлические
Заявлено 8 октября 1946 года в Министерство электронр01мышленности СССР за Ль 1637
Опубликовано 30 ноября 1947 года
Известный электроискровой (электроэрозионный) способ нанесения покрытий имеет весьма существенные недостатки: толщина покрытия для многих металлов и сплавов ограничивается величиной порядка 0,2 мм, слой получается пористым и шероховатым. Из-за небольшой толщины покрытия дальнейшая обработка и доводка покрытых поверхностей крайне затруднительна.
Предлагается дугоискровой способ нанесения покрытий, который позволяет наносить покрытия неограниченной толщины. Сущность способа заключается в том, что в процессе нанесения покрытий используют одновременно две формы разряда - дуговую и искровую - таким образом, что наносимый материал является катодом для дуги и анодом для искры. Как известно, полярность электрической эрозии у дуги имеет направление с катода на анод (имеются в виду дуги между металлическими электродами); при этом происходит разогревание катода. Полярность эрозии при искровом разряде имеет обизделия
(349795)
ратное направление (с анода на катод).
Предлагаемый способ обеспечивает одностороннее направление переноса частиц между электродами. Термический эффект процесса, поднимая температуру электрода-покрытия (катода дуговой цепи и анода искровой цепи), способствует интенсивному отрыву его частиц и переносу их на покрываемое изделие.
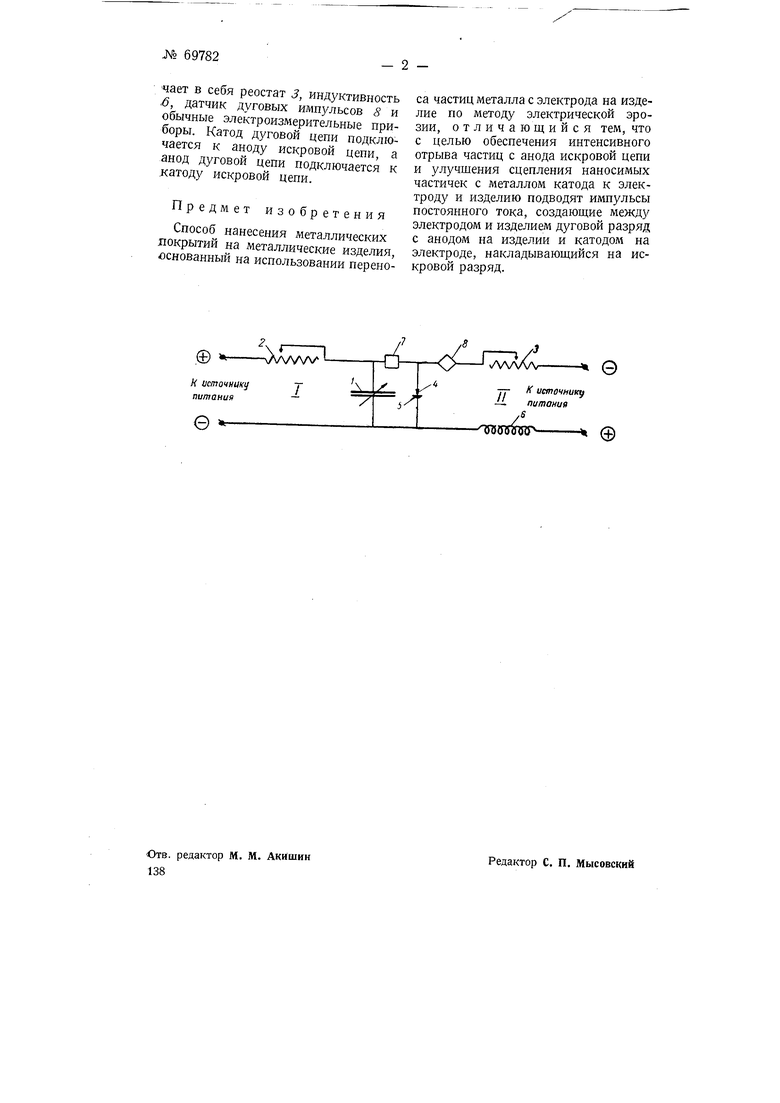
На чертеже изображена электрическая схема установки для нанесения покрытий по предлагаемому способу.
Схема установки представляет собой две цепи - искровую / и дуговую //, работающие на общие электроды. Искровая цепь / представляет собой обычную электроискровую установку, содержащую источник питания, батарею конденсаторов 7, реостат 2 и датчик 7 искровых импульсов (лампа, механический прерыватель и пр.). Электрод-изделие обозначен цифрой 5, электрод-покрытие цифрой 4.
Дуговая цепь // питается от отдельного источника питания и вклю137
чает в себя реостат 3, индуктивность , датчик дуговых импзльсов и обычные электроизмерительные приборы. Катод дуговой цепи подключается к аноду искровой цепи, а анод дуговой цепи подключается к катоду искровой цепи.
Предмет изобретения Способ нанесения металлических покрытий на металлические изделия, основанный на использовании переноса частиц металла с Электр ода на изделие по методу электрической эрозии, отличающийся тем, что с целью обеспечения интенсивного отрыва частиц с анода искровой цепи и улучшения сцепления наносимых частичек с металлом катода к электроду и изделию подводят импульсы постоянного тока, создающие межд} электродом и изделием дуговой разряд с анодом на изделии и катодом на электроде, накладывающийся на искровой разряд.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ нанесения металлических покрытий | 1947 |
|
SU75650A1 |
| Способ нанесения слоя износоустойчивого металла или сплава на режущий инструмент | 1945 |
|
SU68283A1 |
| Устройство для регистрации процесса эрозии металлов | 1943 |
|
SU64705A1 |
| Устройство для нанесения покрытий на токопроводящие материалы | 1946 |
|
SU69318A1 |
| Способ получения карбидов металлов | 1949 |
|
SU81961A1 |
| Способ электроэрозионной обработки поверхности молибдена | 2019 |
|
RU2709548C1 |
| Способ вакуумной карбидизации поверхности металлов | 2019 |
|
RU2725941C1 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛОВ, СПЛАВОВ И ДРУГИХ ТОКОПРОВОДЯЩИХ МАТЕРИАЛОВ | 1943 |
|
SU70010A1 |
| ЭЛЕКТРОДУГОВОЙ ИСПАРИТЕЛЬ МЕТАЛЛОВ | 1977 |
|
SU714807A1 |
| СПОСОБ НАНЕСЕНИЯ УПРОЧНЯЮЩЕГО ПОКРЫТИЯ | 2011 |
|
RU2484180C2 |
АЛАЛЛгтт- /г источнику питание
irawosip
