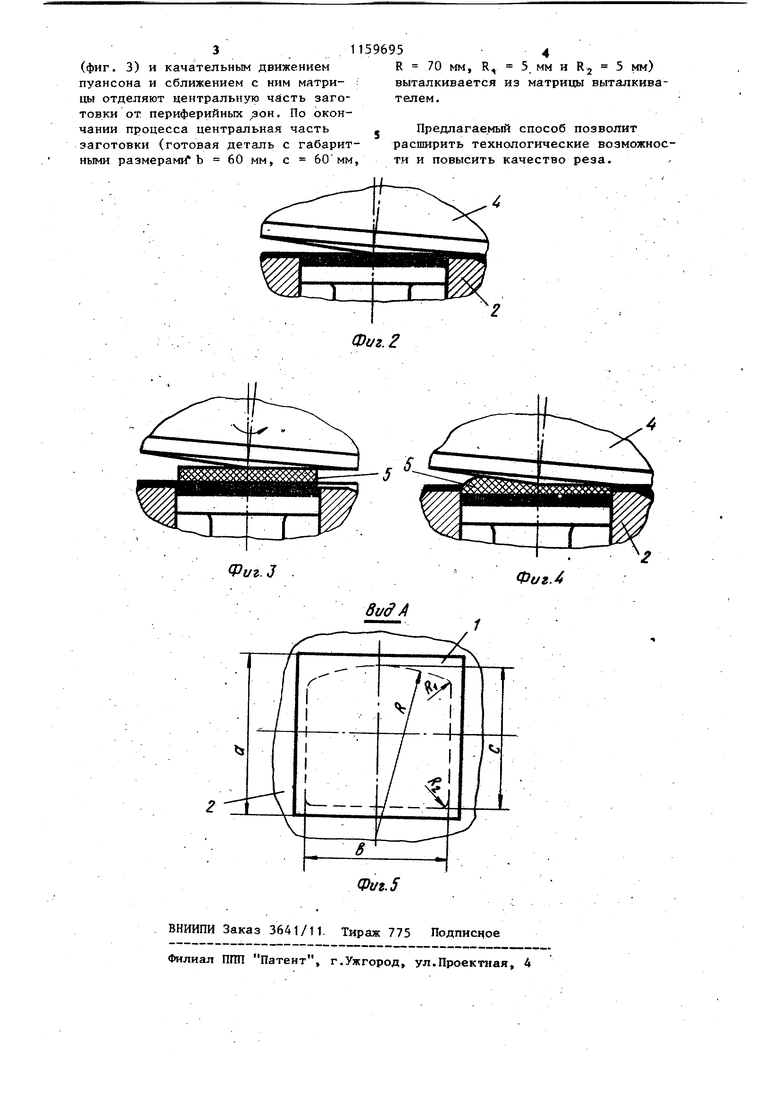
Периферийное зона 3a9omoSj cf Срединная зона 3O9ff/7fOS/ft/ Изобретение относится к обработке металлов давлением, в частности к способам вырезки деталей из листового материала обкаткой. Цель изобретения - расширение . технологических возможностей за счет получения отверстий различных конфигураций и повышение качества реза за счет того, что одновременно с вдавливанием обрабатываемого материала в .рабочее отверстие матрицы производят разгонку материала вне контура рабочего отверстия матрицы, перед отделением детали от отхода на заготовку со стороны, противоположной зеркалу матрицы, и на участке, соответствующем рабочему отверстию последней, помещаю т прокладку из эластичного материала На фиг, 1 схематически изображено положение инструмента перед вьфезкой детали; на фиг. 2 - то же по окончании разгонки периферийных зон заготовкиV на фиг. 3 - то же, перед обрезкой периферийных зон заготовкиj на фиг. 4 - то же, по окончании обрезки периферийных зон заготовки; на фиг. 5 - расположение исходной заготовки (в данном слуd ) отно чае квадратной со стороной вьтрезсительно полости матрицы для ки детали с габаритными размерами b и сие некруглым контуром, описанным тремя прямыми и радиусами R, R-, и К2,вид сверху. У пуансона образующая конусообра ной поверхности имеет длину больше максимального габаритного размера контура полости матрицы. Ось пуаьсо на расположена под углом /ь к оси матрицы 00. Способ осуществляют следующим об разом. Листовую заготовку 1 укладывают на поверхность матрицы 2, перекрывая ее полость. При этом выталкиватель 3 находится в верхнем положении. Сближают матрицу 2 и пуансон 4 и прижимают периферийные зоны заготовки (фиг. 1). Приводят пуансон в.качательное движение относительно оси матрицы, причем оно может быть как круговым, так и некруговым, что зависит от формы контура вырезаемой детали. Затем продолжают сближени.е пуансона и матрицы. При их сближеНИИ периферийные зоны заготовки, т.е. зоны, расположенные вне конту ра полости матрицы, разгоняют в радиальных направлениях, при разгонке происходит утонение периферийных зон. Центральная часть заготовки вдавливается в полость матрицы, при этом перерезаются волокна листового материала ее режущей кромкой. В хо- де процесса выталкиватель принудительно опускается (фиг. 2). Затем центральную часть заготовки отделяют от разогнанных до тонких полотен периферийных зон посредством нежесткой среды, например прокладки из эластичнрго материала, в качестве которой может быть.использован полиуретан. В этом случае прокладку 5 устанавливают между рабочей поверхностью пуансона и заготовкой (фиг. 3) и воздействуют на нее качающимся пуансоном при .сближении с ним матрицы. В результате эффекта эластичности прокладки центральная часть заготовки окончательно вдавливается в полость матрицы и еа режущей кромкой отделяется от периферийных зон (фиг. 4). По окончании процесса вырезанную, деталь выталкивают из матрицы выталкивателем. Процесс вырезки осуществляется в холодном состоянии или с нагревом листового материала. Нагреву подвергают всю заготовку или ее периферийные зоны с целью повышения пластичности при раскатке. Пример . Квадратную листовую заготовку толщиной 5 мм со стороной м 70 мм укладывают на матрицу, габаритные размеры отверстия которой b 60 мм, с 60 мм, R 70 мм, R, 5 мм H-R 5 мм (фиг. 5). Матрицу подводят к пуансону с конусообразной рабочей поверхностью (фиг. 1) и зажимают заготовку. Затем пуансон приводят в качательное круговое движение относительно оси матрицыи матрицу сближают с пуансоном. При этом периферийные зоны заготовки разгоняются в радиальном направлении, утоняясь, а центральная часть заготовки вдавливается в полость матрицы (при этом выталкиватель подпирает центральную часть заготовки) и одновременно вьфезается (фиг. 2). Затем на поверхность заготовки укладывают эласткчную (полиуретановую) прокладку
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления изделий типа стаканов | 1990 |
|
SU1750845A1 |
| Способ изготовления электрода-инструмента для электроэрозионной прошивки | 1980 |
|
SU891308A1 |
| Штамп для изготовления полых деталей | 1987 |
|
SU1634349A1 |
| ПЛОДОРЕЗКА СО СМЕННЫМ БЛОКОМ-РЕЗАКОМ "ВИКОСТ" | 2000 |
|
RU2195848C2 |
| СПОСОБ РАЗДЕЛЕНИЯ И ОТБОРТОВКИ ЛИСТОВОЙ ЗАГОТОВКИ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1988 |
|
RU1568353C |
| Штамп для обработки листового материала | 1985 |
|
SU1294422A1 |
| Устройство для листовой штамповки | 1990 |
|
SU1810181A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЛИЦОВОК СФЕРИЧЕСКОЙ ФОРМЫ | 2003 |
|
RU2261770C1 |
| Способ пробивки отверстий в листовых многослойных заготовках с центральным металлическим слоем и утолщенными наружными эластичными слоями | 2018 |
|
RU2687384C1 |
| Штамп для изготовления деталей из листового материала | 1985 |
|
SU1294415A1 |
- СПОСОБ ВЫРЕЗКИ ДЕТАЛЕЙ ИЗ ЛИСТОВОГО МАТЕРИАЛА ОБКАТКОЙ, включаювр1й установку обрабатываемого материала на зеркало матрицы, вдавливание обрабатываемого материала в рабочее отверстие матрицы и отделение детали от отхода, о тл и чающийся тем, что, с . целью расширения технологических возможностей за счет получения отверстий различных конфигурадай и повышения качества реза, одновременно с вдавливанием обрабатываемого материала в рабочее отверстие матрицы производят разгонку материала вне контура рабочего отверстия матрицы, перед отделением детали от отхода на заготовку со стороны, ПРОТИВОПОЛОЖНОЙ зеркалу матрицы, и на участке, соответствующем рабочему отверстию последней, помещают о прокладку из эластичного материала.
| Способ гашения пены при сбраживании паточной бражки | 1955 |
|
SU103587A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| - | |||
