f
Изобретение относится к оснастк& для обработки металлов давлением, преимущественно к холодной листовой штамповке, и может быть использовано при вырубке деталей 5 или пробивке отверстий в деталях из листового КОМПОЗИЦИОННОГО материала типа боралюминиевой композиции.
Известно устройство для выруб- Ю ки-пробивки деталей, содержащее матрицу и прижим с соосными и имеющими одинаковые поперечные сечения отверстиями, жесткий пуансон, установленный с возможностью осевого пе- 15 ремещения в отверстии прижима, и установленный в отверстии матрицы прижим-выталкиватель с пружиной, усилуе которой направлено параллельно оси матрицы СЦ .20
о
Недостатком известного устройства является то, что оно имеет жест кие пуансон и матрицу, в связи с чем для осуществления чистой выруб- 25 ки требуется беззазорное изготовление и установка пуансона и матрицы, что повышает трудоемкость и увеличивает стоимость изготовления устройства. Кроме того, работа этого 30
устройства возможна лишь на прессе двойного действия.
Известно устройство для пробивки отверстий, содержащее жесткую матрицу, пуансон в виде передающей среды, находящейся под воздействием импульсного источника энергии, и вкладыш, размещенный в отверстии матрицы и осуществляющий подпор |j2} .
Недостатком этого устройства является невысокое качество поверхности получаемых деталей.
Известно устройство для пробивки отверстий в листовом материале, содержащее жесткую матрицу, вязкий материал, например вазелин или глицерин, помещаемый между матрицей и заготовкой, и индуктор, создающий магнитное поле, уплотняющее вязкий . материал 3 .
Недостатком этого устройства является искажение формы заготовки и получаемых деталей - образование выпуклостей и гофр.
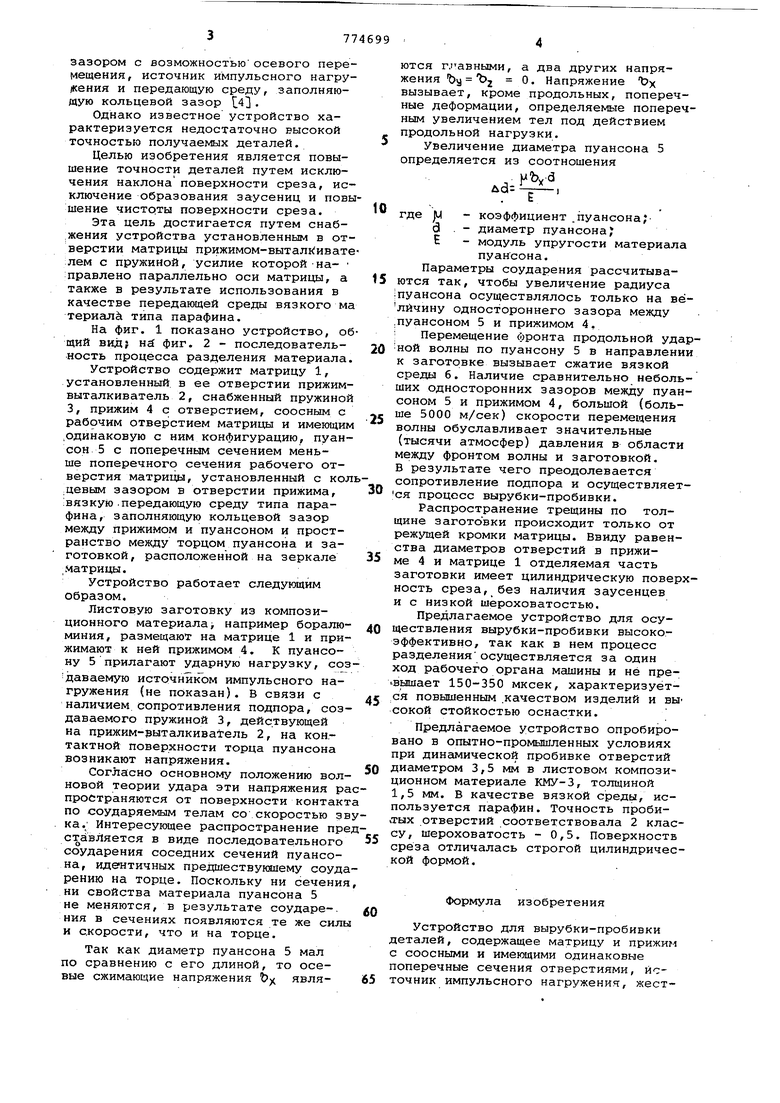
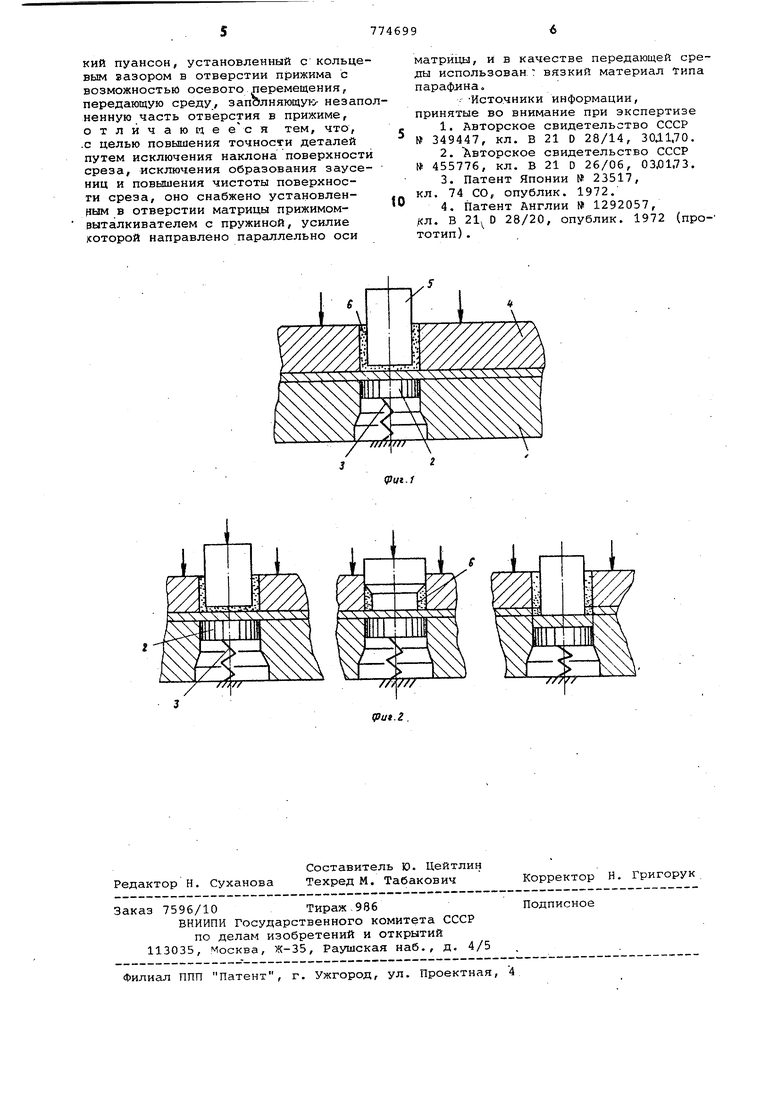
Известно устройство для вырубки деталей и пробивки отверстий, содержащее жесткую матрицу и прижим с соосными и имеющими одинаковые поперечные сечения отверстиями, жесткий луансон, установленный с кольцевым зазором с возможностью осевого перемещения, источник импульсного нагру(кения и передающую среду, заполняющую кольцевой зазор . Однако известное устройство характеризуется недостаточно высокой точностью получаемых деталей. Целью изобретения является повышение точности деталей путем исключения наклона поверхности среза, исключение образования заусениц и повы шение чистоты поверхности среза. Эта цель достигается путем снаб.жения устройства установленным в отверстии матрицы прижимом-выталКивате ;лем с пружиной, усилие которой на- правлено параллельно оси матрицы, а также в результате использования в качестве передающей среды вязкого ма териалс типа парафина. На фиг. 1 показано устройство, об щий вид; на фиг. 2 - последовательность процесса разделения материала Устройство содержит матрицу 1, установленный в ее отверстии прижимвыталкиватель 2 , снабженный пружиной 3, прижим 4 с отверстием, соосным с рабочим отверстием матрицы и имеющим .одинаковую с ним конфигурацию, пуансон 5 с поперечным сечением меньше поперечного сечения рабочего отверстия матрицы, установленный с кол /цевым зазором в отверстии прижима, вязкую.передающую среду типа парафина, заполняющую кольцевой зазор между прижимом и пуансоном и пространство между торцом пуансона и заготовкой, расположенной на зеркале ,матри1№1. Устройство работает следукяцим образом. Листовую заготовку из композиционного материала; например боралю миния, размещают на матрице 1 и при жимают к ней прижимом 4, К пуансону 5 прилагают ударную нагрузку, со даваемую источником импульсного нагружения (не показан). В связи с наличием сопротивления подпора, соз даваемого пружиной 3, действующей на прижим-выталкиватель 2, на контактной поверхности торца пуансона возникают напряжения. Согласно основному положению вол новой теории удара эти напряжения р пространяются от поверхности контак по соударяемым телам со скоростью з ка.; Интересующее распространение пр ставляется в виде последовательного соударения соседних сечений пуансона, идентичных предшествукяиему соуд рению на торце. Поскольку ни сечени ни свойства материала пуансона 5 не меняются, в результате соударе-. ния в сечениях появляются те же сил и скорости, что и на торце. Так как диаметр пуансона 5 мал по сравнению с его длиной, то осевые сжимающие напряжения t являются г.павными, а два других напряжения Ъу bj 0. Напряжение by вызывает, кроме продольных, поперечные деформации, определяемые поперечным увеличением тел под действием продольной нагрузки. Увеличение диаметра пуансона 5 определяется из соотношения уЬ,6 ла- -р-) где - коэффициент.пуансона;d . - диаметр пуансона; Е - модуль упругости материала пуансона. Параметры соударения рассчитываются так, чтобы увеличение радиуса пуансона осуществлялось только на вёлйчину одностороннего зазора между .пуансоном 5 и прижимом 4, Перемещение фронта продольной ударНой волны по пуансону 5 в направлении к заготовке вызывает сжатие вязкой среды 6. Наличие сравнительно небольших односторонних зазоров между пуансоном 5 и прижимом 4, большой (больше 5000 м/сек) скорости перемещения волны обуславливает значительные (тысячи атмосфер) давления в области между фронтом волны и заготовкой. В результате чего преодолевается сопротивление подпора и осуществляется процесс вырубки-пробивки. Распространение трещины по толщине заготовки происходит только от режущей кромки матрицы. Ввиду равенства диаметров отверстий в прижиме 4 и матрице 1 отделяемая часть заготовки имеет цилиндрическую поверхность среза, без наличия заусенцев и с низкой шероховатостью. Предлагаемое устройство для осуществления вырубки-пробивки высокоэффективно, так как в нем процесс разделенияосуществляется за один ход рабочего органа машины и не пре.вышает 150-350 мксек, характеризуется повышенным .качеством изделий и вЫ сокой стойкостью оснастки. Предлагаемое устройство опробировано в опытно-промышленных условиях при динамической пробивке отверстий диаметром 3,5 мм в листовом композиционном материале КМУ-3, толщиной 1,5 мм. В качестве вязкой среды, используется парафин. Точность проби тых отверстий соответствовала 2 классу, шероховатость - 0,5. Поверхноств среза отличалась строгой цилиндрической формой. Формула изобретения Устройство для вырубки-пробивки деталей, содержащее матрицу и прижим с соосными и имеющими одинаковые поперечные сечения отверстиями, источник импульсного нагружения, жесткий пуансон, установленный с кольце вым зазором в отверстии прижима с возможностью осевого леремещения, передающую среду, заполняющую незап ненную часть отверстия в прижиме, отличающеес я тем, что, -С целью повышения точности деталей путем исключения наклона поверхност среза, исключения образования заусе ниц и повышения чистоты поверхности среза, оно снабжено установлен(1ым в отверстии матрицы прижимомвыталкивателем с пружиной, усилие которой направлено параллельно оси матрицы, и в качестве передающей среды использован : вязкий материал Типа парафина. -Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 349447, кл. В 21 О 28/14, ЗОД1.70. 2.Авторское свидетельство СССР № 455776, кл. В 21 D 26/06, ОЗД1.73. 3.Патент Японии № 23517, кл. 74 СО, опублик. 1972. 4.Патент Англии 1292057, л. В 28/20, опублик. 1972 (прототип) .
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для гидродинамической пробивки отверстий в листовом материале | 1979 |
|
SU863084A1 |
| Устройство для гидродинамической пробивки отверстий | 1979 |
|
SU871910A1 |
| Штамп для вырубки-пробивки | 1979 |
|
SU820980A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2000 |
|
RU2183525C2 |
| Способ получения отверстий и устройство для его осуществления | 1981 |
|
SU1005985A1 |
| Устройство для листовой штамповки | 1990 |
|
SU1810181A1 |
| Штамп для обработки пакета заготовок | 1979 |
|
SU776916A1 |
| Способ динамической клепки | 1979 |
|
SU859002A1 |
| Штамп совмещенного действия для вырубки деталей из неметаллических материалов и пробивки в них отверстий | 1980 |
|
SU929279A1 |
| Способ получения чистовых отверстий в толстолистовых заготовках и устройство для его осуществления | 1980 |
|
SU897338A1 |
