1 1
Изобретение относится к обработке металлов давлением, а именно к штампам для вырубки-пробивки листового материала.
Целью изобретения является повышение качества изделий путем исключения образования на них заусенцев при затуплении режущих кромок на пуансоне.
На фиг. 1 приведена схема штампа для пробивки отверстия , на фиг. 2 - пуансон с прокладкой, закрепленной со смещением в сторону участка наибольшего приложения давленияJ на фиг. 3 - пуансон с упругой прокладкой, прикрепленной вдоль участка АБ, где необходимо устранить заусенец.
Штамп состоит из пуансона 1 с прикрепленной к его торцу упругой прокладкой 2, и матрицы 3, на которую укладывается заготовка 4.
Штамп работает следующим образом.
Пуансон 1 с упругой прокладкой 2 перемещается вниз. При этом за счет реакции заготовки 4 упругая прокладка 2 сжимается. Пуансон 1 частично врезается в заготовку 4 и смещает отход 6, прогнутый прокладкой 2, воз никает трещина разрушения. За счет постоянного воздействия прокладки 2 на отход 6 в зоне разделения создается допо.пнительное усилие растяжения.
Трещина разрушения проходит по ми нимальному сечению между кромками матрицы 3 и пуансона 1 и разделяет отход 6 и деталь 5 без образования заусенцев как при неравномерном зазоре, так и при затуплении режущих кромок.
Изменением толщины и формы упруго го элемента возможна регулировка характера нагружения отхода и его отделения от детали.
Увеличение толщины прокладки в определенных местах вблизи режущей кромки позволяет увеличивать усилие растяжения, например, в углах прямоугольного отверстия. Для выполнения пуансона для неодновременного разделения вдоль контура отверстия прокладку крепят со смещением е в сторону, вдоль которой необходимо получить первоначальное разделение.
Для выполнения пуансона с упругой прокладкой, прикрепленной вдоль участка АБ, где необходимо устранить заусенец, воздействуют прокладкой
00722
вдоль участка АБ, трещина скола разделяет отход от детали без заусенца. Процесс пластического течения при разделении материала затупленным но5 жом имеем сложньш характер и определяется неодинаковьм вдавливанием ножей, поворотом, изгибом и смещением разделяемых частей, заполнением фаски износа (скола) и усиления асиммет10 рии процесса в результате появления и роста трещины скола у острого ножа. Для управления траекторией движения трещины скола и получения деталей без заусенцев необходимо создать оп15 ределенное напряженное состояние в зоне разделения, дополнительно, наряду со сдвигающим усилием, наложить изгибающий момент и усилие, направленное вдоль заготовки от зоны разделе20 ния под острым углом к оси инструментов в момент появления трещины скола, т.е. необходима чуткая и быстрая реакция на зарождение трещины, что обеспечивается в том числе постоянной
поддержкой под действием сил в течении всего процесса деформирования. Для стабилизации траектории трещины необходимо резко увеличить воздействие сил в момент роста трещины.
30 в процессе сжатия прокладки за счет сил реакции заготовки изменяется усилие воздействия на отход самой прокладки, к коменту появления трещины скола ее действие становится мак35 симальным. При этом изменяется форма отхода и прокладки. За счет прогиба отхода, его предварительного натяжения ускоряется процесс разрушения (так как наступление разрушения
40 определяется исчерпанием ресурса пластичности при определенном показателе напряженного состояния и историей деформирования). За счет роста трещины и уменьшения живого сече45 ния тела металла в зоне разделения на величину длины трещины увеличивается удельное усилие, действующее от пластины на зто сечение.
Выполнение пуансонов с жесткими
50 насадками не дает требуемый эффект , так как сначала происходит вытяжка, а затем пробивка.
Для более эффективной работы упругого элемента возможно его изго55 товить из разнородных упругих материалов .
Первоначальный подбор размеров пластинки осуществляется из условия
3
Р,,, L-5 б р
где Р(. п усилие, развиваемое пластиной к моменту возникновения трещины скола; L - периметр вырубаемого кон- , тура; S - минимальное расстояние
между кромками инструмент к.моменту возникновения трещины сколаs S-n, где п 0,08-0,5;
S - толщина листа ,
(jj,p- напряжение среза, упрочненного в процессе предварительной пластической деформации металла в зоне разделения .
Максимальные размеры упругой пластины определяются условием отсутствия гофр на детали (не плоскостности) , минимальные - отсутствием заусенца на детали.
Испытание производили на штампе КФ 1770-4038 для вырубки деталей панель 8КФ 060143/144, габаритные размеры штампа 1700 х 1100 х 380, стоимость 9657 руб. Штамп был установлен на прессе KB 3732А усилием 1600 кН. Штампуемый металл марки 08КП, толщиной 1,0-0,9 мм. Программа - 600 тыс. деталей в год.
В процессе штамповки на пробиваемом фигурном отверстии (фиг. 3) вдоль выступа АВ длиной 22 мм и на прямоугольном отверстии 60 х 50 мм вдоль стороны 60 мм образовывались заусенцы высотой 0,04 - 0,45 мм. Для диапазона толщины листа 0,6 - 1,0 мм установлена критическая величина заусенцев 0,08 мм.
Для устранения заусенцев применяли установку резиновой прокладки толщиной 4 мм на разном расстоянии от режущей кромки ЕО 2,1; 1,3, 0,98. При этом соотношение бо составля724
ло 1:1,9j 1:3j 1:4,1. Сравнительные результаты испытания трех случаев показали следующее. При соотношении :Е, 1:1,9 устранялся заусенец вы- сотой до 0,2-0,24 мм. При соотношении to .ti 1:3 заусенец был устранен полностью. При соотношении t o .tt 1:4,1 и дальнейшем уменьшении Eg заусенец устранялся полностью, но
образовалась гофра на получаемой детали за счет предварительной вытяжки в отверстие матрицы, резко увеличился износ края резиновой прокладки, расположенного ближе к кромке.
Таким образом, оптимальным соотношением является &о:& 1:3, позволяющим получать качественные детали без заусенцев.
Формула изобретения
1.Способ эксплуатации штампов для вырубки-пробивки преимущественно тонколистового материала, при котором осуществляют вырубку-пробивку материала пуансоном с размещенной на нем упругой прокладкой, отличающийся тем, что, с целью повьш1ения качества изделий путем
исключения образования на них заусенцев при затуплении режущих кромок на пуансоне, в процессе вырубки-пробивки в зоне разделения прикладывают дополнительное усилие растяжения,
размещая упругую прокладку на пуансоне со смещением от центра в сторону затупления режущей кромки.
2.Способ по п. 1, отличающийся тем, что упругую прокладку смещают на расстояние, определяемое из соотношения
е,:е, 1:(2-4),
где Е. - расстояние от режущей кромки пуансона до кромки упругой прокладки; , - высота упругой прокладки.
А -AfroSeoMiJmo
1 сриг.2
В б fToSepHy/rro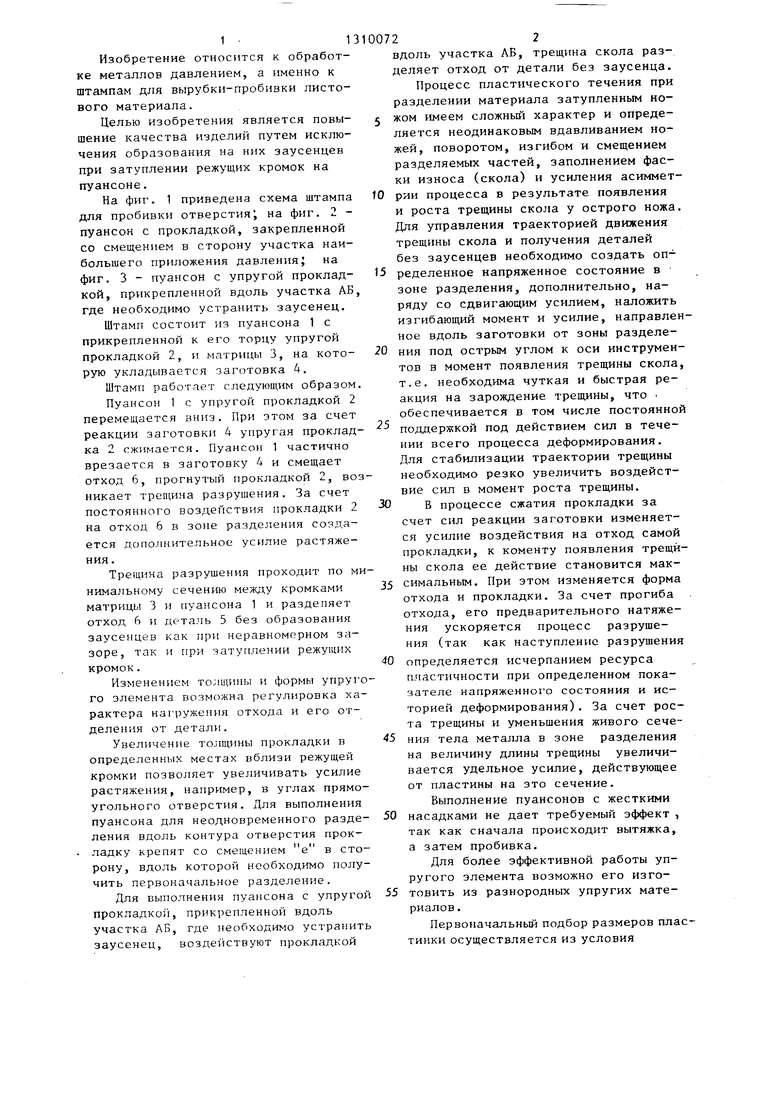
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЧИСТОВОЙ ВЫРУБКИ С ОБЖИМКОЙ | 2008 |
|
RU2409444C2 |
| Способ получения отверстий в двухслойных листовых материалах | 1985 |
|
SU1348032A1 |
| Способ вырубки деталей из плоской заготовки | 1983 |
|
SU1148675A1 |
| Штамп для пробивки отверстий в листовых заготовках | 1982 |
|
SU1039612A1 |
| НОЖЕВОЙ ШТАМП | 1998 |
|
RU2127164C1 |
| Штамп для пробивки-вырубки | 1989 |
|
SU1708474A1 |
| Способ получения пустотелых деталей и матрица для его осуществления | 1980 |
|
SU929292A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ЛИСТОВОЙ ЗАГОТОВКИ ДЛЯ ВЫТЯЖКИ | 1992 |
|
RU2086333C1 |
| Устройство для разделительных операций эластичной средой | 1991 |
|
SU1811943A1 |
| СПОСОБ РАЗДЕЛЕНИЯ И ОТБОРТОВКИ ЛИСТОВОЙ ЗАГОТОВКИ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1988 |
|
RU1568353C |
Изобретение относится к обработке металлов давлением, в частности к процессам вырубки-пробивки листового материала. Изобретение позволяет повысить качество изделий путем исключения образования на них заусенцев при затуплении режущих кромок на пуансоне. Для этого устанавливают на пуансоне резиновую прокладку на расстоянии от режущей кромки, определяемом из соотношения (,:, 1:(2-4), где f - расстояние режущей кромки пуансона до кромки упругой прокладки; - высота упругой прокладки. 1 з.п. ф-лы. 3 ил.
Редактор Н.Швыдкая
фие.
Составитель М.Тарлавская
Техред М.Ходанич Корректор С.Черни
Заказ 1821/8Тираж 733Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. А/5
Производственн --полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Скворцов Г.Д | |||
| Основы конструирования штампов для холодной листовой штамповки | |||
| М.: Машиностроение, 1972, с | |||
| Приспособление, увеличивающее число оборотов движущихся колес паровоза | 1919 |
|
SU146A1 |
| ЦЕНТРОБЕЖНАЯ ЗЕРНОСУШИЛКА | 1919 |
|
SU1106A1 |
