(54) ГИДРАВЛИЧЕСКИЙ ПРЕСС
| название | год | авторы | номер документа |
|---|---|---|---|
| ВЕРТИКАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС | 1988 |
|
RU2006366C1 |
| Вертикальный гидравлический штамповочный пресс | 1977 |
|
SU792762A1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ КОМПАКТИРОВАНИЯ ТВЕРДЫХ ОТХОДОВ В БОЧКЕ И РАСПРЕССОВКИ ЗАПОЛНЕННОЙ БОЧКИ С КРЫШКОЙ В БРИКЕТ | 2010 |
|
RU2453437C2 |
| Гидравлический колонный пресс | 1960 |
|
SU132070A1 |
| ШТАМПОВОЧНО-ЭКСТРУЗИОННЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС | 2012 |
|
RU2506164C1 |
| Вертикальный гидравлический пресс | 1976 |
|
SU911829A1 |
| ТРАНСПОРТАБЕЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ СЖАТИЯ ЕМКОСТЕЙ С РАДИОАКТИВНЫМИ ОТХОДАМИ | 1993 |
|
RU2060565C1 |
| Гидравлический пресс | 1988 |
|
SU1581601A1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС | 2010 |
|
RU2443560C1 |
| ВЕРТИКАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ПРОИЗВОДСТВА СТАЛЬНЫХ БЕСШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 2007 |
|
RU2349457C1 |
1
Изобретение относится к области гидропрессостроения и может быть ис пользовано, например, при создании конструкций быстроходных многоплунжерных прессов для безоблойной штамповки в разъемных матрицах одним или несколькими пуансонами.
Известен гидравлический обрезной пресс со станиной, установленной на фундаменте, с верхним расположением рабочего цилиндра, плунжер которого связанс ползуном, несущим инструмент через проставку в виде связанных между собою плит, вводимую между плунжером и ползуном перед совершением рабочего хода с целью ослабления динамических явлений при исчезновении рабочей нагрузки 1 .
Однако решаемые задачи в известном прессе не могут удовлетворять всем требованиям, возникающим при создании быстроходных гидравлически прессов для штамповки в разъемных матрицах, где нужно иметь подвижную поперечину, осуществляющую прижим штампов, и верхний прессующий штемпель для деформации заготовки.
Известен также гидравлический многоплунжерный пресс для безоблойной штамповки в разъемных матрицах, состоящий из двух станин колонного типа: вертикальной, объединяющей цилиндры прижима штампов, цилиндры верхней и нижней подпрессовок с пресс штемпелями, цилиндры выталКивателей и подвижной поперечины, и горизонтальной, объединяющей цилиндры горизонтальной подпрессовки с пресс
0 штемпелями. Цилиндр верхней подпрессовки дифференциального типа расположен в центре верхней поперечины станины. Расположенный сверху шток этого цилиндра соединен с траверсой,
5 с которой также Связаны плунжеры цилиндров возвратного хода. Плунжер цилиндра верхней подпрессовки соединен с пресс штемпелем и через гайку с подвижной поперечиной 2.
0 Недостаток указанного пресса заключается в том, что при опускании подвижной поперечины плунжер с прессштемпелем верхнего цилиндра совершает совместное движение. После прижатин штампов подвижной поперечиной плунжер с пресс штемпелем верхнего цилиндра производит дополнительно рабочий ход. Это значительно увеличивает объем жидкости в верхнем ра0бочем цилиндре и цилиндрах прижима,
приводит к большим потерям энергии на деформацию жидкости, уменьшению производительности и увеличению времени контакта заготовки с инструментом.
Целью изобретения является-позы- шение производительности, снижение затрат энергии и времени контакта заготовки с инструментом.
Цель достигается тем, что пресс снабжен жестко связанной с верхним пресс штемпелем плитой, несущей ступенчатую проставку, установленную с возможностью перемещения от привода в Направляющих,размещенных на i подвижной плите, а также закрепленной на проставке направляющей планкой, взаимодействующей с ограничительной планкой подвижной поперечины,при этом подвижная плита связана с хвостовиком цилиндра верхнего прессования посредством колонны и поперечины образуя при рабочем ходе замкнутую-., раму.
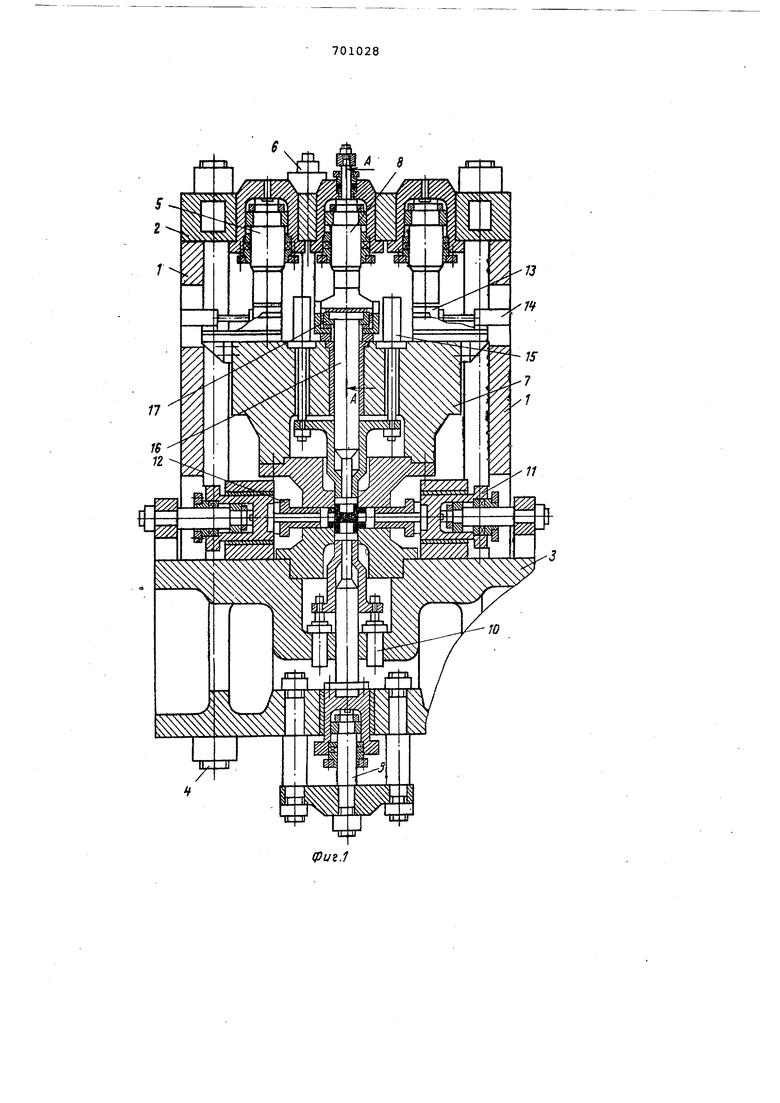
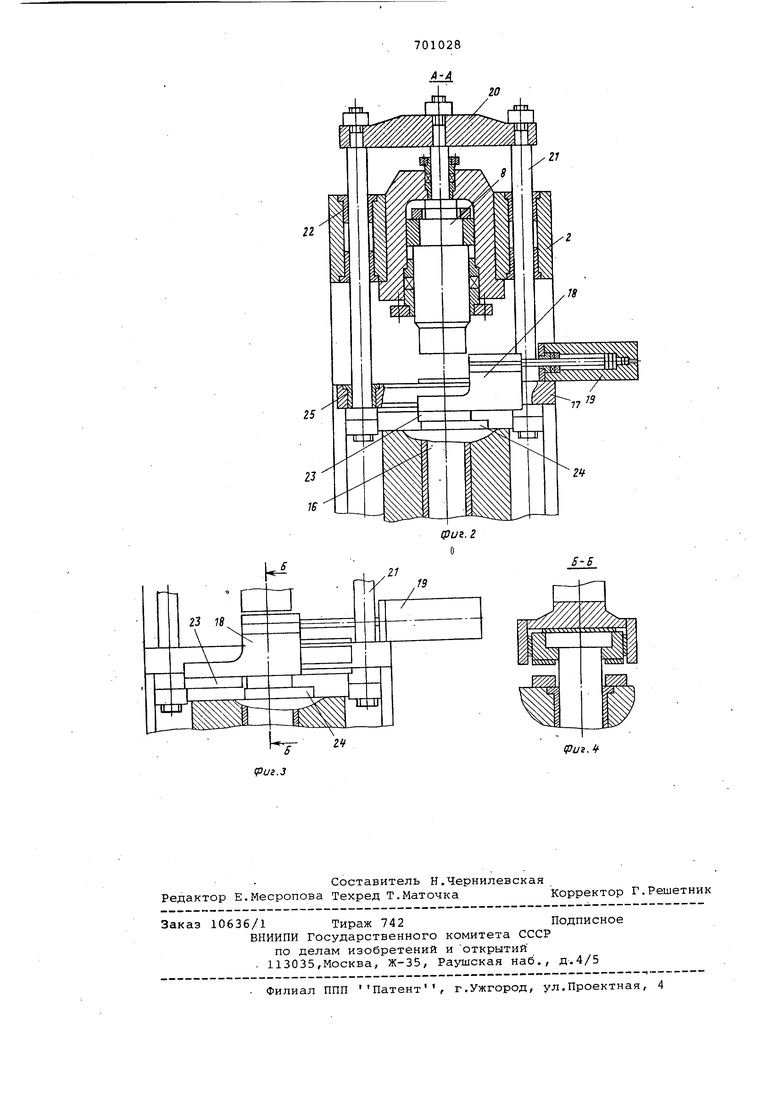
На фиг. 1 показан фронтальный вид пресса (продольный разрез); на фиг. 2 - разрез механизма верхнего прессования по А-А на фиг. 1; на фиг. 3положение ступенчатой проставки при рабочем ходе верхнего рабочего плунжера; на фиг. 4 - разрез ступенчатой проставки и подвижной плиты с закрепленным в ней верхним пресс-штемпелем по Б-Б аа фиг.З.
Гидравлический пресс содержит станину рамного типа с проставками 1 станины мехсду верхней 2 и нижней 3 неподвижными поперечинами,стянутыми четырьмя колоннами 4.
В верхней поперечине скомпонованы цилиндры 5 прижима, цилиндр 6 подъ,ем и опускания подвижной поперечины 7 и механизм 8 верхнего прессования.
В нижней :поперечине расположены механизм 9 нижнего прессования, цилиндры 10 подпора-выталкивателя и на столе закрепляются цилиндры 11 бокового прессования со штоками 12 подбора .
Подвижная поперечина 7 имеет регулируемые направляющие,которые крепятся к проставкам 1 станины.
На верхней плоскости подвижной поперечины 7 в направляющих скомпонованы проставки 13 цилиндров 5 прижим имеющие связь с гидроцилиндрами 14 низкого давления, там же закреплены цилиндры 15 подбора-выталкивателя. В расточке подвижной поперечины 7 в Направляющих перемещается пресс-штемпель 16.
Пресс-штемпель 16 жестко связан с подвижной плитой 17. На направляющих подвижной плиты 17 скомпонована ступенчатая проставка 18, которая имеет два крайних положения и приводится в действие цилидром 19.При левом крайнем положении ступенчатой проставки 18 пресс-штемпель
16 с подвижной плитой 17, рабочий плунжер с хвостовиком, траверса 20 и колонны 21, имеющие направляющие 22, в верхней поперечине 2 станины образ |ют замкнутую раму.
При крайнем правом положении ступенчатой проставки 18 ее нижняя планка 23 опирается на ограничительную планку 24 и подвижная плита 17 с пресс-штемпелем 16 находится на подвижной поперечине 7. При этом подвижная плита 17 может пе.ремещаться совместно с подвижной поперечиной 7 направляющими 25 относительно ко-лонн 21.
Описанный пресс работает следующим образом.
После подачи заготовки в штамповоепростанство подвижная поперечина 7 опускается за счет цилиндров 6 опускания совместно с пресс-штемпелем 16 и подвижной плитой 17 с размещенной в ее направляющих ступенчатой проставкой 18. При смыкании штампов подвижная плита 17 совместно с пресс-штемпелем 16 и ступенчатой проставкой 18 опирается на выступы колонн 21. При этом между рабочим плунжером и подвижной плитой 17 образуется пространство, равное высоте ступенчатой проставки 18. Аналогичное пространство образуется между подвижной поперечиной 7 и штоками плунжеров цилиндров 5 прижима, равное высоте их проставок 13, связанны с гидроцилиндрами 14. Проставки 13 цилиндров прижима 5 вводятся в образовавшееся пространство гидроци. линдрами 14 низкого давления с мини мальным зазором.
Прижим штампов осуществляется цилиндрами 5 через проставки 13 и подвижную поперечину 7. При этом ход прижимных цилиндров равен зазору между ними и величине деформации станины.
Одновременно с вводом проставок 1 цилиндров прижима 5, вводится ступенчатая проставка 18. При этом нижняя планка 23 ступенчатой проставки 18 выходит с планки 24, закрепленной на подвижной поперечине 7 и ограничивающей ход пресс-штемпеля 16.Образовавшийся зазор между подвижной пОперечиной 7 и подвижной плитой 17 раве величине раб.очего хода пресс-ш темпеля 16.
Пресс-штемпель 16 с подвижной плитой 17 через проставку 18, рабочий плунжер,и его хвостовик, траверсу 20 и колонны 21 образуютзамкнутую раму и,при подаче рабочей жидкости в поршневую полость рабочего плунжера со.вершают рабочий ход. Рабочий ход может совершаться одновременно всеми цилиндрами или последовательно.
После совершения рабочих ходов всеми механизмами прессования они возвращаются в первона.чальное положение и затем сбрасывается давление рабочей жидкости в поршневых полостя цилиндров 5 прижима и выводятся прос тавки 13. Одновременно выводится ступенчата проставка 18, при этом она занимает такое положение, что подвижная плита 17 с пресс-штемпелем 16 опирается на подвижную поперечину 7 через план ни 23 и 24 и не связана с рабочим плунжером. При размыкании штампов подвижная плита 17 с пресс-штемпелем 16 и расположенной на ней проставкой 18 перемещаются направляющими 25 относительно колонн 21 совместно с подвижной поперечиной 7. Формула изобретения Гидравлический пресс для многополостной штамповки, содержащий механизм верхнего прессования, подвижную поперечину и цилиндры прижим отличающийся тем, что, с целью повышения производительности, снижения затрат энергии и времени контакта заготовки с инструментом, он снабжен жестко связанной с верхним пресс-штемпелем плитой, несущей ступенчатую проставку, установленную с возможностью перемещения от привода в направляющих, размещенных на подвижной плите, а также закрепленной на проставке направляющей планкой, взаимодействующей с ограничительной планкой, при этом подвйж ная плита связана с хвостовиком цилиндра верхнего прессования посредством колонн и поперечины, образуя при рабочем ходе замкнутую раму. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР 155395, кл. В 30 в 15/28, 1963. I 2. Пресс модели ПБ2638. Оперативная информация НИИМАШ, 1975, серия 1, вып. 6.
Риг л
