J Изобретение относится к машиностроению в частности к конструкции машин для обработки давлением. Известен вертикальный гидравлический пресс, содержащий станину в виде стянутых колоннами с неподвижной плитой верхней и нижней поперечин и подвижный стол ij . Однако вследствие наличия зазоров по направляющим ползуна колонны нижнего яруса станины испытывают напряжения изгиба при эксцентричном нагружении пресса, это приводит к перемещению промежуточной плиты в сторону, противоположную центру приложения эксцентричной нагрузки, что вызывает перекос нижнего узла инструмента относительно верхнего, приводящий к снижению точности штамповки. Вследствие прогиба нижней поперечины от действия нагрузки колонны нижнего яруса станины нагружаются неравномерно, внутренние колонны работают при больших напряжениях, что снижает надежность работы пресса. Принятое в конструкции пресса расположение колонн нижнего яруса станины позволяет производить установку только двух горизонтальных прошивных систем, при этом полностью исключает ся доступ к рабочей зоне пресса и снижается диапазон его использования. Цель изобретения - повышение удоб ства обслуживания, точности обрабаты поковок и надежности пресса. Для этого пресс снабжен горизонтальными прошивными системами и закрепленными сг помощью колонн между неподвижной плитой и нижней поперечи ной проставками, при 3|том колонны, стягивающие проставки, расположены попарно под углом 45° относительно оси симметрии стола, а горизонтальны прошивные системы смонтированы на проставках. На фиг. 1 показан пресс; на фиг.2 вид А на фиг. 1; на фиг.З - разрез Б-Б на фиг.1; на фиг.4 - разрез В-В на фиг.2. Верхняя 1 и нижняя 2 неподвижные поперечины связаны между собой колон нами 3 верхнего яруса и колоннами 4 нижнего яруса через промежуточную не подвижную плиту 5. При этом колонны верхнего и нижнего ярусов станины размещены в один ряд по прямым, обра зующим стороны квадрата, таким обра9зом, колонны J верхнего яруса расположены в средней части ряда, а крайние колонны 4 каждого примыкаюи1его ряда нижнего яруса расположены попарно под углом 45 к осям пресса. Между нижней поперечиной 2 и промежуточной плитой 5 установлены проставки 6, каждая из которых надета на две колонны 4 нижнего яруса. При затяжке колонн создается жёсткая рама, образованная поперечиной 2, плитой 5, колоннами 4 и проставками 6. В центральном отверстии плиты 5 размещен ползун 7, перемещаемый в жестких направляющих, на верхний торец которого опираются днищами рабочие цилиндры 8, плунжеры 9 которых связаны с поперечиной 1. К нижнему торцу ползуна 7 закреплен узел подвижного инструмента. Для перемещения в исходное положение ползун 7 связан со штоком возвратного иилиндра 10. К проставкам 6 с помощью тяг 11, проходящих через отверстия в проставках между колоннами 4, закреплены четыре боковые прошивные системы, каждая из которых выполнена в виде поперечины 12 с закрепленным на ней рабочим цилиндром 13 с ползуном 14.Ползун 14 снабжен штангой 15, несущей прошивной пуансон, и связан с плунжерами, 16 воззратных цилиндров 17, смонтированных в проставках 6. Узел нижнего неподвижного инструмента устанавливается на подвижном столе 18. Пресс может быть снабжен нижней центральной прошивной системой или центральным выталкивателем 19 и боковыми выталкивателями известной конструкции. При подаче давления в рабочие цилиндры 8 начинает перемещаться вниз ползун 7 в направляющих плиты 5 до смыкания верхнего и нижнего узлов инструмента, после чего давление подается в цилиндры 13 боковых прошивных систем, ползуны 14 которых своими штангами 15 перемещают прошивные пуансоны в направлении.центральной оси пресса. При этом пуансоны выдавливают полости в обрабатываемой детали, за счет чего происходит заполнение формы инструмента ь обеспечивается безоблойная штамповка. При возникновении эксцентричной нагрузки на ползун 7 возникает пара сил, одна из которых приложена к инструменту, а другая - к направляющим промежуточной плиты 5. Эта сила стремится снег.
391
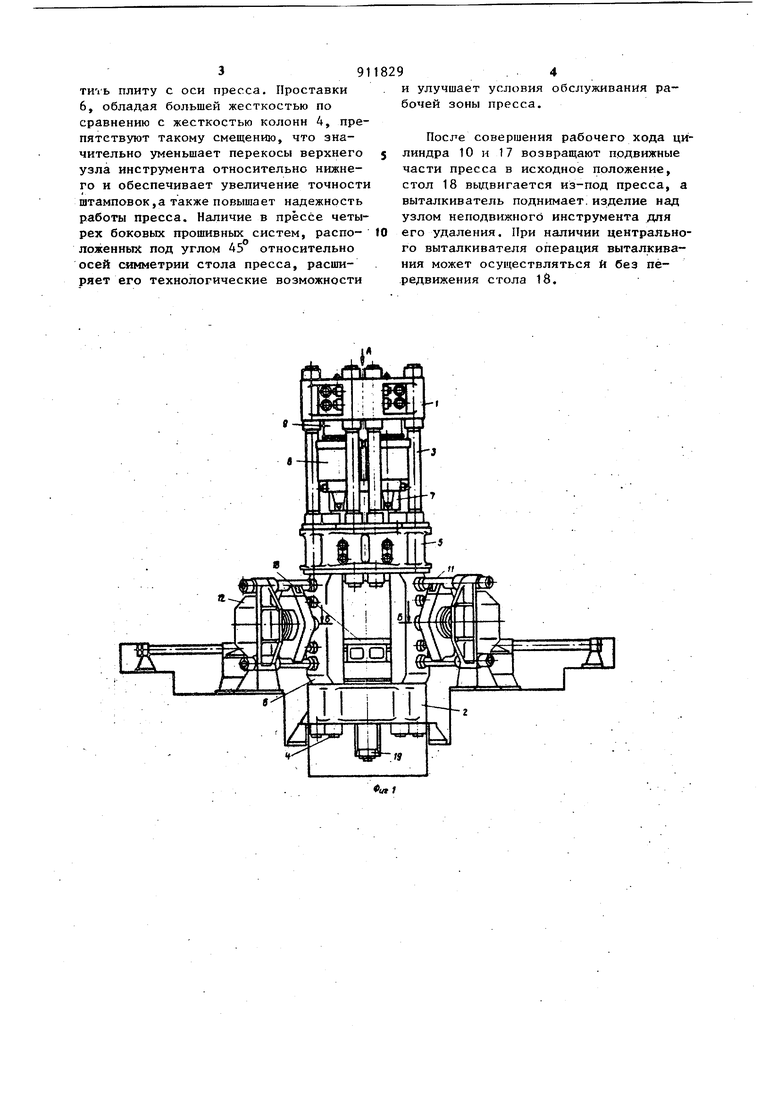
THVb плиту с оси пресса. Проставки 6, обладая большей жесткостью по сравнению с жесткостью колонн 4, препятствуют такому смещению, что значительно уменьшает перекосы верхнего узла инструмента относительно нижнего и обеспечивает увеличение точности штамповок,а также повышает надежность работы пресса. Наличие в прессе четырех боковых прошивных систем, расположенных под углом 45 относительно осей симметрии стола пресса, расширяет его технологические возможности
1829. 4
и улучшает условия обслуживания рабочей зоны пресса.
После совершения рабочего хода цилиндра 10 и 17 возвращают подвижные части пресса в исходное положение, стол 18 вьщвигается из-под пресса, а выталкиватель поднимает изделие над узлом неподвижного инструмента для 10 его удаления. При наличии центрального выталкивателя операция выталкивания может осуществляться и без передвижения стола 18.
| название | год | авторы | номер документа |
|---|---|---|---|
| Вертикальный гидравлический штамповочный пресс | 1977 |
|
SU792762A1 |
| Вертикальный гидравлический пресс | 1978 |
|
SU719885A1 |
| Вертикальный гидравлический пресс | 1979 |
|
SU823174A1 |
| ВЕРТИКАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС | 1988 |
|
RU2006366C1 |
| Гидравлический пресс для вытяжки патрубков | 1975 |
|
SU528982A1 |
| ПРЕССОВАЯ УСТАНОВКА ДЛЯ МНОГОПОЛОСТНОЙ БЕЗОБЛОЙНОЙ ШТАМПОВКИ | 1992 |
|
RU2057648C1 |
| Горизонтальная прошивная системаВЕРТиКАльНОгО шТАМпОВОчНОгО пРЕССА | 1977 |
|
SU842000A1 |
| Гидравллический пресс | 1977 |
|
SU701028A1 |
| Гидравлический прошивной пресс | 1976 |
|
SU664845A1 |
| ГОРЯЧЕШТАМПОВОЧНЫЙ ПРЕСС ТРОЙНОГО ДЕЙСТВИЯ | 2009 |
|
RU2411102C1 |


ВЕРТИКАЛЬНЫЙ ГИДРАВЖЧЕСКИЙ ПРЕСС, содержащий станину в виде стянутых колоннами с неподвижной плитой верхней и нижней поперечин и подвижньй стол, о т ли ч а ю щ и йс я тем, что, с целью повышения удобства обслуживания, точности обрабатываемых поковок и надежности пресса, он снабжен горизонтальными прошивньыи системами и закрепленными с помощью колонн между неподвижной плитой и нижней поперечиной простабками, при этом колонны, стягивающие проставки, расположены попарно под углом 45 относительно оси симметрии стола, а горизонтальные прошивные системы смонтированы на проставках. (Л
fs -,
А
.y
/V 13
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Вертикальный гидравлический пресс | 1971 |
|
SU341290A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
