Предлагаемое изобретение относится к металлургическому машиностроению, а именно к универсальным гидравлическим прессам, способным наряду со штамповкой осуществлять экструдирование труб.
Известные штамповочные прессы, имеющие рамную станину и поперечины, собранные из сварно-кованых плит и балок (смотри, например, А.Ф.Белов, Б.В.Розанов, В.П.Линц. Объемная штамповка на гидравлических прессах. М.: Машиностроение. 1986 г., с.48-49, рис.25).
Низкие рабочие давления таких прессов привели к большим габаритам и высокой металлоемкости конструкции.
Известен также пресс, содержащий рамную станину, выполненную из пластинчатых С-образных скоб, головки которых соединены балками и скреплены стяжками (смотри, например, там же, с.44-45, рис.23 и с.56, рис.29).
Этот пресс создавался для штамповки крупногабаритных деталей, в основном для авиации.
В настоящее время промышленность, в том числе атомная энергетика, требует создания производства стальных труб большого диаметра и одновременно с этим штамповку дисков, днищ, элементов котлов и турбин.
Техническим результатом настоящего изобретения является расширение технологических возможностей за счет экструдирования стальных труб большого диаметра.
Технический результат достигается тем, что пресс снабжен вторым рабочим столом с размещенной на нем экструзионной оснасткой, установленным на нижней поперечине с возможностью перемещения в противоположную сторону от рабочего стола со штамповой оснасткой, а в нижней поперечине выполнен на полную ее глубину вертикальный проем от центра в сторону перемещения рабочего стола с экструзионной оснасткой, а также продольный паз от проема до края поперечины, в котором размещается с возможностью перемещения продольный зуб, выполненный на опорных поверхностях обоих столов.
Изобретение поясняется графическими материалами, где показаны на:
фиг.1 - общий вид пресса;
фиг.2 - общий вид пресса по A;
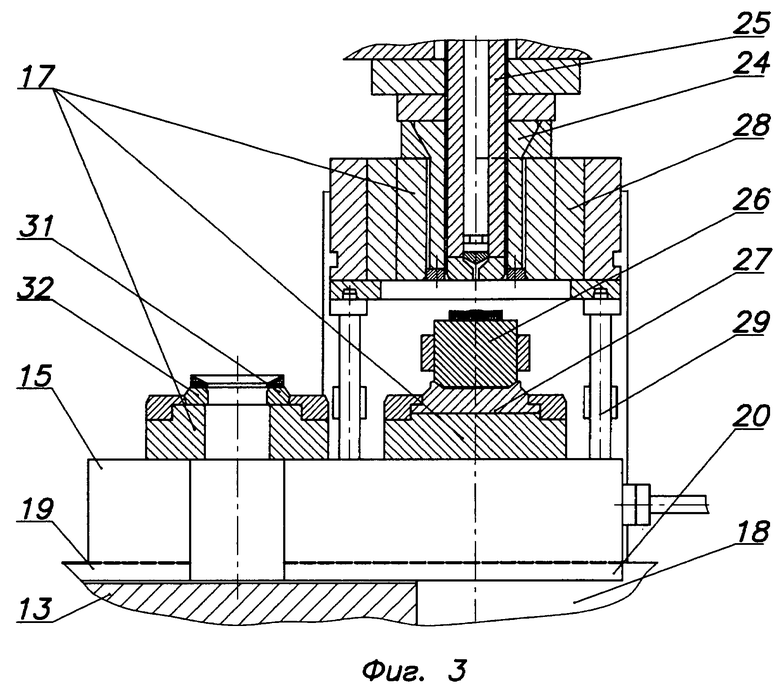
фиг.3 - центральный продольный разрез стола и размещенные на нем элементы оснастки для экструдирования труб;
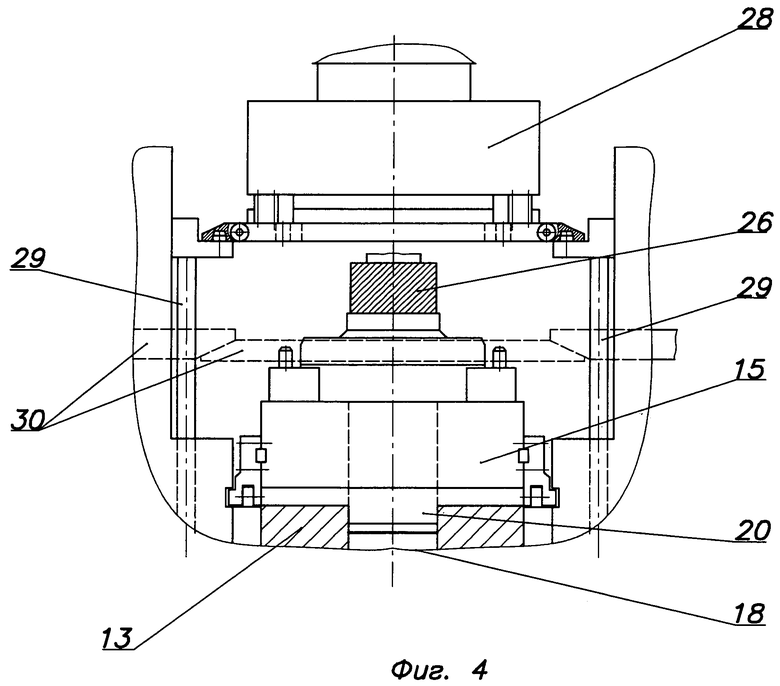
фиг.4 - вид на контейнеродержатели, подъемники и контейнер.
Гидравлический пресс содержит рамную станину 1, выполненную из пластинчатых C-образных скоб 2 и 3, головки которых соединены балками 4, 5 и скреплены стяжками 6 и 7, образуя верхний 8 и нижний 9 ригели. На верхнем ригеле 8 устанавливаются рабочие и прошивной цилиндры 10, которые связаны с подвижной поперечиной 11, на которой установлена верхняя инструментальная оснастка 12.
На нижний ригель 9 установлена нижняя поперечина 13, по которой перемещаются два рабочих стола 14 и 15. Стол 14 служит для штамповки, и на нем монтируется штамповая оснастка 16. Стол 15 несет на себе элементы оснастки 17 для экструдирования труб большого диаметра.
Высота нижней поперечины 13 выполняется достаточной для размещения внутри себя максимально длинной экструдионной трубы. Для удаления готовой трубы в нижней поперечине 13 на всю ее высоту выполняется проем 18 от центра в сторону выдвижения стола 15 с экструзионной оснасткой 17. Ширина проема определяется максимальным диаметром изготовляемых на этой оснастке труб.
На рабочей поверхности нижней поперечины 13 от проема 18 выполняется продольный паз 19 шириной, равной ширине проема 18. В проеме 18 и продольном пазу 19 размещается с возможностью перемещения продольный зуб 20, выполненный на опорных поверхностях обоих столов 14 и 15.
В верхней части нижней поперечины 13 выполнены приливы 21, в которых установлены направляющие втулки 22.
Пресс работает следующим образом:
Для проведения штамповки в зону пресса задвигается стол 14 со штамповой оснасткой 16. Отпускается подвижная поперечина 11 до смыкания штамподержателей. Верхний штамповый инструмент 12 крепится к подвижной поперечине 11. Далее поднимается подвижная поперечина 11 и на выдвинутый стол 14 устанавливаются горячие штампы 23. Стол 14 задвигается в пресс, штампы 23 крепятся к штамподержателям 12 и 16.
Штамповка на прессе ведется в обычном режиме: установка на нижний штамп заготовки, ее смазка, нагружение пресса, штамповка, подъем подвижной траверсы 11, удаление отштампованной детали (на чертеже не показана).
Для экструзии труб в пресс задвигается стол 15 с оснасткой для экструзии 17. Верхняя часть оснастки включает пресс-штемпель 24 и иглу 25 и крепится к подвижной поперечине 11. Стол 15 устанавливается на прошивную позицию.
Горячая заготовка 26 манипулятором устанавливается на проставку 27. Контейнер 28 подъемником 29 опускается на заготовку 26 и закрывается затвором 30 контейнеродержателя. Ходом прессштемпеля 24 заготовка 26 расспрессовывается. Затем игла 25 прошивает заготовку 26 с одновременным подъемом пресс-штемпеля 24. После прошивки разводятся затворы контейнеродержателей 30 и контейнер 28 совместно с пресс-штемпелем 24 и иглой 25 подъемником поднимается вверх. Далее стол 15 перемещается и встает на позицию экструдирования. В этом случае матрица 31 с матрицедержателем 32 и их опорой встают соосно с иглой 25 и пресс-штемпелем 24.
Контейнер 28 с иглой 25 и пресс-штемпелем 24 опускаются на матрицу 32. Совместным ходом траверсы 11 и иглы 25 идет процесс экструдирования трубы.
После того как труба эктрудирована, из нее удаляется игла 25. Отводятся затворы 30 контейнеродержателя. Контейнер 28 поднимается и освобождает пресс-остаток трубы. Стол 15 выходит из пресса и встает вне пресса на позицию извлечения трубы.
Таким образом, выполнение на нижней поперечине штамповочного пресса вертикального проема, установка второго стола и установка на нем оснастки для экструзии позволит, наряду со штамповкой крупногабаритных деталей, вести экструзию стальных труб большого диаметра необходимых для атомной энергетики нашей страны.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМПОВОЧНО-ЭКСТРУЗИОННЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС | 2010 |
|
RU2448835C1 |
| ШТАМПОВОЧНО-ЭКСТРУЗИОННЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС | 2012 |
|
RU2506164C1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС | 2010 |
|
RU2443561C1 |
| ВЕРТИКАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ПРОИЗВОДСТВА СТАЛЬНЫХ БЕСШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 2007 |
|
RU2349457C1 |
| ШТАМПОВОЧНЫЙ ПРЕСС С УПРУГОЙ МАТРИЦЕЙ | 2017 |
|
RU2677446C1 |
| ТРУБОПРОФИЛЬНЫЙ ПРЕСС | 2001 |
|
RU2205081C2 |
| КОВОЧНЫЙ АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЕЦ БОЛЬШОГО ДИАМЕТРА | 2014 |
|
RU2592710C2 |
| СПОСОБ ГОРЯЧЕГО ЭКСТРУДИРОВАНИЯ ПОЛЫХ ИЗДЕЛИЙ С АКТИВНЫМ ДЕЙСТВИЕМ СИЛ ТРЕНИЯ И ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2108881C1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС | 2012 |
|
RU2510801C1 |
| Гидровинтовой пресс-молот | 1978 |
|
SU721338A1 |

Изобретение относится к обработке металлов давлением, в частности к гидравлическим прессам, осуществляющим штамповку и экструдирование труб. Пресс содержит рамную станину, выполненную из пластинчатых С-образных скоб. Головки скоб скреплены стяжками и образуют ригели рам. Ригели соединены между собой балками. На станине смонтированы подвижная и нижняя поперечины. На нижней поперечине установлены с возможностью перемещения рабочий стол со штамповой оснасткой и второй рабочий стол с экструзионной оснасткой. Последний имеет возможность перемещения в противоположную сторону от рабочего стола со штамповой оснасткой. В нижней поперечине выполнен на полную ее глубину вертикальный проем от центра в сторону перемещения рабочего стола с экструзионной оснасткой. Кроме того, имеется продольный паз от проема до края поперечины. В упомянутом пазу размещен с возможностью перемещения продольный зуб, имеющийся на опорных поверхностях обоих столов. В результате обеспечивается расширение технологических возможностей за счет экструдирования стальных труб большого диаметра. 4 ил.
Гидравлический пресс, содержащий рамную станину, выполненную из пластинчатых С-образных скоб, головки которых скреплены стяжками и образуют ригели рам, соединенные между собой балками, подвижную поперечину и нижнюю поперечину с перемещающимся на ней рабочим столом со штамповой оснасткой, отличающийся тем, что он снабжен вторым рабочим столом с размещенной на нем экструзионной оснасткой, установленным на нижней поперечине с возможностью перемещения в противоположную сторону от рабочего стола со штамповой оснасткой, а в нижней поперечине выполнен на полную ее глубину вертикальный проем от центра в сторону перемещения рабочего стола с экструзионной оснасткой, а также продольный паз от проема до края поперечины, в котором размещен с возможностью перемещения продольный зуб, выполненный на опорных поверхностях обоих столов.
| БЕЛОВ А.Ф., РОЗАНОВ Б.В., ЛИНЦ В.П | |||
| Объемная штамповка на гидравлических прессах | |||
| - М.: Машиностроение, 1986, с.44-45, рис.23, с.56, рис.29 | |||
| Вертикальный гидравлический пресс | 1991 |
|
SU1802798A3 |
| Гидравлический пресс | 1983 |
|
SU1101364A1 |
| Устройство для подачи сменного инструмента к вертикальному гидравлическому прессу | 1973 |
|
SU490693A1 |
| RU 2055738 С1, 10.03.1996 | |||
| US 6128987 А, 10.10.2000 | |||
| US 3545372 A, 18.06.1968. | |||

