(54) СПОСОБ ОБРАБОТКИ РАСПЛАВА. В ЛИТЕЙна
ФОРМЕ 1аиё тг9Й;ерйс) {йЬтфед йтения приса-, док в объеме слитка (отливки). Цель достигается тем, что добавки равнбйёрнЪ распределяют на дёршйнйом стержне, который фиксируют в полЬЬти формы на всю ее глубину перед заливкой расплава. При этом достигается равномерное ра пределение материала в объеме слитка (отливки) за счет равномерного введения добавки по ходу заливки формы и активного барботажа жидкого металла проДук- лТами возгонки древесины. Выделяющиеся при возгонкё фввесшы газы предохраняю ;1гоеёрзШ:й;11 ЖйШ® б %ётйШа/лёР1р щие и раскисляющие присадки от вторичного окисления. Сажистый углерод, выделяющийся при возгонке древесины, осаждается на стенки изложнипы или ,фор смазкой, sat Счёт чего улучшается качестйо поверхности слитков или ОТПЙВбК. - - . ™,-;,..Ai,-,..,..-i.... При введений присадок на дереёйнном стержне в расплав со скоростью мевее 0,003 и/сек при расходе древесины менее 2 г/сек (скорость подъёма металла в форме), барботаж настолько.слаб, чтр конвективные потоки не в состоянии обеспечить равномерное распределение присадок. При введение их со скоростью более 0,02О м/сек (расход древесины более 7 г/сек) заглубление деревянного стержня с присадками резко увеличинается, интенсивность возгонки древесины увеличивается .и влечет за собой выбросы TQieTajirta из изложницы или формы. Стержень расположеннный по высоте изложницы, -имеет равномерное покрытие и жёстко закреплен в верхней части, и При наполнений изложницы расплавом уде ный расходДревесины и материала до- бётается величиной постоянной, т.е. в каждьгй момент наполнения на еди Нйду маСсьГ металла расходуется расчетн количество древесины и РЗМ. Кроме того Тз результате возгонки древесины под , уровнем расплава достигаетсй мощнбё ty булёнтноё перемешивание металла, что ;бйрёДёйяёт йийётйку растворения добав- -ки и ее взаимодействия со сталью. Энер- ге тйчёскоё перемешивание обуславливает равйОмёрноёраспределение добавки в расплаве, рафинирование металла от не- ; метакЯйчёскШ вШюченёй, защиту пбвёрхйости расплава продуктами возгонки древесины В особенности -рекомендуется испольс:. зевать способ для добавки к pacnMfej рёйкоз ёмёт ных элементов.
iu -A ja-ffS a;;
J..4
703576
4 П р и м е р Способ опробован при получещи стальных отливок массой 4рО кг..Койструкдионную хромо-никелевую сталь выплавили в мартеновской печи. Присадки - силициды редкоземельных металлов ( РЗМ) в количестве 0,15% от веса стали, прикрепили к деревянному стержню диаметром 8 мм поливйнил- ацетатным клеем. ПросуЩенные стержни с покрытием из присадок ввели в полость формы до Дна и закрепили на прибыльной надставке. Ж идкий металл из раздаточного ковша залили сифонным способом, в песчаные формы со скоростью 0,003-0,02 о м/сек. При увел йчёнйи ckbjpoCTH погружения более 0,020 м/сек был выброс металла. В процессе заливкинаблюдалось интенсивное выделение сажистого углерода и барботаж металла. Окисление поверхности металла в форме вюуально отме- чено не было. В аналогичных условиях опробована присадка силицидов РЗМ в таком же количестве на металлическом стержне диаметром 5 мм (связка - жидкое стекло) - со скоростью 1,15 м/сек. Барботаж практически отсутствовал. Выделение сажистого углерода при этом было незначительным. На поверхности металла в форме отчётливо была видна корочка, окислов. Качество поверхности отливок в первом случае было высоким, отсутствовали fpyeHe поверхностные дефекты раковины, песочины, заливины и др. При использоваНИИ известного способа эти дефекты име- ли место в значитёл{ нЬм количестве. Отливки разрезали поперек в двух горизонтах, верхнем и нижнем и контролировали содержанием РЗМ по сечению. Результаты химического анализа представлены в таблице.- - Попытка ввести РЗМ с деревянными рамками (по прототипу) привела к браку 2-х слитков. При наполнении 1/3 изложницы внесенньте РЗМ полностью расплавились и растворились в металле, врезультатё чего нижний корковый слой слитка содержал РЗМ в 2-3 раза больше, чем верхний. При наполнении 2/3 изложй щьГ металлом полнЬстькэ сгорела - FL-r -- .- --Л;- i---- -- ----, - Деревянная рамка, в результате чего верхняя часть слитка (около 1/3), изЗа энергичн 6г6 окисления мениска расплаэа, была поражена заворотами корки.
703576
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения полого слитка | 1983 |
|
SU1088868A1 |
| Способ изготовления стальных слитков | 1981 |
|
SU996070A1 |
| Способ рафинирования расплава в литейной форме | 1984 |
|
SU1238887A1 |
| Способ получения стальных слитков | 1975 |
|
SU680806A1 |
| Способ получения отливок из стали | 1977 |
|
SU692689A1 |
| Способ раскисления и модифицирования нержавеющей стали | 1983 |
|
SU1089143A1 |
| Способ выплавки высококачественных сталей и сплавов | 1978 |
|
SU865928A1 |
| Способ производства высокопрочного чугуна | 1986 |
|
SU1401052A1 |
| Способ получение слитков полуспокойной стали | 1989 |
|
SU1715471A1 |
| Способ изготовления отливок из легкоокисляющихся сплавов | 1977 |
|
SU624715A1 |
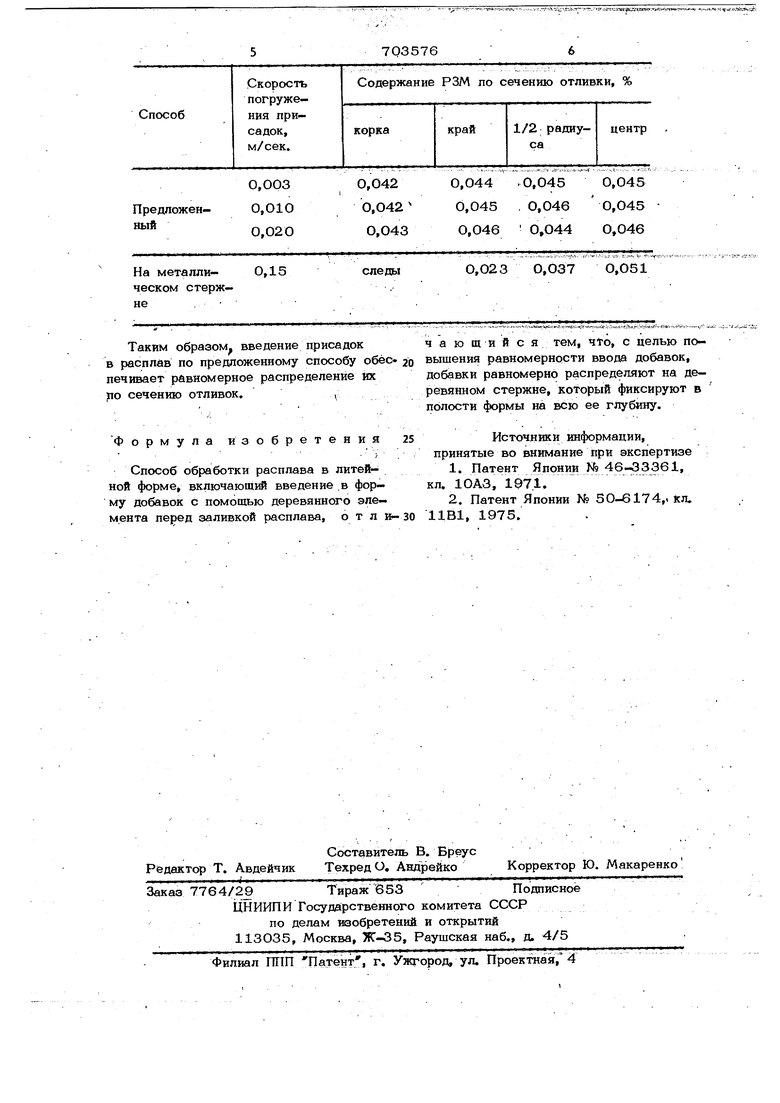
На металлиОД5ческом стержне. Таким образом, введение присадок в расплав по предложенному способу обес. печивает равномерное распределение их ро сечению отливок.,
Формула изобретения
Способ обработки расплава в литейной форме, включающий введение в форму добавок с помощью деревянного эле-
мента перед заливкой расплава, о т л - зо HBl, 1975.
0,023 0,037 0,051
следы
25Источники информации,
принятые во внимание при экспертизе
