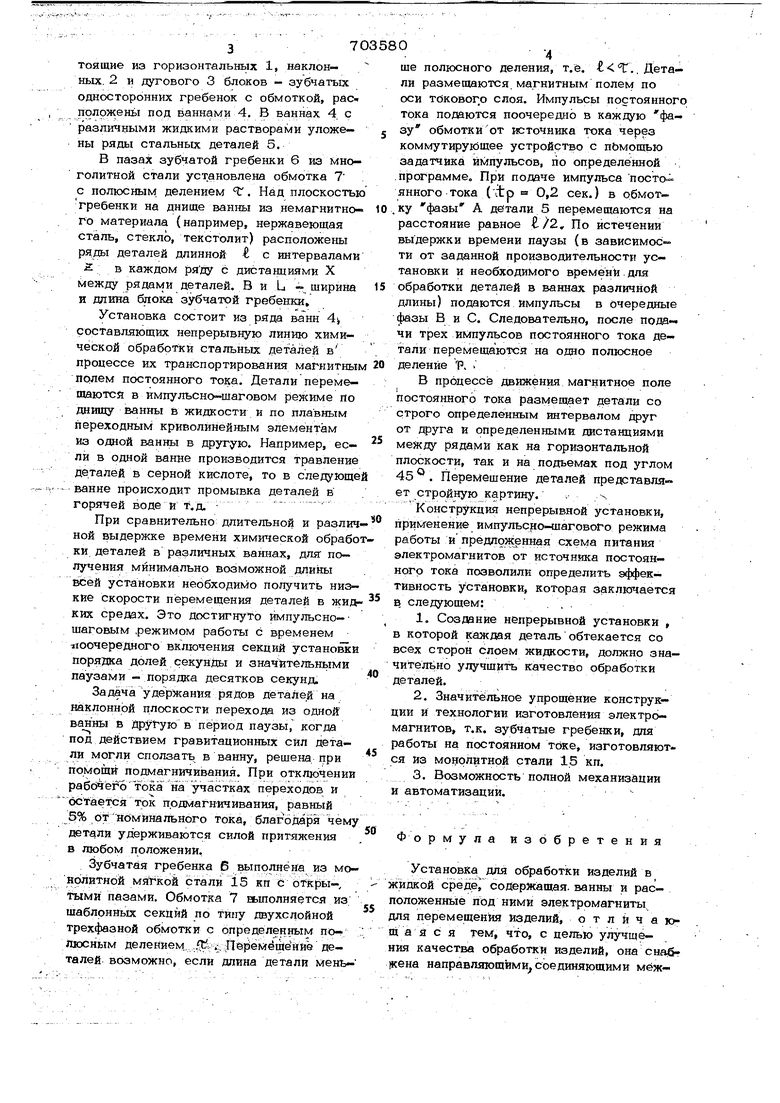
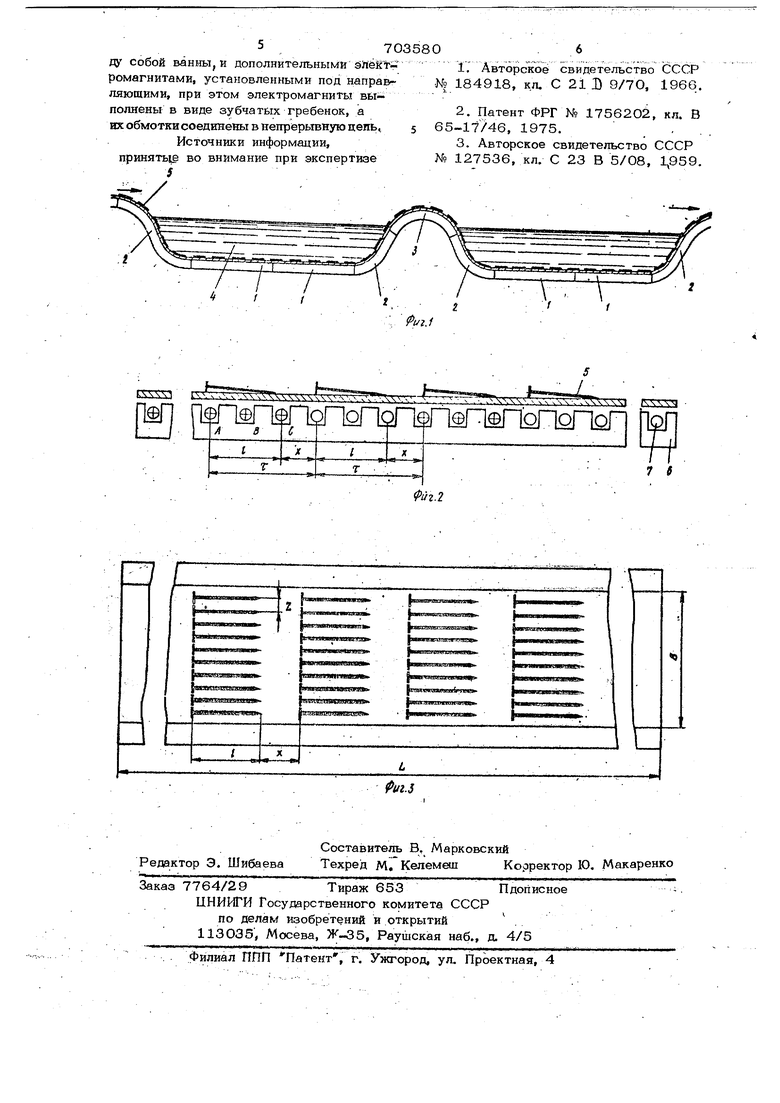
Изобретение относится к металлургической промышленности и может быть использовано в метизном производстве и металлообработке на машиностроительных заводах. Аналогом может быть устройство для кантования магнитным полем ферромагнитных круглых заготовок на подине методической печи Cll «Недостаток этого устройства - наличие тележки, которая для транспортирования заготовок должна совершать возвратйо-поотупательвьге дй1ажения, а также наличие троллеев дли питаний электропривода тележки и электро магнита. Другим аналогом может быть устройство для транспортирования ферромагнитных ае- талей, в частностиципиндрических предметов, вдоль вертикального игоризонтального пути с использованием бесконечных цепей и отключаюших звездочек 2.Недостаток этог устройства - наличие механшеской передачи - пепей и звездочек. Кроме того. это устройство не предаазначено для работы в жидкой агрессивной среде. Наиболее близким по технической суЬшости к изобретению является установка для обработки изделий в жидкой среде, содержашая ванны и расположенные под ними электромагниты для перемещения изделий 3,Цель изобретения - улучшить качество обработки изделий. Поставленная цель достигается тем, что установка снабжена направляющими соединяющими между собой ваннь, и дополнительными электромагнитами, установленными под направляющими, при этом электромагниты выполнены в виде зубчатых гребенок, а их обмотки соединены в непрерывную пепь. На фиг. 1 изображен общий вид установки; на фиг. 2 и 3-схема перемешения деталей. Ванны соединены между собой плавными переходами. Электромагнить, соо; тоящие из горизонтальнь1х 1, наклонных. 2 и дугового 3 блоков - зубчатых односторонних гребенок с обмоткой, располржень под ваннами 4, В ваннах 4 с различными жидкими растворами уложены ряды стальных деталей 5. В пазах зубчатой гребенки 6 из многолитной стали уст ановлена обмотка 7 с полюсным, делением ЯГ . Над плоскостью гребенки на днище ванны из немагнитного материала (например, нержавеющая сталь, стекло, текстолит) расположены ряды деталей длинной с интервалами Z. в каждом ряду с дистанциями X между рядами деталей. В и L - ширина и длина блока зубчатой гребенки. Установка состоит из ряда ванн 4 составляющих непрерывную линию химической обработки стальных деталей в процессе их транспортирования магнитны полем постоянного тока. Детали перемещаются в импульсно-шаговом режиме по днищу ванны ь жидкости и по плавным переходным криволинейным элементам из одной ванны в другую. Например, если в одной ванне производится травление деталей в серной кислоте, то в следующе ванне происходит промывка деталей в горячей воде и т.д. При сравнительно длительной и различ ной выдержке времени хими1еской обрабо ки деталей в различных ваннах, для получения минимально возможной длины всей установки необходимо получить низкие скорости перемещения деталей в жид ких средах. Это достигнуто ймпульсно-шаговым .режимом работы с временем поочередного включения секций установки порядка долей секунды и значительными паузами - порядка десятков секунд. Задача удер кания рядов деталей на наклонной плоскости перехода из одной ванны в другую в период паузы, когда под действием гравитационных сил детали могли сползать в ванну, решена при ПОМОЩИ подмагничивания. При отключении рабочего тока на участках переходов и остается подмагничивания, равный 5% отнбминаттьного тока, благодаря чем детали удерживаются силой притяжения в любом положении. Зубчатая гребенка 6 выполнена из мо нолитной мягкой стали 15 кп с оТкры-, тыми пазами. Обмотка 7 выполняется из шаблонных секций по типу двухслойной трехфазной обмотки с определе р1ным полюсным делением, ,...,;Пй{ емёц1ейив деталей возможно, если длина детали менЬ70.. 4, . ; ше полюсного деления, т.е. Т., Детали размещаются, магнитным полем по оси TdKOBor o слоя. Импульсы постоянного тока подаются поочередно в каждую фаЗУ обмотки от источника тока через коммутирующее устройство с пЬмощью задатчика импульсов, по определенной ; программе. При подаче импульса посто- янного тока (ctp 0,2 сек.) в обмотку фазы А детали 5 перемещаются на расстояние равное /2, По истечении выдержки времени паузы (в зависимости от заданной производительности установки и необходимого времени для обработки деталей в ваннах различной длины) подаются импульсы в очередные фазы В и С. Следовательно, после пода« чи трех импульсов постоянного тока детали перемещаются на одао полюсное деление Т. В процессе движения магнитное поле постоянного тока размещает детали со строго определе нным интервалом друг от друга и определенными дистанциями между рядами как на горизонтальной плоскости, так и на подъемах под углом 45 . Перемещение деталей представляет стройную картину. . N Конструкция непрерывной установки, применение импульсно-шагового режима работы и предложенная схема питания электромагнитов от источника постоянного тока позволили определить эффективность установки, которая заключается в следующем:... 1.Создание непрерывной установки , в которой каждая деталь обтекается со всех сторон слоем жидкости, должно значителйно улучшить качество обработки деталей. 2.Значительное упрощение конструкции и технологии изготовлен-ия электромагнитов, т.к. зубчатые гребенки, для работы на постоянном токе, изготовляются из монолитной стали 1.5 кп. 3.Возможность полной механизации и автоматизации. Формула изобретения Установка для обработки изделий в жишсой ередё содержащая, ванны и расположенные под ними электромагниты, для перемещения изделий, отличающ а я с я тем, что, с целью улучще- кия качества обработки изделий, она снабг )кена направляющими, соединяющими меж570358ду собой ванны, и дополнительными эНёГт. ромагнитами, установленными под напревляющими, при этом электромагниты выполнены в виде зубчатых гребенок, а их обмотки соединены в непрерывную цепь, Источники информации. принятьш во внимание при экспертизе - S 5 06 IV Авторское свидетельство СССР .№ 184918, кл. С 21 D 9/70, 1966. 2,Патент ФРГ № 1756202, кл. В 65-17/46, 1975.. . 3.Авторское свидетельство СССР № 127536, кл. С 23 В 5/08, 1,959.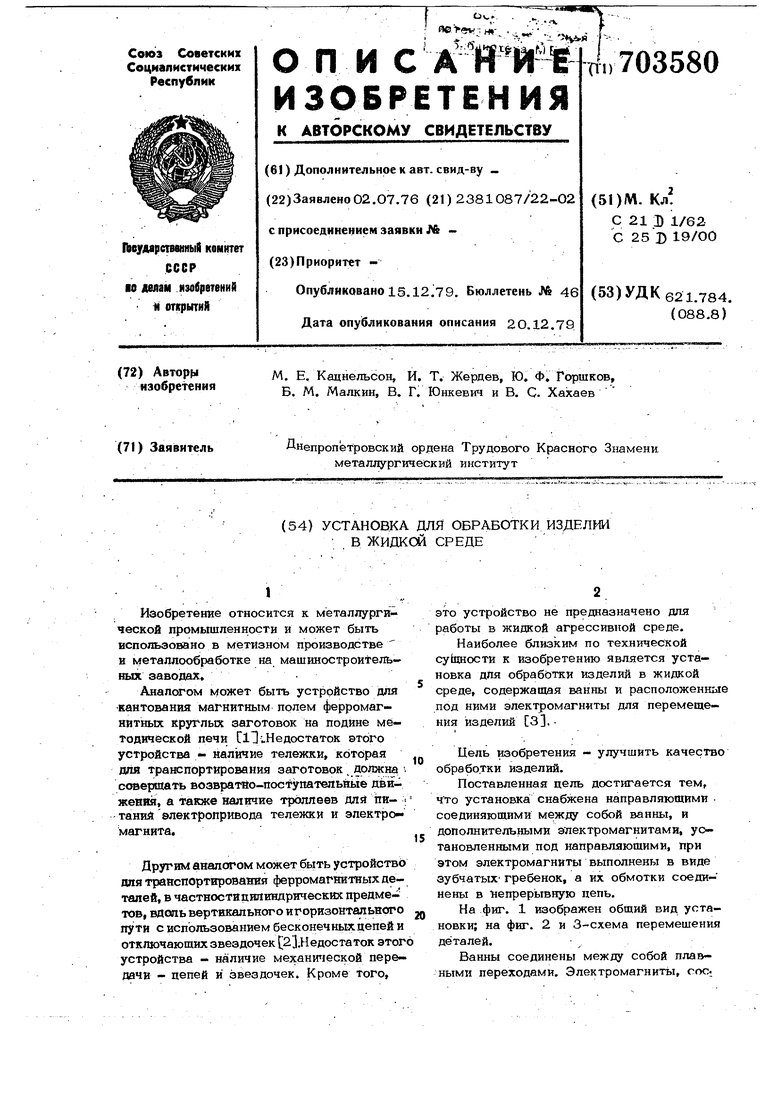
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ШОКОЛАДНЫХ МАСС | 1992 |
|
RU2031592C1 |
| Шаговое устройство для перемещения изделий | 1985 |
|
SU1388364A1 |
| Трехфазный редукторный электродвигатель | 1988 |
|
SU1794270A3 |
| Демагнитизатор | 1974 |
|
SU549841A1 |
| Матричное наборное поле | 1979 |
|
SU809214A1 |
| Индукторный электродвигатель | 1978 |
|
SU782063A1 |
| Устройство для транспортирования и накопления ферромагнитных деталей | 1986 |
|
SU1313630A1 |
| Шаговый конвейер | 1980 |
|
SU933571A1 |
| ИНДУКЦИОННЫЙ УСКОРИТЕЛЬ | 2000 |
|
RU2173035C1 |
| НАМАГНИЧИВАЮЩЕЕ УСТРОЙСТВО К МАГНИТОГРАФИЧЕСКОМУ ДЕФЕКТОСКОПУ | 1966 |
|
SU214869A1 |
