(5) ШАГОВЫЙ КОНВЕЙЕР
| название | год | авторы | номер документа |
|---|---|---|---|
| Шаговый конвейер-накопитель | 1980 |
|
SU960098A1 |
| Гребенчатый конвейер-накопитель для валов | 1985 |
|
SU1313772A1 |
| ГРЕБЕНЧАТЫЙ КОНВЕЙЕР-НАКОПИТЕЛЬ ДЛЯ ВАЛОВ | 1995 |
|
RU2098336C1 |
| Устройство для формирования слоя изделий | 1991 |
|
SU1828429A3 |
| Шаговый конвейер-накопитель | 1978 |
|
SU770947A1 |
| Шаговый конвейер-накопитель | 1986 |
|
SU1346527A1 |
| Установка для контроля герметичности полых изделий | 1986 |
|
SU1401308A1 |
| АВТОМАТИЗИРОВАННОЕ ПЕРЕГРУЗОЧНОЕ УСТРОЙСТВО | 1995 |
|
RU2085461C1 |
| Жатка | 1978 |
|
SU810123A1 |
| Шагающий конвейер | 1982 |
|
SU1022894A1 |
I
Изобретение относится к конструкциям транспортирующих устройств циклического действия, в частности, к шагающим конвейерам, используемым для транспортирования деталей между .технологическими оп1Эрациями.
Известен конвейер пильчатого типа , содержащий раму с приводом, подвижные и неподвижные гребенки с ложементами, форма и расположение которых одинаковы по всей длине конвейера и соответствуют профи/ю транспортируемого изделия. На валу редуктора привода установлен кривошип, который через рычаг передает колебательное движение шарнирному четырехзвеннику с установленными на нем подвижными гребенками. Неподвижные гребенки укреплены на раме транспортера. При каждом повороте приводного вала подвижные гребенки совершают сложное движение, в процессе которого поднимают детали с ложемен тов неподвижных гребенок, перемещвют на величину шага и опускают на следующие по ходу ложементы неподвижных гребенок СП.
Недостатком .этого конвейера является невозможность его использования в тех случаях, когда при транспортировании деталей сложного профиля, например углового, имеется технологическая необходимость в совмеще НИИ поступательного перемещения деtoталей с, их кантованием.
Наиболее близким техническим решением к изобретению является шаговый конвейерi содержащий неподвиж15ную и подвижную гребенки -с ложементами, имеющими опорные поверхности, и привод подвижных гребенок Г21.
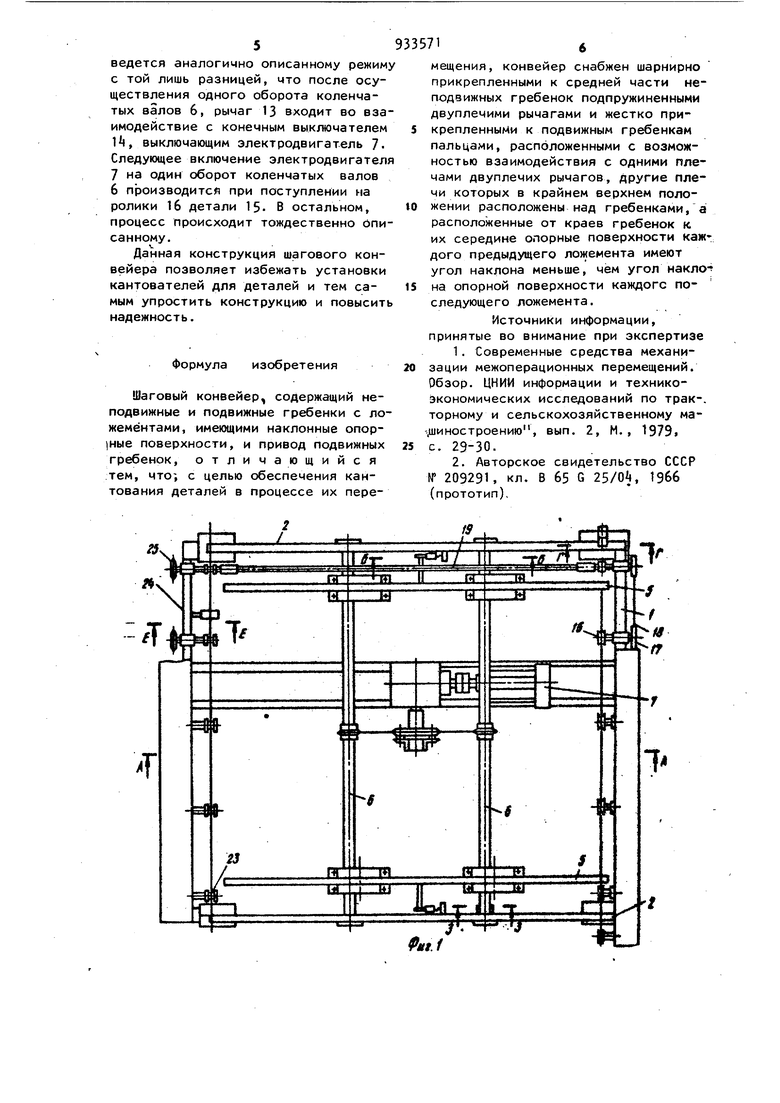
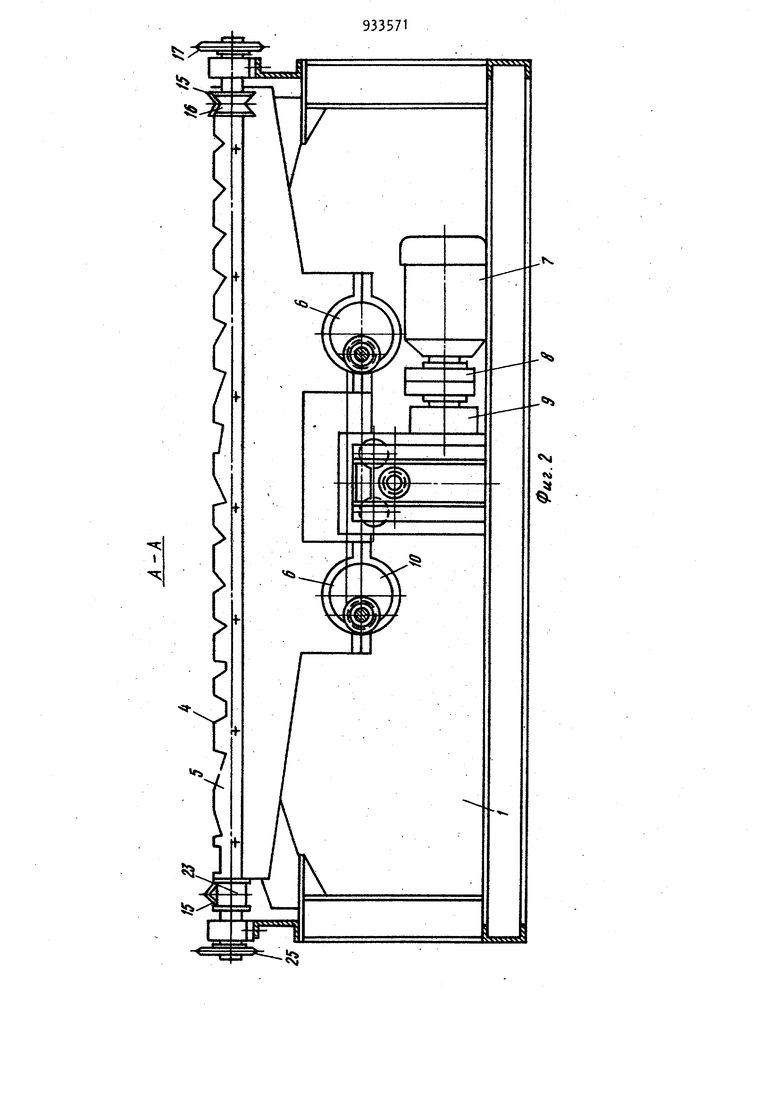
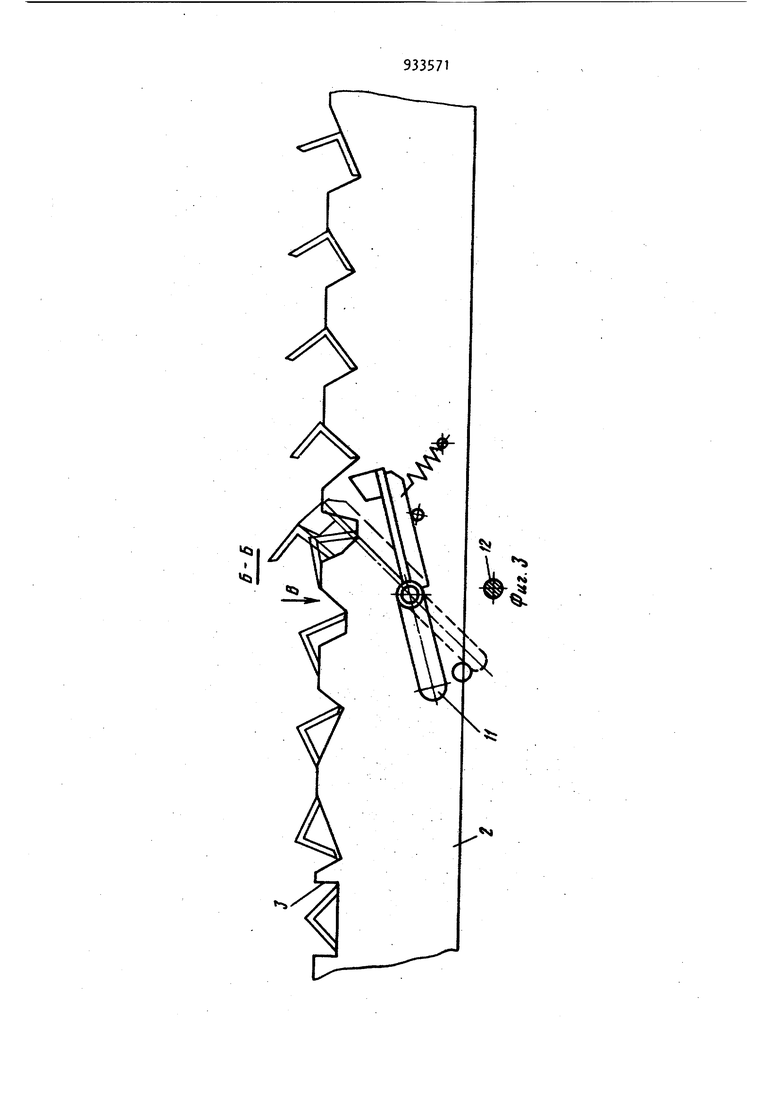
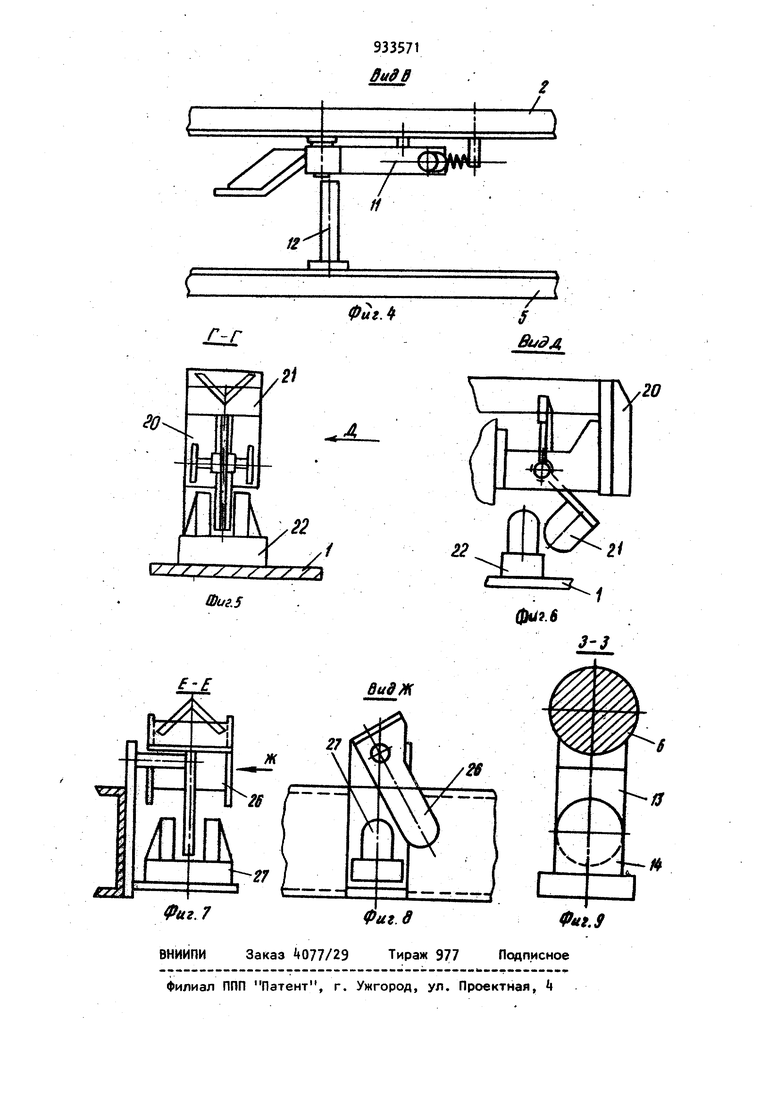
Недостатком данного конвейера являются его сравнительно .неудовлетворительные .технологические возможности в отношении совнеа ения операций перемещения изделий с операциями их кантования. Целью изобретения является обеспечение кантования деталей в процес се их перемещения. Эта цель достигается тем, что ша говый конвейер, содержащий неподвиж ные и подвижные гребенки с ложемент ми, имеющими наклонные опорные поверхности, и привод подвижных гребе нок , снабжен шариирно прикрепленными в средней части неподвижных гребенок подпружиненными двуплечими рычагами и жестко прикрепленными к подвижным гребенкам пальцами, рас положенными с возможностью взаимодействия с одними плечами двуплечих рычагов, другие плечи которых вкра нем верхнем положении расположены над гре 5енками, а расположенные от краев гребенок к их середине опорны поверхности каждого предыдущего ложемента имеют угол наклона меньше, чем угол наклона опорной поверхност каждого последующего ложемента. На фиг. 1 показан шаговый конвейер в плане; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. k - вид В на фиг. 3; на фиг. 5 - разрез Г-Г на фиг. 1; на фиг. 6 - вид Д на фиг. 5; на фиг. 7 - разрез Е-Е на фиг. 1; на фиг. 8 - вид Ж на фиг. 7 на фиг. 9 - разрез 3-3 на фиг. 1. Шаговый конвейер содержит раму 1, на которой закреплены неподвижные гребенки 2, з верхней части которых выполнены ложементы с опорными поверхностями 3. Аналогичные ложементы 4 имеются iHa подвижных гребенках S- Подвижные гребенки установлены на двух коленчатых валах 6, кинематически связанных с электродвигателем 7 посредством муфты 8, редуктора 9 и цепной передачи 10 (фиг. 2). На боковых поверхностях неподвижных гребенок 2 шарнирно установлены подпружиненные двуплечие рычаги 11. На подвижных гребенках 5 закреплены пальцы 12 (фиг. 3 и ). На одном из коленчатых валов 6 установлен рычаг 13, вз имодействующий с конечным выключателем Ц (фиг. 9) Для подачи деталей 15 на конвейе на раме 1 установлен ряд приводных роликов 16, соединенных через звездочки 17 цепной передачей 18 с вало 19I имеющим привод (на чертеже не показан), а для фиксации продольного положения деталей 15 относител НО гребенок 2 и 5 имеется упор 20, на котором щарнирно закреплен рычаг 21, взаимодействующий с конечным выключателем 22 (фиг. 5i 6) Для транспортировки деталей за пределы конвейера на раме 1 установлены приводные ролики 23, кинематически связанные с валом 19 цепной передачей 2 и звездочкой 25 (фиг. 1 и 2). В зоне роликов 23 имеется рычаг 26, взаимодействующий с конечным выключателем 27 (фиг. 7 и 8) Шаговый конвейер может работать в режиме транспортировки и в режиме накопления. В режиме транспортировки конвейер работает следующим образом. Деталь 15 поступает на ролики 16 и по ним транспортируется до упора 20. При этом рычаг 21 отклоняется от исходного положения и входит во взаимодействие с конечным выключателем 22, включающим электродвигатель 7 привода вращения коленчатых валов 6. За каждый оборот коленчатых валов 6 подвижные гребенки 5 совершают переносное .движение детали 15 осуицествляя ее подъем. С ложементов не|подвижных гребенок 2 либо роликов 16 деталь попадает в ложементы l, перемещается на величину шага расположения ложементов, опускается на опорные поверхности ложементов 3- При этом, вследствие того, что опорные поверхности каждого из последующих ложементов по отношению к предыдущим повернуты на некоторый угол, то р.етбль 15 при перемещении на шаг повернется на такой же угол. При прохождении детали 15 через положение неустойчивого равновесия, производится доворот ее рычагами 11, на отогнутое плечо которых воздействуют пальцы 12 при движении подвижных гребенок вниз. В завершающей фазе транспортирования и кантования деталь 15 переносится на ролики 23 и при этом отклоняет от исходного положения рычаг 26, который входит во взаимодействие с конечным выключателем 27, выключающим электродвигатель 7. Одновременно включается привод вала 19 и деталь по роликам 23 транспортируется за .пределы конвейера, а по роликам 16 на конвейер подается очередная деталь. Для работы в режиме накопления в цепь управления конвейера включают конечный выключатель I. Работа ведется аналогично описанному режим с той лишь разницей, что после осуществления одного оборота коленчатых валов 6, рычаг 13 входит во вза имодействие с конечным выключателем И, выключающим электродвигатель 7Следующее включение электродвигател 7 на один оборот коленчатых валов 6 п1эоизводится при поступлении на ролики 16 детали 15- В остальном, процесс происходит тождественно Опи санному. Данная конструкция шагового конвейера позволяет избежать установки кантователей для деталей и тем самым упростить конструкцию и повысит надежность. Формула изобретения Шаговый конвейер, содержащий неподвижные и подвижные гребенки с ложементами, имеющими наклонные опор1ные поверхности, и привод подвижных гребенок, отличающийся тем, что; с целью обеспечения кантования деталей в процессе их перемещения, конвейер снабжен шарнирно прикрепленными к средней части неподвижных гребенок подпружиненными двуплечими рычагами и жестко прикрепленными к подвижным гребенкам пальцами, расположенными с возможностью взаимодействия с одними плечами двуплечих рычагов. Другие плечи которых в крайнем верхнем положении расположены над гребенками, а расположенные от краев гребенок к их середине опорные поверхности каж дого предыдущего ложемента имеют угол наклона меньше, чем угол накло- на опорной поверхности каждого последующего ложемента. Источники информации, принятые во внимание при экспертизе 1.Современные средства механизации межоперационных перемещений. Обзор. ЦНИИ информации и техникоэкономических исследований по трак-, торному и сельскохозяйственному машиностроению, вып. 2, М., 1979. с. 29-30. 2.Авторское свидетельство СССР № 209291, кл. В 65 G 25/0, 1966 (прототип).
933571
ffudff
