(54) УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПРОЦЕСОСШ . ГЛУБОКОГО СВЕРЛЕНИЯ
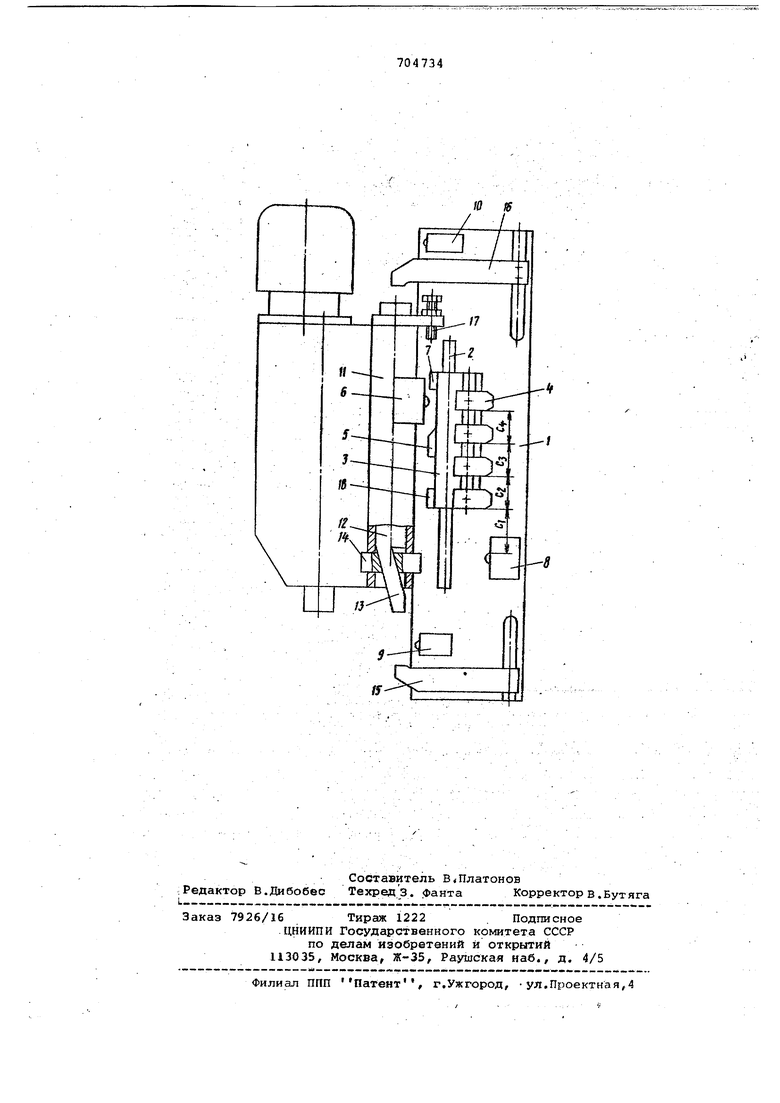
который включает рабочую подачу. Процесс врезания начинается в момент натыкания регулировочного винта 17 на выступ 7 ползуна 3. В процессе рабочей подачи ползун 3 перемещается на величину С до нажима первого кулачка 4 программного элемента на концевой. выключатель 8, после чего подйижная часть головки быстро отводится в исходное положение, а ползун 3 остается при.этом в положении нажатия первого кулачка 4 на концевой выключатель 8. В исходной положении нажимается концевой выключатель 10, и подвижная часть 11 головки снова ускорзннб движется вперед до нового контакта ползуна 3 с программным элементом, В конце ускоренного хода упор 5 нажимает на выключатель б, включается рабочая подача, и под действием винта 17 ползун переместится яо контакта следующего кулачка 4 с концевым выключателем 8 на величин С2 второй ступени врезания. Этот цик повторяется в зависимости от количества кулачков 4 в программном элементе. ... ,. ...
Последний кулачок программного элемента снимается с выключателя 8 напоследней ступени сверл:еийя, определяемой натыканием подвижной части 11 головки на концевой выключател 9. При этом при подходе к выключател 9 толкатель 12 доходит до регулируемого упора 14, останавливается на нем и при дальнейшем движении подвижной части 11 головки своим клиновым выступом 13 выдвигает стержень 14 в направлении к ползуну 3. При срабатывании концевого выключателя 9 подвижная часть 11 головки ускоренно перемещается назад R исходное положение, при этом выдвинутый стержень 14 захватывает выступ 18 ползуна 3 си Перемещает его вместе с программным элементом в исходное положение. Перед приходом в исходное положение толкатель 12 своей задней частью натыкается на регулируемый упор 16 и Q выступом 13 перемещает стержень 14 от ползуна 3, освобождая последнему путь для следующего цикла работы. Конец цикла работы определяется нажимом подвижной части головки на концевой выключатель 10.
Формула изобретения
Устройство для управления процвссом глубокого сверления, содержащее программный элемент, установленный , на ползуне, перемещающемся по напргшляющему пазу основания станины, и механизм возврата ползуна в исходное
положение, отличающееся тем,, что, с целью упрощения конструкции, механизм возврата выполнен в виде размещенных на подвижной части головки толкателя с клиновым выступом,
стержня с ответным клиновым пазом и закрепленных на основании.станины регулируемых упоров.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР
383541, кл. В 23 В 47/18, 1973 (прототип).
10 fS
1
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПРОЦЕССОМ ГЛУБОКОГО СВЕРЛЕНИЯ | 1973 |
|
SU383541A1 |
| Патрон токарный переналаживаемый | 1987 |
|
SU1510998A1 |
| РАЗМЫКАЮЩИЙ МОДУЛЬ И АВТОМАТИЧЕСКИЙ ВЫКЛЮЧАТЕЛЬ С ТАКИМ МОДУЛЕМ | 2008 |
|
RU2378731C1 |
| УСТРОЙСТВО для ЗАГРУЗКИ ШТУЧНЫХ ЗАГОТОВОК | 1972 |
|
SU335076A1 |
| Устройство для управления процессом глубокого сверления | 1987 |
|
SU1437159A1 |
| Устройство для резки труб | 1982 |
|
SU1088896A1 |
| АВТОМАТИЧЕСКИЙ ЗАХВАТ | 1994 |
|
RU2077470C1 |
| Сверлильная головка с автоматическим регулированием подачи | 1977 |
|
SU680818A1 |
| Устройство для сборки резьбовых соединений | 1984 |
|
SU1214382A1 |
| Механизм шаговой подачи | 1980 |
|
SU907325A1 |