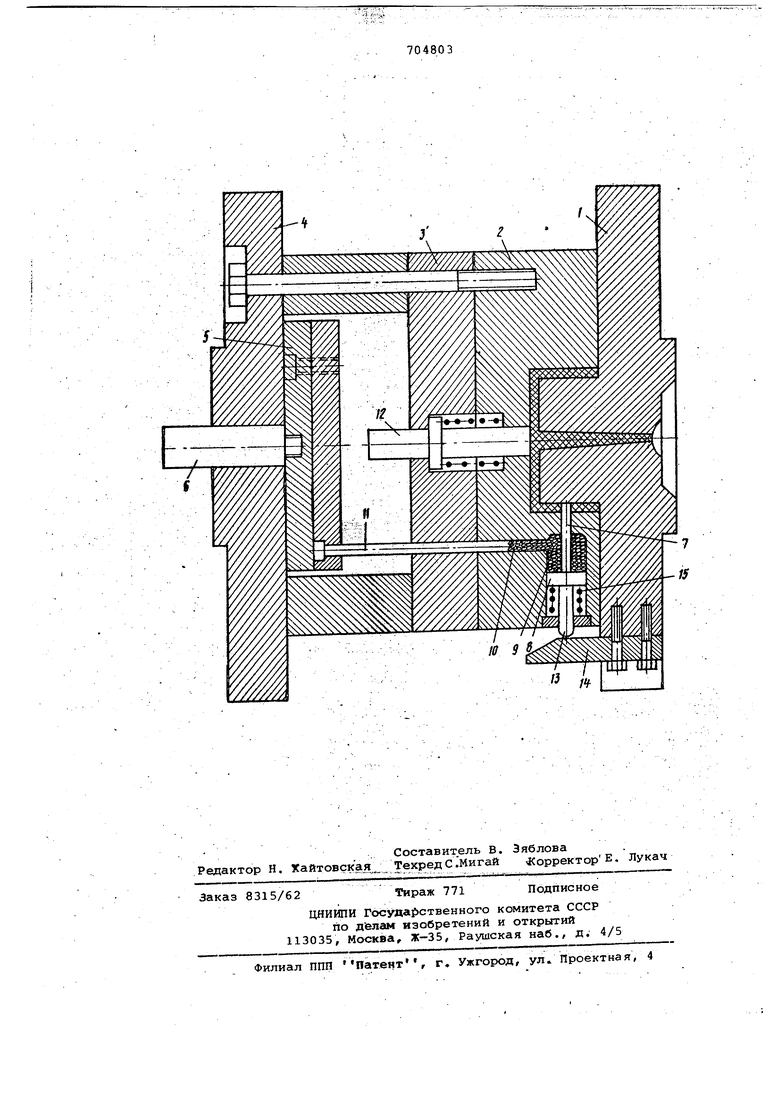
и копирной планкой, закрепленной на литниковой плите и взаимодействующей с дополнительным штоком поршня, а в качестве упругой среди использованы твердые сфер ические тела. На чертеже изображена литьевая форма в разрезе. ---Литьевая форма для Изготовления изделий с пoднyтpeнkями из пластмасс содержит неподвижную лйтнШйб вуюПлиту 1, подвижные плиты, включающие плиту матрицы 2, опорную плиту , подвижную плиту 4 и плиту 5 Толкате ля, в которой закреплен толкатель 6, а также формующий поднутрение знак 7 выполненный в виде штока порщня 8. В плите матрицы выполнена сообщающаяся со штоковой полостью 9 гйдроцилйндра долость 10 с размещенным в ней плунжером 11, -который связан с плитой толкателя, и расположен вытал киватель 12. Итоковая полость 9 и часть полости 10, выше торца плунжера 11, запол нены мелкими твердыми телами сферической формл, например, стальными закаленными шариками. , Поршень 8 снабжен дополнительным штокс 1 13, который выступает из плиты матрицы и взаимодействует с копир ной планкой 14, жестко закрепленной на неподвижной литниковой плите 1, и подпружинен в нг.травлении формуемо го изделия пружиной 15. Форма работает следующим образом. После заполнения формы пластмассой/ выдержки ее под давлением и охлажДения, подвижная часть формы отходит влево. Пластмассовая деталь ос тается в матрице, где удерживается знаком 7. При движении подвижной час ти, толкатель ё наталкивается на yno машины и останав.ливдет плиту 5, а пл та матрицы 2 продолжает перемещаться Плунжер 11, перемещаяоь вдоль полос ти 10, вытесняет находящиеся там мел кие стальные шари1 и, которые поступа ют в штоковую полость 9 и создают в ней давление, под действием которого перемещается пориень 8, сжимая пружину 15, и формующий поднутЕ)ёние знак 7 выходит из пластмассовой де;тали. При дальнейшем переметдении под вижной части формы вь1талкиватель 12 Наталкивается на плиту 5 и удаляет пластмассовую деталь из матрицы. Пружина 15 служит для создания усилия на поршень 8, пpeпяfcтвyющeгo произвольному рассыпанию шариков и для предотвращения преждевременного вывода из пластмассовой детали знака 7. При смыкании формы подвижная част движется вправо, толкатель б отходит от упора машины. В результате взаимо действия штока 13 с копирной планкой 14, происходит перемещение поршня 8 и установка знака.7 в первоначальное положение, а также вытеснение из штоковой полости 9 части гтальных шари-. ков, которые поступают в полость 10 и перемещают плунжер 11 и плиту 5 в исходное Положение..i Выталкиватель 12 под действием пружины также перемещается в исходное положение. При сомкнутых плитах форки формующий поднутрение знак 7 запирается планкой 14. В связи с тем,- что штоковая и плунжерная полости заполнены стальными шариками может быть снижена трудоемкость изготовления формь, так как отпадает необходимость в повышенной точности сопряжений штока, поршня и плунжера с отверстиями, выполненны- : ми в плите матрицы. Зазоры в этих сопряжениях могут быть увеличены в пределах размера шарика. При этом отсутствует заклинивание подвижных соединений. Копирная планка обеспечивает точную постановку и постоянную фиксацию формующего знака. Формула изобретения 1.Литьевая форма для изготовления изделий с поднутрением из полимеров, содержащая литниковую плиту, плиту матрицы, в которой расположен цилиндр с поршнем и штоковой полостью, заполненной упругим материалом, формующий поднутрение знак, выполненный в виде штока поршня цилиндра, и вьшолненную в плите матрицы и сообщаницуюся со штоковой полостью полость с расположенным в ней плунжером, жестко связанным с плитой толкателя, о т л и ч а юща я с я. тем, что, с целью повышения надежности работы формы, она снабжена дополнительным штоком , установленным на поршне цилиндра со стороны, противоположной расположению фо 1ующего знака, и копирной планкой, закрепленной на литниковой плите и взаимодействующей с дополнительным штоком поршня, а в качестве упругой среды использованы твердые сферические тела. 2.Литьевая (bopnia по п. 1, о т - л и ч а ю щ а я с я тем, что поршеньподпружинен в сторону формующей по / лести. Источники информации, принятые во внимание при экспертизе . 1. Лейкин Н. Н. и др. Конструирование пресс-форм, для изделий из пластических масс , изд. Машиностроение, М-Л, 1966, с. 97. 2. Авторское свидетельство СССР 1 531746, кд. В 29 С 1/14, 1975, fnpoтотип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая прессформа | 1975 |
|
SU531746A1 |
| Литьевая форма для изготовления изделий с поднутрением | 1981 |
|
SU952626A1 |
| ЛИТЬЕВАЯ ФОРМА | 1991 |
|
RU2011523C1 |
| Литьевая форма для изготовления полимерных изделий | 1983 |
|
SU1111861A1 |
| Литьевая пресс-форма для изготовления изделий с выступающей арматурой | 1977 |
|
SU627988A1 |
| Литьевая форма для изготовления изделий из пластмасс с поднутрениями | 1988 |
|
SU1599227A1 |
| Литьевая форма для изготовления полимерных изделий с поднутрениями | 1980 |
|
SU919897A1 |
| Литьевая форма для изготовления изделий с поднутрениями | 1989 |
|
SU1654002A1 |
| Литьевая форма | 1982 |
|
SU1151476A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ С КОЛЬЦЕВЫМИ ПОДНУТРЕНИЯМИ | 1991 |
|
RU2017620C1 |