Изобретение относится к переработке полимеров в изделия и может быть использовано для изготовления полимерных изделий методом литья под давлением.
Известна литьевая, форма для изготовления полимерных изделий, содержащая неподвижную плиту с размещенной в ней литниковой втулкой, опорную плиту, вставку с литниковыми каналами, механизм поворота вставки и выталкивающую систему (1).
Известная литьевая форма ненадежна в работе, так как отрыв литника от отлитых изделий происходит в форме при отводе подвижной части ее и при этом возможна деформация и поломка изделий.
Ближайшей по технической сущности и достигаемому результату к предлагаемой является литьевая форма для изготовления полимерных изделий, содержащая неподвижную литниковую плиту с закрепленной на ней плитой-матрицей, пуансон, опорную плиту с размещенной в ней поворотной вставкой с разводящими литниковыми каналами и распо,ложенным в ее осевом отверстии подпружиненным выталкивателем литника, механизм поворота вставки, выполненный в виде планок, взаимодействующих с копирными пазами, выполненными на вставке, и плиту выталкивателей изделия с хвостовиком 21.
Однако в известной литьевой форме необходимо наличие перемещаемой пружинами промежуточной плиты и элементов сцегтленния вставки с литниковой втулкой для обеспечения поворота последних. Чтобы плиты не перекап ивались при разъеме формы за счет имеющихся зазоров, между взаимодействующими друг с другом подвижными элементами необходимо установить несколько пружин с одинаковыми характеристиками. Однако из-за потери пружинами упругости и возможности несовпадения элементов сцепления вставки со втулкой известная литьевая форма ненадежна в работе.
Цель изобретения - повышение надежности литьевой формы в работе.
Поставленная цель достигается тем, что литьевая форма для изготовления полимерных изделий, содержащая неподвижную литниковую плиту с закрепленной на ней плитой-матрицей, пуансон, опорную плиту с размещенной в ней поворотной вставкой с разводящими литниковыми каналами и расположенным в ее осевом отверстии подпружиненным выталкивателем литника, механизм поворота вставки, выполненный, в виде планок, взаимодействующих с копирными пазами, имею цимися во вставке, и плиту выталкивателей изделия с хвостовиком, снабжена установленными в lyaHcoHe оггорами качения, на которых разме цена поворотная вставка, при этом на ее конце со стороны матрицы выполнены участки разводящих литниковых каналов, хвостовик выполнен
с полостью, в которой расположен другой конец новоротной вставки, а планки закреплены на плите выталкивателей.
Такое констру гивное решение позволяет за счет установки в литьевой форме опор качения для поворотной вставки добиться надежности формы в работе.
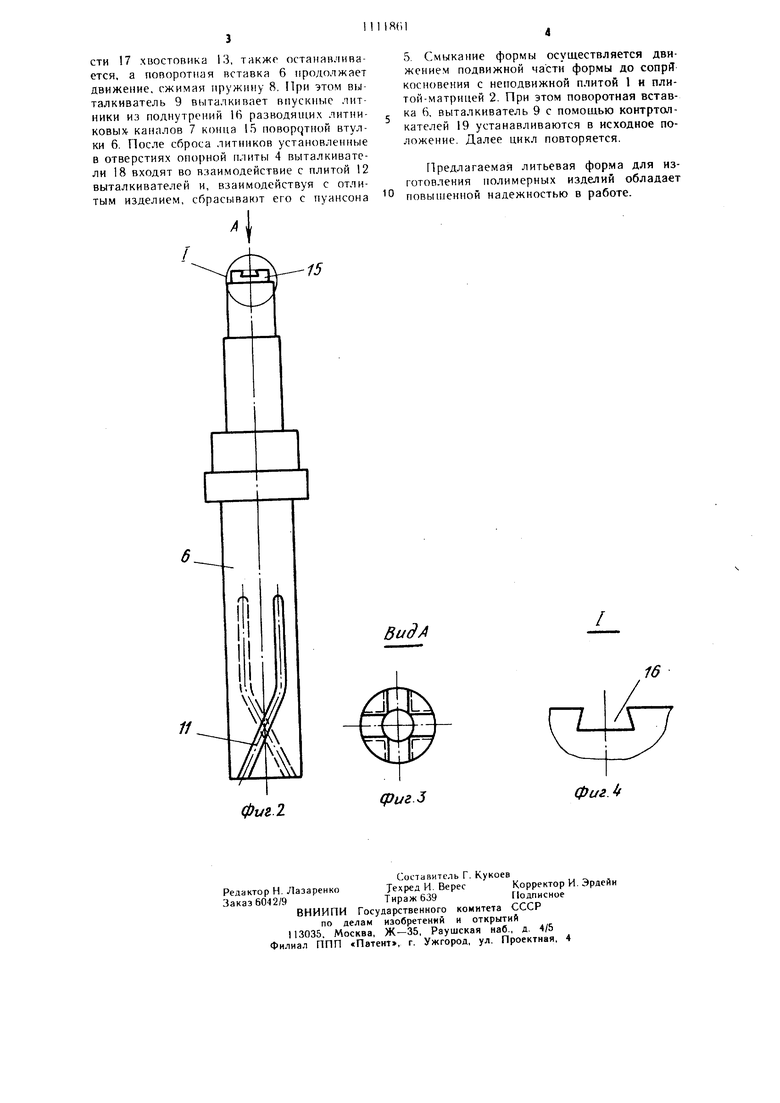
На фиг. I изображена литьевая форма, продатьный разрез; на фиг. 2 - вставка с копирными пазами; на фиг. 3 -- вид А на фиг. 2; на фиг. 4 - узел 1 на фиг. 2. Литьевая форма для изготовления полимерных изделий содержит неподвижную литниковую плиту 1 с закрепленной на ней плитой-матрицей 2, жестко связанную с подвижной плитой 3 опорную плиту 4, несущую пуансон 5 и поворотную вставку 6 с разводящими литниковыми каналами 7 и расположенным в ее осевом отверстии подпружиненным пружиной 8 выталкивателем 9 литника, механизм поворота поворотной вставки 6, состоящий из планок 10, взаимодействующих .с выполненными в поворотной вставке 6 копирными пазами 11, и плиту 2 выталкивателей с хвостовиком 13. Поворотная вставка 6 установлена на опорах 14
качения, и на конце 15 поворотной вставки 6 со стороны плиты-матрицы 2 выполнены поднутрения 16 разводящих литниковых каналов 7. Другой конец поворотной вставки 6 размеп1ен в проходяндей через плиту 12 выталкивателей продольной глухой полости 17, выполненной в хвостовике 13, и взаимодействует копирными пазами 11 с закрепленными на плите 12 выталкивателей планками 10. В отверстиях опорной плиты 4 установлены выталкиватели 18, а на плите 12 выталкивателей закреплены контртолкатели 19.
Литьевая форма работает следующим образом.
После заливки под давлением расплава полимера в форму и соответствующей выдержки от неподвижной плиты 1 с плитойматрицей 2 отводится подвижная плита 3 с опорной плитой 4, пуансоном 5, поворотной вставкой 6. При этом отлитое изделие с 1 1ентральным литником остается на пуансоне 5. При дальнейшем движении подвижной части фор.мы хвостовик 13 наталкивается на упор литьевой машПны и движение плиты 12 выталкивателей прекращается. Далее при движении подвижной части формы планки 10, установленные на плите 12 выталкивателей, скользя по копирным пазам 1 I поворотной вставки 6, поворачивают последнюю на опорах 14 качения и при этом происходит отрыв разводящих литников от изделия, а поворотная вставка 6 входит своими концами в продольную глухую полость 17 хвостовика 13. Затем расположенный в осевом отверстии новоротной вставки 6 выталкиватель 9 встречается своим концом с торцом продольной глухой поло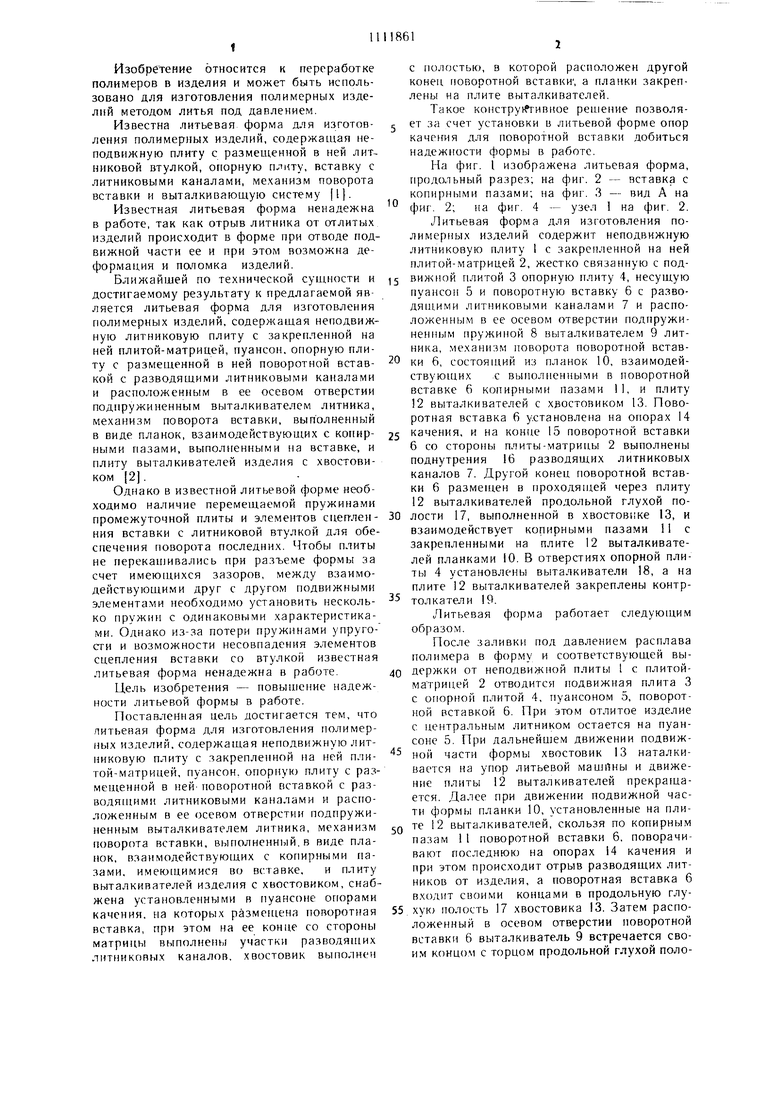
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления полимерных изделий | 1986 |
|
SU1359146A1 |
| Литьевая форма для изготовления полимерных изделий | 1985 |
|
SU1337277A1 |
| Литьевая форма для изготовления полимерных изделий | 1978 |
|
SU718283A1 |
| Литьевая форма | 1976 |
|
SU653120A1 |
| Литьевая форма для изготовления полимерных изделий | 1985 |
|
SU1362644A1 |
| ЛИТЬЕВАЯ ФОРМА | 1991 |
|
RU2029681C1 |
| Литьевая многогнездная форма для изготовления пластмассовых изделий | 1980 |
|
SU921867A1 |
| Литьевая форма для изготовления полимерных изделий | 1986 |
|
SU1353634A1 |
| Литьевая форма для изготовления полимерных изделий | 1988 |
|
SU1595661A1 |
| ГОРЯЧЕКАНАЛЬНАЯ ФОРМА ДЛЯ ИНЖЕКЦИОННОГО ПРЕССОВАНИЯ КРУПНОГАБАРИТНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2014 |
|
RU2596748C2 |
ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ, содержащая неподвижную литниковую плиЛ ту с закрепленной на ней плитой-матрицей, пуансон, опорную плиту с размещенной в ней поворотной вставкой с разводящими литниковыми каналами и расположенным в ее осевом отверстии подпружиненным выталкивателем литника, механизм поворота вставки, выполненный в виде планок, взаимодействующих с копирными пазами, имеющимися во вставке, и плиту выталкивателей изделия с хвостовиком, отличающаяся тем, что, с целью повыщения ее надежности в работе, она снабжена установленными в пуансоне опорами качения, на которых размещена поворотная вставка, при этом на ее конце со стороны матрицы выполнены участки разводящих литниковых каналов, хвостовик выполнен с полостью, в которой расположен другой конец поворотной вставки, (Л а планки закреплены на плите выталкивателей. оо о
| I | |||
| Манихин Ю | |||
| П | |||
| Многогнездные автоматизированные литьевые формы для изделий из термопластов | |||
| Л | |||
| ЛДНТП, 1970, С.15 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свидетельство СССР № , кл | |||
| Солесос | 1922 |
|
SU29A1 |
| Способ получения фтористых солей | 1914 |
|
SU1980A1 |
