Изобретение относится к литью под давлением изделий из термопластических материалов.
Цепь изобретения - расширение технологических возможностей за счет обеспечения изготовления изделий с поперечной глухой перегородкой.
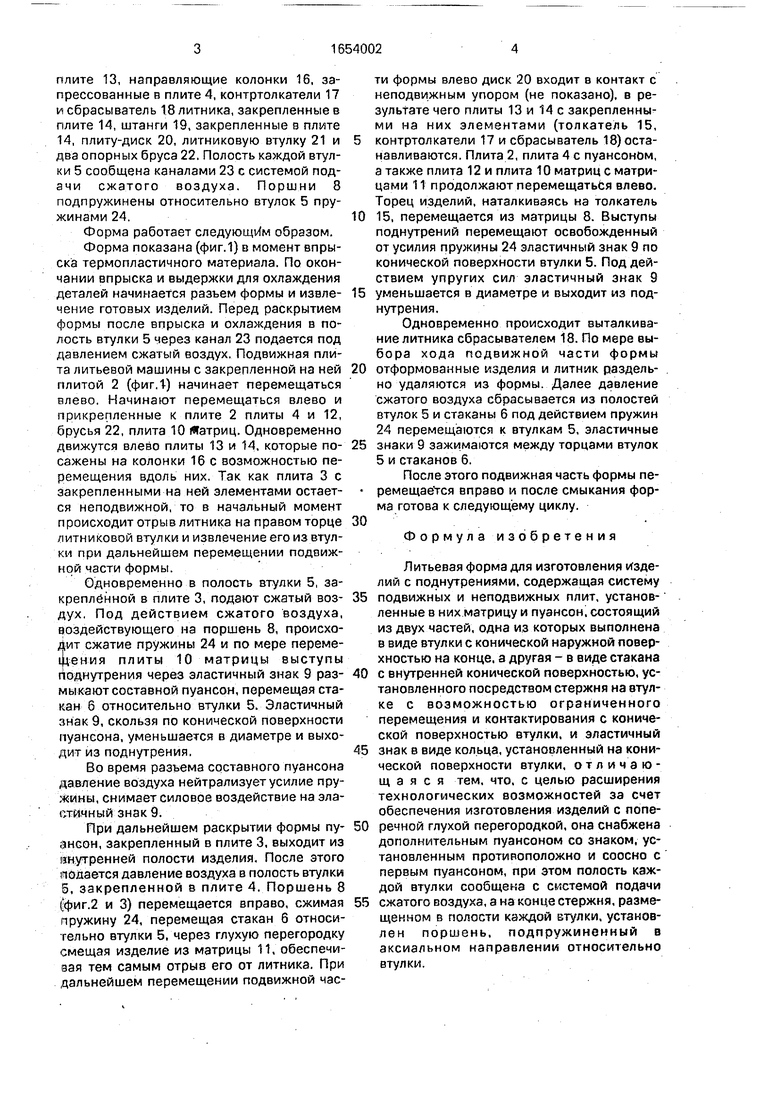
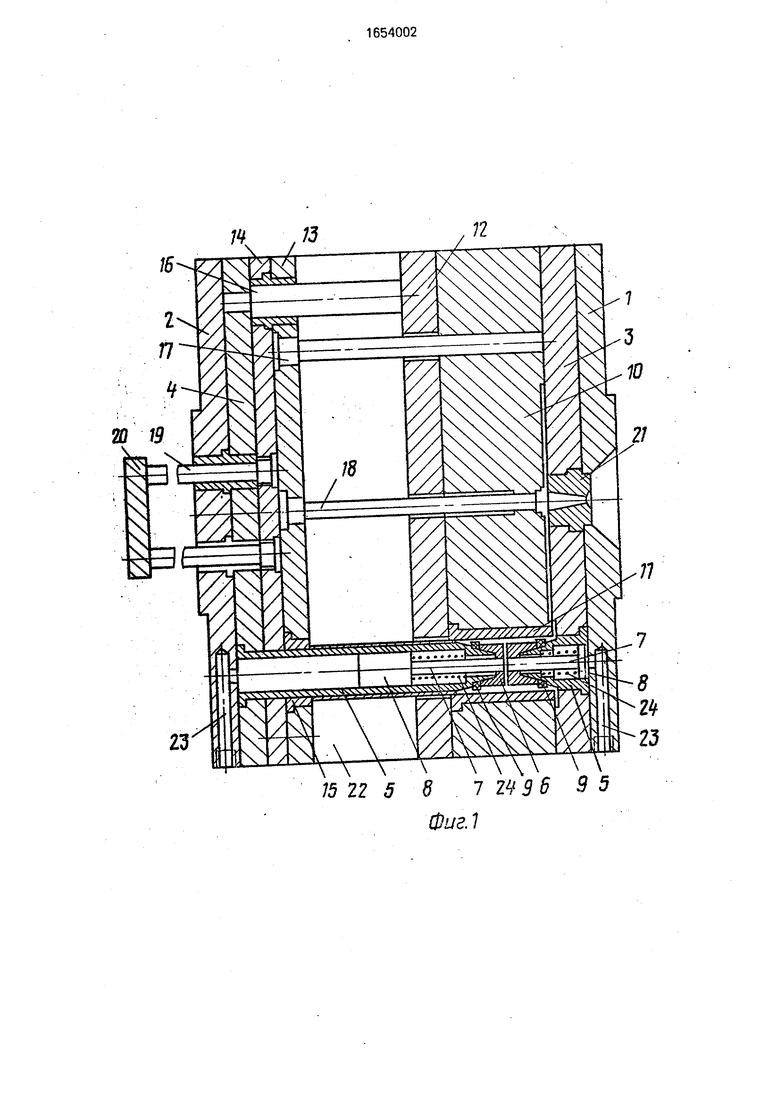
На фиг.1 изображена литьевая форма, общий вид; на фиг.2 и 3 - формующий поднутрения знак соответственно в сомкнутом (запертом) состоянии и в начале размыкания.
Литьевая фоома содержит крепежные плиты 1 и 2 (фиг. 1 и 2), с помощью которых она монтируется на литьевой машине, плиты 3 и 4 с соосно размещенными в них составными формующими поднутрениями пуансонами, каждый из которых состоит из двух частей, одна из которых выполнена в виде втулки 5 с конической наружной поверхностью на конце, а другая - в виде стакана 6 с внутренней конической поверхностью, установленного посредством стержня 7 на втулке 5 с возможностью ограниченного перемещения за счет установки на конце стер- жня поршня 8, подпружиненного в аксиальном направлении относительно втулки 5, причем на конической поверхности втулки 5 установлен эластичный знак 9, . выполненный в виде кольца. Форма содержит также плиту 10, матрицу 11. систему плит 12-14, толкатели 15, закрепленные в
С
сл о о ю
плите 13, направляющие колонки 16. запрессованные в плите 4, контртолкатели 17 и сбрасыватель 18 литника, закрепленные в плите 14, штанги 19, закрепленные в плите 14, плиту-диск 20, литниковую втулку 21 и два опорных бруса 22. Полость каждой втулки 5 сообщена каналами 23 с системой подачи сжатого воздуха. Поршни 8 подпружинены относительно втулок 5 пружинами 24.
Форма работает следующим образом.
Форма показана (фиг.1) в момент впрыска термопластичного материала. По окончании впрыска и выдержки для охлаждения деталей начинается разъем формы и извлечение готовых изделий. Перед раскрытием формы после впрыска и охлаждения в полость втулки 5 через канал 23 подается под давлением сжатый воздух. Подвижная плита литьевой машины с закрепленной на ней плитой 2 (фигЛ) начинает перемещаться влево. Начинают перемещаться влево и прикрепленные к плите 2 плиты 4 и 12, брусья 22, плита 10 Латриц. Одновременно движутся влево плиты 13 и 14, которые посажены на колонки 16с возможностью перемещения вдоль них. Так как плита 3 с закрепленными на ней элементами остается неподвижной, то в начальный момент происходит отрыв литника на правом торце литниковой втулки и извлечение его из втулки при дальнейшем перемещении подвижной части формы.
Одновременно в полость втулки 5, закрепленной в плите 3, подают сжатый воздух. Под действием сжатого воздуха, воздействующего на поршень 8, происходит сжатие пружины 24 и по мере перемещения плиты 10 матрицы выступы поднутрения через эластичный знак 9 размыкают составной пуансон, перемещая стакан 6 относительно втулки 5. Эластичный знак 9, скользя по конической поверхности пуансона, уменьшается в диаметре и выходит из поднутрения.
Во время разъема составного пуансона давление воздуха нейтрализует усилие пружины, снимает силовое воздействие на эластичный знак 9.
При дальнейшем раскрытии формы пуансон, закрепленный в плите 3, выходит из внутренней полости изделия. После этого подается давление воздуха в полость втулки 5. закрепленной в плите 4. Поршень 8 (фиг.2 и 3) перемещается вправо, сжимая пружину 24, перемещая стакан 6 относительно втулки 5. через глухую перегородку смещая изделие из матрицы 11. обеспечивая тем самым отрыв его от литника. При дальнейшем перемещении подвижной части формы влево диск 20 входит в контакт с неподвижным упором (не показано), в результате чего плиты 13 и 14с закрепленными на них элементами (толкатель 15,
контртолкатели 17 и сбрасыватель 18) останавливаются. Плита 2, плита 4 с пуансоном, а также плита 12 и плита 10 матриц с матрицами 11 продолжают перемещаться влево. Торец изделий, наталкиваясь на толкатель
15, перемещается из матрицы 8. Выступы поднутрений перемещают освобожденный от усилия пружины 24 эластичный знак 9 по конической поверхности втулки 5. Под действием упругих сил эластичный знак 9
уменьшается в диаметре и выходит из поднутрения.
Одновременно происходит выталкивание литника сбрасывателем 18. По мере выбора хода подвижной части формы
отформованные изделия и литник раздельно удаляются из формы. Далее давление сжатого воздуха сбрасывается из полостей втулок 5 и стаканы 6 под действием пружин 24 перемещаются к втулкам 5, эластичные
знаки 9 зажимаются между торцами втулок 5 и стаканов 6.
После этого подвижная часть формы пе- ремещается вправо и после смыкания форма готова к следующему циклу.
Формула изобретения
Литьевая форма для изготовления изделий с поднутрениями, содержащая систему
подвижных и неподвижных плит, установленные в них матрицу и пуансон, состоящий из двух частей, одна из которых выполнена в виде втулки с конической наружной поверхностью на конце, а другая - в виде стакана
с внутренней конической поверхностью, установленного посредством стержня на втулке с возможностью ограниченного перемещения и контактирования с конической поверхностью втулки, и эластичный
знак в виде кольца, установленный на конической поверхности втулки, отличающаяся тем, что, с целью расширения технологических возможностей за счет обеспечения изготовления изделий с поперечной глухой перегородкой, она снабжена дополнительным пуансоном со знаком, установленным противоположно и соосно с первым пуансоном, при этом полость каждой втулки сообщена с системой подачи
сжатого воздуха, а на конце стержня, размещенном в полости каждой втулки, установлен поршень, подпружиненный в аксиальном направлении относительно втулки.
l-гпф
G 6 9 6 Ы L 9
Л
U
9 гг QI
ЈZ
91
Ј1
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления полимерных изделий | 1983 |
|
SU1111861A1 |
| Литьевая форма для изготовления полимерных изделий с поднутрениями | 1989 |
|
SU1682195A1 |
| ЛИТЬЕВАЯ ФОРМА | 1991 |
|
RU2029681C1 |
| Литьевая форма для изготовления полимерных изделий с поднутрениями | 1980 |
|
SU919897A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2015020C1 |
| Литьевая форма для изготовления полимерных изделий с поднутрениями | 1984 |
|
SU1199646A1 |
| Литьевая форма с двухступенчатой системой выталкивания для полимерных изделий | 1980 |
|
SU876463A1 |
| Литьевая форма | 1981 |
|
SU958112A1 |
| Литьевая форма для изготовления полимерных изделий | 1986 |
|
SU1359146A1 |
| Литьевая форма для изготовленияпОлиМЕРНыХ издЕлий C пОдНуТРЕНиЕМ | 1979 |
|
SU844345A1 |
Изобретение относится к области переработки пластмасс, в частности к литью под давлением изделий из термопластичных материалов. Цель изобретения - расширение технологических возможностей за счет формования изделий с поперечной глухой перемычкой. Согласно изобретению форма, содержащая составной пуансон, состоящий из двух частей, одна из которых выполнена в виде втулки с конической наружной поверхностью, а другая - в виде стакана с внутренней конической поверхностью, установленного посредством стержня на втулке с возможностью ограниченного перемещения и контактирования с конической поверхностью втулки, и эластичный знак в виде кольца, установленный на конической поверхности втулки, снабжена дополнительным составным пуансоном со знаком, установленным противоположно и соосно первому пуансону. При этом полость каждой втулки пуансонов сообщена с системой подачи сжатого воздуха, а на конце стержня, размещенном в полости каждой втулки, установлен поршень, подпружиненный в аксиальном направлении относительно втулки. При подаче сжатого воздуха в полость втулки составного пуансона происходит сжатие пружины, подпружинивающей стакан относительно втулки, и изделие поднутрением размыкает части пуансона. При этом эластичный знак сжимается и выходит из поднутрения изделия. 3 ил.
И 5
2$Z32 Ws
NNfcS N S X
шжша
8
24 7
В
2Ц 7 Фиг.З
Фиг. 2
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Рельсовый башмак | 1921 |
|
SU166A1 |
