(54) УСТРОЙСТВО ДЛЯ КОМПЕНСАЦИИ ПОСТОЯНПОЙ СОСТАВЛЯЮЩЕЙ ПРИ СВАРКЕ НА ПЕРЕМЕННОМ ТОКЕ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления мощностью при контактной шовной сварке и устройство для его осуществления | 1977 |
|
SU778704A3 |
| Регулятор сварочного тока | 1990 |
|
SU1731504A1 |
| Тиристорный регулятор | 1990 |
|
SU1753555A1 |
| Источник питания для сварки на переменном токе | 1982 |
|
SU1076226A1 |
| Источник питания для дуговой сварки | 1990 |
|
SU1699736A1 |
| Инверторный источник постоянного тока для дуговой сварки | 1987 |
|
SU1489934A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ПЕРЕМЕННЫМ ТОКОМ | 1994 |
|
RU2062685C1 |
| Устройство для управления процессом сварки переменным током неплавящимся электродом | 1984 |
|
SU1224117A1 |
| Регулятор сварочного тока | 1978 |
|
SU795799A1 |
| Источник питания для электродуговой сварки | 1976 |
|
SU707712A1 |
I
Изобретение относится к сварочному оборудованию, в частности к устройствам для сварки неплавящимся электродом в среде защитных газов.
Для уменьшения постоянной составляющей при сварке на переменном токе неплавящимся электродом в среде защитных газов наибольшее распространение в настоящее время получили конденсаторные батареи. Однако существенными недостатками применения конденсаторов являются большие габариты, высокая стоимость и малая надежность.
Известно устройство для компенсации постоянной составляющей, содержащее сварочный трансформатор, первичная обмотка которого подключена к сети переменного тока через два тиристора, соединенных по антипараллеяьной схеме, а во вторичной цепи трансформатора имеется последовательно включенный трансформатор тока, со вторичной обмотки которого снимается сигнал, управляющий тиристорами первичной обмотки трансформатора.
С целью специальной управляющей схемы этот сигнал передается на управляющие электроды тиристоров. Устройство позволяет регулировать ток в первичной обмотке трансформатора путем отсечки тиристорами части положительной или отрицательной полуволны переменного тока, чтобы исключить возможность возникновения магнитного насыщения железа трансформатора постоянной составляющей сварочного тока 1. Недостатком этой схемы является то, что при сбое в работе одного из тиристоров в первичной цепи возникает ток, ограниченный практически только активным сопротивлением обмотки трансформатора, и второй
to
тиристор выходит из строя.
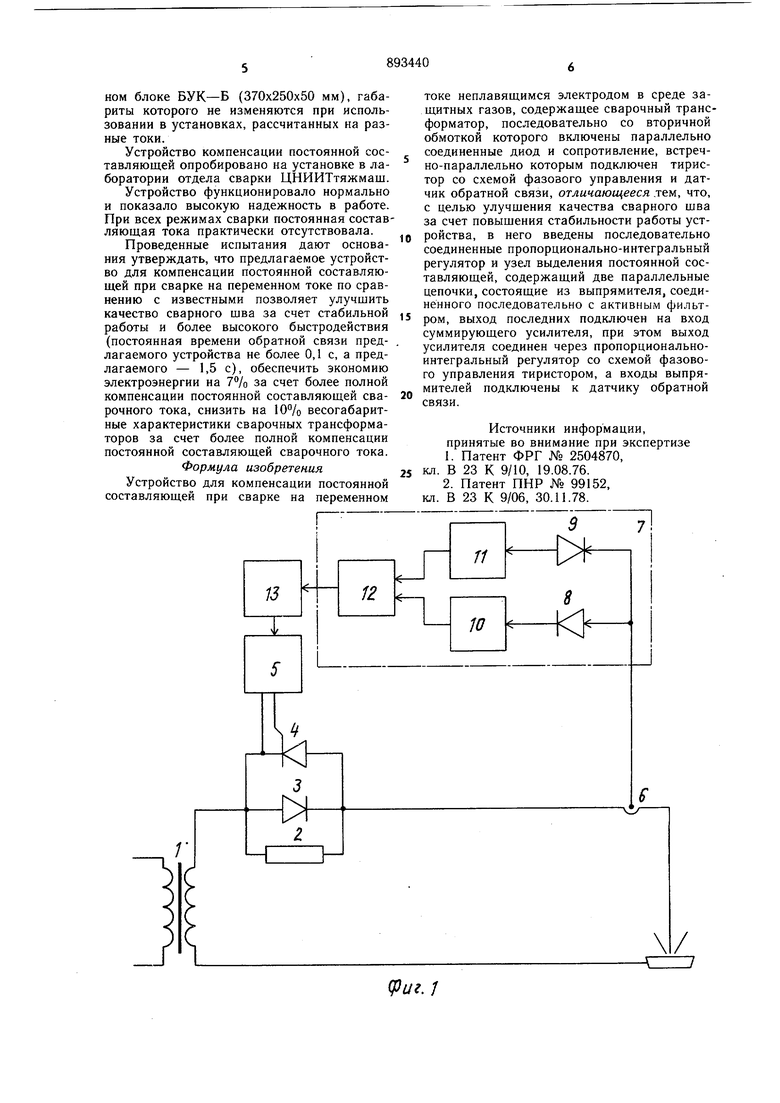
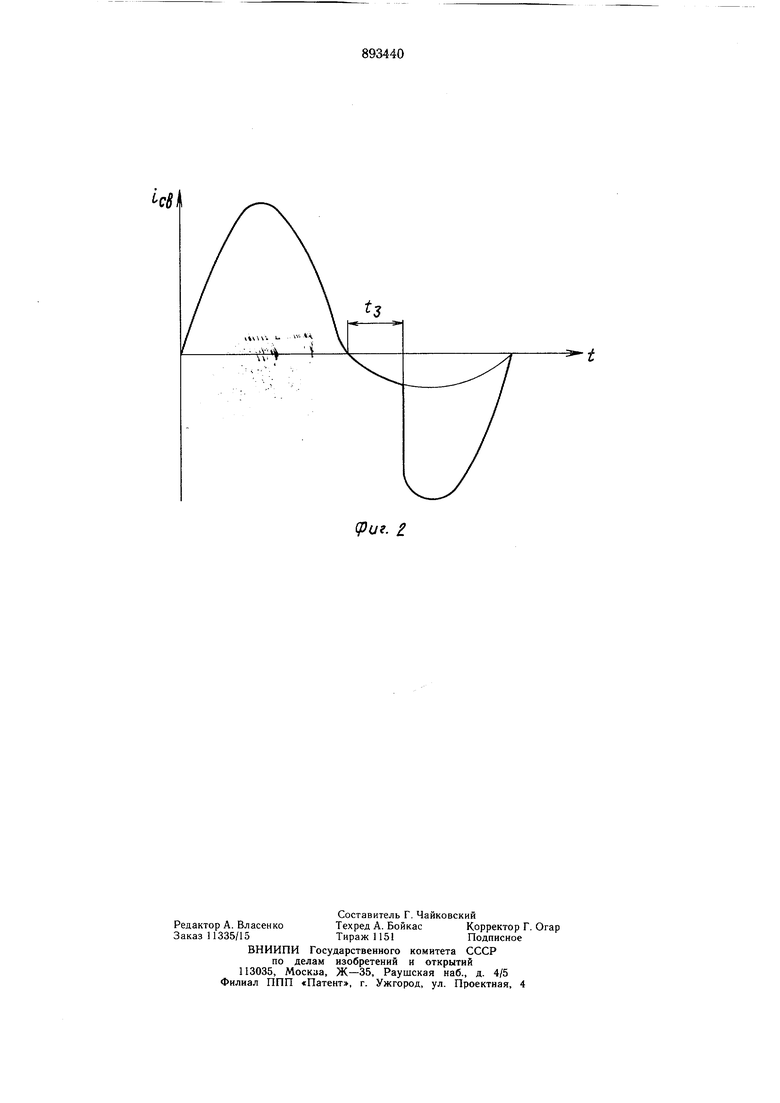
Наиболее близким к предлагаемому устройству по технической сущности и достигаемому эффекту является устройство пенсации постоянной составляющей тока при сварке переменным током, состоящее из сварочного трансформатора, последовательно со вторичной обмоткой которого включены амперметр, параллельно соединенные диод, резистор и тиристор. Устройство содержит схему измерения постоянной составляющей напряжения на дуговом промежутке и систему фазового управления тиристором. В полуволну с положительным электродом (обратная полярность) сварочный ток проходит через диод. В полуволну с отрицательным э,1ектродом (прямая полярность) ток идет по резистору, который шунтируется тиристором. Угол открытия тиристора определяет величину постоянной составляющей 2. Недостатками устройства являются малая точность и значительная инерционность схемы измерения постоянной составляющей которые не позволяют полностью скомпенсиpoвa постоянную составляющую при всех режк.,.ах сварки, а также отсутствие гальванического разделения силовой цепи и цепи управления. Повышение точности измерения может быть достигнуто увеличением емкости конденсатора, что в свою очередь увеличивает инерционность всей системы регулирования. Увеличение коэффициента усиления такой системы вызывает неустойчивую работу устройства. Целью изобретения является улучшение качества сварного шва за счет повышения стабильности работы устройства. , Поставленная цель достигается тем, что устройство для компенсации постоянной соетавляюшей при сварке на переменном токе неплавящимся электродом в среде защитных газов, содержащее сварочный трансформатор, последовательно со вторичной обмоткой которого включены параллельно соединенные диод, сопротивление и встречнопараллельно им тиристор со схемой фазового управления и датчик обратной связи, включенный в сварочную цепь, в него введены последовательно соединенные пропорционально-интегральный регулятор и узел выделения постоянной составляющей, содержащий две параллельные цепочки,состоящие из выпрямителя, соединенного последовательно с активным фильтром,выход последних подключен на вход суммирующего усилителя, при этом выход последнего соединен через пропорционально-интегральный регулятор со схемой фазового управления тиристором, а входы выпрямителей подключены к датчику обратной связи. На фиг. 1 представлена схема предлагаемого устройства; на фиг. 2 - временные графики, поясняющие его работу. Устройство для компенсации постоянной составляющей при сварке на переменном токе содержит сварочный трансформатор 1, последовательно со вторичной обмоткой которого включены параллельно соединенные сопротивление 2, диод 3 и встречно-параллельно им тиристор 4 со схемой 5 фазового управления. В сварочную цепь включен датчик 6 тока, выход которого соединен со входом узла 7 выделения постоянной составляющей . Узел 7 выделения постоянной составляющей состоит из выпрямителей положительной 8 и отрицательной 9 полуволн напряжения, активных фильтров 10 и 11, суммирующего усилителя 12. Выход суммирующего усилителя 12 соединен с пропорциональноинтегральным регулятором 13, выход которого подключен ко входу схемы 5 фазового управления. Устройство для компенсаций постоянной составляющей при сварке на переменном токе работает следующим образом. В полуволну с положительным электродом (обратная полярность) сварочный ток проходит через диод 3. В полуволну с отрицательным электродом (прямая полярность) ток идет через резистор 2, который шунтируется тиристором 4, включающимся с задержкой относительно перехода через поле сварочного тока (фиг. 2). Обратная связь по постоянной составляющей сварочного тока поддерживает задержку (tj) такой, чтобы постоянная составляющая тока отсутствовала. Величина задержки формируется схемой 5 фазового управления в функции напряжения управления, поступающего с ПИ-регулятора. Напряжение с датчика 6 тока, пропорциональное сварочному току, поступает на узел 7 выделения постоянной составляющей. Положительная полуволна напряжения через выпрямитель 8 поступает на вход активного фильтра 10, а отрицательная - через выпрямитель 9 на вход активного фильтра 1. С выходов активных фильтров 10 и 11 напряжения, пропорциональные положительной и отрицательной полуволне сварочного тока соответственно, поступают на входы суммирующего усилителя 12. Напряжение с выхода суммирующего усилителя 12, пропорциональное постоянной составляющей сварочного тока, подается на вход ПИ-регулятора 13. Напряжение на выходе ПИ-регулятора 13 автоматически устанавливается таким, что напряжение на выходе суммирующего усилителя равно нулю. Таким образом, ПИ-регулятор 13 задает такой угол открытия тиристора 4, при котором постоянная составляющая сварочного тока отсутствует. В выпускаемых в настоящее время установках для аргоно-дуговой сварки на переменном токе для ко.мпенсации постоянной составляющей применяют конденсаторные батареи. Например, в источнике УДГ-501, рассчитанном на ток до 500 А, установлена конденсаторная батарея емкостью 100000 мкФ, габариты которой 230Х600МОО мм. В источнике питания на 1000 А необходима конденсаторная батарея емкостью 200000 мкФ, и в два раза больших габаритов и веса. Предлагаемое устройство компенсации постоянной составляющей выполнено с использованием широко распространенных микросхем серии K5I1 и К284, обладающих высокой помехозащищенностью и надежностью. Элементы 5-7, 13 установлены в стандартном блоке БУК-Б (370x250x50 мм), габариты которого не изменяются при использовании в установках, рассчитанных на разные токи.
Устройство компенсации постоянной составляющей опробировано на установке в лаборатории отдела сварки ЦНИИТтяжмаш.
Устройство функционировало нормально и показало высокую надежность в работе. При всех режимах сварки постоянная составляющая тока практически отсутствовала.
Проведенные испытания дают основания утверждать, что предлагаемое устройство для компенсации постоянной составляющей при сварке на переменном токе по сравнению с известными позволяет улучшить качество сварного шва за счет стабильной работы и более высокого быстродействия (постоянная времени обратной связи предлагаемого устройства не более 0,1 с, а предлагаемого - 1,5 с), обеспечить экономию электроэнергии на 7% за счет более полной компенсации постоянной составляющей сварочного тока, снизить на 10% весогабаритные характеристики сварочных трансформаторов за счет более полной компенсации постоянной составляющей сварочного тока. Формула изобретения
Устройство для компенсации постоянной составляющей при сварке на переменном
токе неплавящимся электродом в среде защитных газов, содержащее сварочный трансформатор, последовательно со вторичной обмоткой которого включены параллельно соединенные диод и сопротивление, встречно-параллельно которым подключен тиристор со схемой фазового управления и датчик обратной связи, отличающееся .тем, что, с целью улучшения качества сварного шва за счет повышения стабильности работы устройства, в него введены последовательно соединенные пропорционально-интегральный регулятор и узел выделения постоянной составляющей, содержащий две параллельные цепочки, состоящие из выпрямителя, соединённого последовательно с активным фильт5ром, выход последних подключен на вход суммирующего усилителя, при этом выход усилителя соединен через пропорциональноинтегральный регулятор со схемой фазового управления тиристором, а входы выпрямителей подключены к датчику обратной
0 связи.
Источники информации, принятые во внимание при экспертизе
(риг. /
