(54) СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНЫХ КОЛЬЦЕВЫХ ДЕТАЛЕЙ
в.блиэи наружноР дуги сабли определяют из соотношения
JJ
Н
в
де u.hn - абсолютное обжатие участков, находящихся вблизи наружной дуги сабли; Нц - наружный радиус изгиба
профиля в плоскости прокатки;IQR - внутренний радиус изгиба профиля в плоскости прокатки.
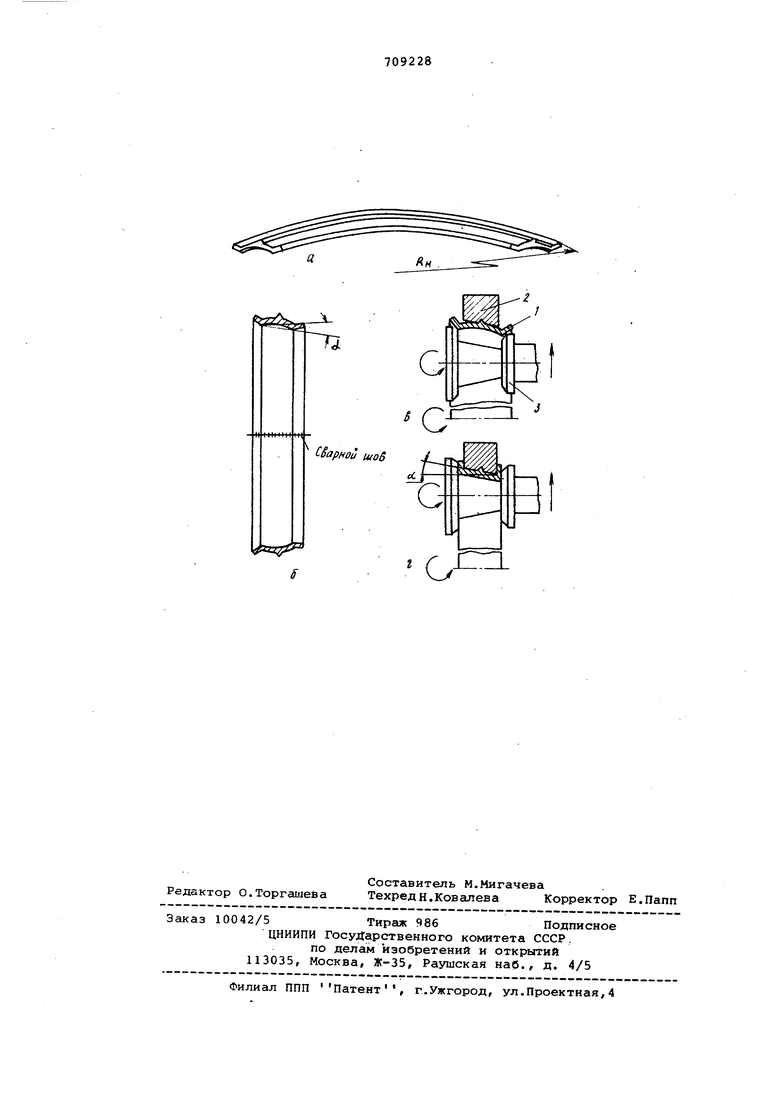
На чертеже показана схема изгоовления конического проЛильного ольца по предлагаемому способу. Про- 5 атанному исходному проЛилю придают аблевидность радиусом. Полученный профиль, согнутый в кольцо и свареный встык; за счет саблевидности RH на исходном профиле в кольце получе- 20 на предварительная коническая поверхность с углом о(.. При гибке-отбортовке кольца давильным роликом коническое кольцо устанавливают в разжимное приспособление 2 и закрепляют; приспо-25 собление 2 с деталью 1 приводит во вращение; давильный ролик 3 перемещают в радиальном направлении, при этом деталь 1 изгибают в поперечном сечении, формируя окончательный про- 30 фйль детали по профилям приспособления и давильного ролика. Завершают формообразование профиля конической кольцевой детали,
П р и м е р. Предлагаемым способом35 из полосовой заготовки марки Стгшь Х12НМБФШ с размерами 480x5000x9 было изготовлено коническое кольцо с большим внутренним диаметром и 571,69 мм, меньшим внутренним диаметром 0568,33 мм, толщиной стенки 1,2 мм и углом конусности с(, 5°38 .
РадиусCR) изгиба заготовки равен 2860 мм при длине ее 1808,7 мм.
Применение предлагаемого способа изготовления конических профильных 45 деталей обеспечивает возможность получения конических кольцевых профильных деталей из материалов, имею1чих низкую пластичность (титановые и жаропрочные сплавы), улучшение50
качества колец за счет уменьшения величин дегЬормсЩии при окончательном формообпазовании профиля давильным роликом или в разжимном штампе, более точную геометрию профиля поперечного 55 сечения кольца и увеличение коэффициента использования метгшла до 0,50,7.
Формула изобретения
1.Cnocofi изготовления профильных кольцевых деталей, состоя1.чий из операций поокатки исходной заготовки, свертки ее в кольцо,сварки встык и пследующего профилирования кольца пут давильно-раскатной обработки, о т личающийся тем, что, с цель повыиения качества изделий при формообразовании конической поверхности путем уменьшения степени деформации кольцевой заготовки, при прокатке исходной заготовке придают саблевидную форму путем ее изгиба в плоскост прокатки по дуге окружности, причем радиус изгиба определяют из соотношения
R --2-V (O
где Нц - наружный радиус изгиба в плоскости прокатки;
D - больший диаметр конической поверхности готовой кольцевой детали;
d- угол между осью и образующей конической поверхности кольцевой детали;
k - коэффициент, учитывающий
упругую деформацию профиля в плоскости прокатки.
2.Способ по П.1, от ли ч ающ и и с я тем, что прокатку производят с неравномерным абсолютным обжатием по поперечному сечению саблевидной заготовки, увеличиЬаю&шмся от внутренней дуги сабли к наружной,
при этом абсолютное обжатие, участков находящихся вблизи наружной дуги
ДИ
сабли
ц, определяют из соотношения- ,
где Skhg - абсолютное обжатие участков, находящихся вблизи внутренней дуги сабли; RU - наружный радиус изгиба
профиля в плоскости прокатки ;
R внутренний радиус изгиба профиля в плоскости прокатки.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР 456660, кл. В 21 Н 1/06, 1971 (прототип).
CSapnou uioS
f
0
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ УПРУГИХ МЕТАЛЛИЧЕСКИХ УПЛОТНИТЕЛЬНЫХ ПРОКЛАДОК | 2017 |
|
RU2641202C1 |
| Способ изготовления стальных сложнопрофильных оболочек | 2022 |
|
RU2799823C1 |
| Способ изготовления тонкостенных оболочек периодического профиля из алюминиевых сплавов | 2016 |
|
RU2623203C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ДИСКОВ АВТОМОБИЛЬНЫХ КОЛЕС | 1994 |
|
RU2093294C1 |
| СПОСОБ РОТАЦИОННОЙ ВЫТЯЖКИ ТОНКОСТЕННЫХ ОБОЛОЧЕК С УТОЛЩЕНИЯМИ | 2010 |
|
RU2449848C1 |
| СПОСОБ НАКАТКИ ВНУТРЕННИХ ЗУБЧАТЫХ ПРОФИЛЕЙ | 1997 |
|
RU2108887C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЛЕКТОРОВ | 2008 |
|
RU2401713C2 |
| СПОСОБ РОТАЦИОННОЙ ВЫТЯЖКИ ТОНКОСТЕННЫХ ДЕТАЛЕЙ СЛОЖНОГО ПРОФИЛЯ | 2009 |
|
RU2420367C1 |
| Способ изготовления полых осесимметричных сложнопрофильных деталей (варианты) | 2023 |
|
RU2822541C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ ИЗ ПРОФИЛЕЙ И ПОЛОС | 2004 |
|
RU2288801C2 |