Изобретение относится к области обработки металлов давлением, а именно к изготовлению тонкостенных деталей сложного профиля ротационной вытяжкой, например различных оболочек из сталей, алюминиевых сплавов: газовых баллонов, лейнеров, огнетушителей, бидонов и т.п.
Важнейшими вопросами при производстве деталей сложного профиля, представляющего собой сочетание цилиндрических, конических и криволинейных участков, является принципиальная возможность их получения методами ротационной вытяжки с высокой точностью, качеством обработки и высокой производительностью.
Известны способы изготовления тонкостенных осесимметрических деталей: горловин баллонов, лейнеров, огнетушителей, бидонов и других аналогичных оболочек сложного профиля, представляющего собой сочетание цилиндрических, конических и криволинейных участков.
Конструктивные особенности таких деталей характеризуются большей толщиной цилиндрических участков и меньшей толщиной профильных участков, сопряженных с цилиндрическими участками большего диаметра основной части детали и меньшего диаметра горловины, что обусловлено необходимостью больших толщин концевых частей детали с резьбовыми поверхностями для соединения с пробками и крышками, а также с основными цилиндрическими частями деталей.
Разнотолщинные цилиндрические и профильные участки деталей в настоящее время получают механической (токарной) обработкой, что приводит к повышенному расходу металла и высокой трудоемкости изготовления.
Поэтому получение разнотолщинных оболочек сложного профиля с переменной толщиной стенки с высоким коэффициентом использования металла, с высокой производительностью и точностью является актуальной задачей в производстве оболочковых деталей.
При изготовлении таких деталей наиболее перспективной обработкой являются методы ротационной вытяжки, позволяющие получать разнотолщинные оболочки с переменной толщиной стенки - тонкой и прочной в результате наклепа при ротационной обработке заготовок роликами при значительных степенях деформации, и отказаться от дальнейшей механической обработки профильной поверхности.
Известны различные методы ротационной вытяжки: ротационный обжим при обжатии профиля горловин с уменьшением диаметра заготовки, классическая ротационная вытяжка при вытяжке цилиндрических участков с уменьшением наружного диаметра, толщины стенки и увеличением длины заготовки при сохранении внутреннего диаметра, ротационная вытяжка проецированием, ротационная протяжка и др. (см. книгу Н.И.Могильного «Ротационная вытяжка оболочковых деталей на станках. Москва. Машиностроение, 1983 г.).
Существует способ получения деталей с отдельными участками образующей, полученными сопряжением прямой линии с дугой заданного радиуса или сопряжением дуг различных радиусов роликами с профилем, соответствующим конфигурации сложного профильного участка образующей на сборной оправке (см. книгу В.Г.Капоровича «Обкатка металлоизделий в производстве», Москва, Машиностроение, 1973 г., стр.81, рис.35.
Известен также способ обжатия трубчатых заготовок с дном и без дна, открытых с двух сторон (см. книгу М.А.Гредитора «Давильные работы и ротационное выдавливание», Москва, Машиностроение, 1971 г., стр.47, рис.28 «а», «б») роликом на разборных оправках, где требуется большое количество проходов обжатия горловины и отсутствуют операции по ротационной вытяжке цилиндрических поверхностей (рис.28 «б»), что характерно для оболочек с малой длиной профиля горловин и малой длиной цилиндра.
Также существует способ ротационной вытяжки, описанный в a.c. SU 1215798, в котором трубчатую заготовку, имеющую цилиндрические поверхности (малого и большого диаметра и профильную коническую поверхность) см. фиг.1 описания, обрабатывают вначале по цилиндрической поверхности малого диаметра с уменьшением толщины стенки и увеличением длины, на сборной оправке, затем останавливают процесс вытяжки с остановкой вращения шпинделя и остановкой перемещения ролика, перефиксацией заготовки и последующей обработкой конуса и цилиндра большого диаметра прямой ротационной вытяжкой (выдавливанием).
Недостатком данного способа является необходимость остановки процесса ротационной вытяжки и необходимость перефиксации заготовки. Это снижает производительность, а также не позволяет получать детали большой длины из-за невозможности перемещения втулки оправки на большую длину (см. фиг.2 описания).
В «Способе ротационной вытяжки» полых сложнопрофильных деталей патент №2279942, принятый авторами за прототип, в котором исходную заготовку устанавливают на оправку, имеющую цилиндрический и профильный участки, фиксируют на цилиндрическом участке оправки и воздействуют на заготовку деформирующими роликами, первоначально за один или несколько переходов формируют профильный участок путем перемещения роликов по различным траекториям, а затем после освобождения цилиндрического участка от фиксации заготовку фиксируют на профильном участке и осуществляют формообразование цилиндрического участка путем перемещения роликов в противоположном направлении. После каждого перехода заготовку смещают в осевом направлении от большего диаметра к меньшему, обеспечивая равномерное распределение деформации по переходам на профильном участке.
Как видно из этого технического решения процесс ротационной вытяжки деталей сложного профиля осуществляется за несколько формообразующих операций. Вначале - ротационный обжим профильного участка за один или несколько проходов (см. фиг.1 описания), а после - переустановка и перефиксации; затем - ротационная вытяжка цилиндрического участка с изменением направления перемещения роликов на противоположное от профильного участка к шпинделю (см. фиг.3 описания) на различном оборудовании и на различных оправках (см. пример описания).
Таким образом, задачей данного технического решения являлось создание способа обработки заготовок с раздельными формоизменяющими операциями - ротационного обжима профильного участка и ротационной вытяжки цилиндрического участка.
К причинам, препятствующим достижению указанного технического результата при использовании известного способа, принятого авторами за прототип, относятся:
- необходимость проведения нескольких формообразующих операций - ротационного обжима профильного участка и ротационной вытяжки цилиндрического участка с переустановкой и перефиксацией заготовок, что повышает трудоемкость изготовления деталей,
- необходимость переустановки и перефиксации, что снижает точность взаимного расположения элементов поверхностей детали относительно друг друга за счет погрешности базирования заготовки на различных операциях и ограничивает тем самым возможность применения указанного способа.
Общими признаками с предлагаемым авторами способом является установка исходной заготовки на оправку, имеющую цилиндрические и профильный участки, фиксация на цилиндрическом участке оправки и воздействие на заготовку деформирующими роликами за один или несколько переходов.
В отличие от прототипа в предлагаемом авторами способе ротационной вытяжки тонкостенных деталей сложного профиля на каждом переходе формируют по оправке без остановок вначале цилиндрический участок заготовки большего диаметра, затем профильный участок, после чего цилиндрический участок меньшего диаметра, причем на первом переходе формируют заготовку с постоянной толщиной стенки, на последующих переходах - с переменной толщиной стенки и со смещением входа и выхода роликов из заготовки, а между переходами выполняют термообработку.
В частных случаях, то есть в конкретных формах выполнения, изобретение характеризуется следующими признаками:
- формообразование заготовки на каждом переходе осуществляют по оправке, профиль которой соответствует внутреннему профилю готовой детали;
- формообразование заготовки осуществляют при утонении стенки с суммарной степенью деформации (5-90)%;
- формообразование заготовки на первом переходе осуществляют со степенью деформации при утонении стенки, составляющей (1-10) % от суммарной степени деформации;
- формообразование заготовки на последующих переходах выполняют со смещением входа и выхода роликов из заготовки на профильном участке в направлении к середине заготовки или от ее середины к торцам на расстояние не менее одной толщины стенки заготовки от зон сопряжения цилиндрических участков с профильным;
- формообразование заготовки на последующих переходах на профильном участке осуществляют с толщиной стенки, возрастающей в направлении от большего диаметра к меньшему;
- при термообработке выполняют рекристаллизационный смягчающий отжиг.
Именно это позволяет сделать вывод о наличии причинно-следственной связи между совокупностью существующих признаков заявляемого технического решения и достигаемым техническим результатом.
Указанные признаки, отличительные от прототипа и на которые распространяется испытываемый объем правовой охраны, во всех случаях достаточны.
Задачей предлагаемого изобретения является обеспечение возможности ротационной вытяжки тонкостенных деталей сложного профиля с переменной толщиной стенки при высокой устойчивости процесса деформирования с обеспечением высокой точности геометрических параметров, качества поверхности и высокой производительности.
Указанный технологический результат при осуществлении изобретения достигается тем, что в известном способе, включающем установку заготовки на оправку, имеющую цилиндрические и профильный участки, фиксирование ее на цилиндрическом участке оправки и воздействие на заготовку деформирующими роликами за один или несколько переходов, особенность заключается в том, что на каждом переходе формируют по оправке без остановок вначале цилиндрический участок заготовки большего диаметра, затем профильный участок, после чего цилиндрический участок меньшего диаметра, причем на первом переходе формируют заготовку с постоянной толщиной стенки, на последующих переходах - с переменной толщиной стенки и со смещением входа и выхода роликов из заготовки на профильном участке, а между переходами выполняют термообработку.
Новая совокупность операций, а также наличие связей между ними позволяют, в частности, за счет:
- формирования заготовки на каждом переходе по оправке без остановок вначале цилиндрического участка заготовки большего диаметра, затем профильного участка, после чего цилиндрического участка меньшего диаметра обеспечить высокую производительность в связи с отсутствием переустановки и перефиксации заготовки, а также обеспечить высокую точность взаимного расположения цилиндрических и профильной поверхностей при высокой устойчивости процесса деформации деформирования в результате непрерывной обработки на одной оправке без переустановки и перефиксации;
- формирования заготовки на первом переходе с постоянной толщиной стенки, а на последующих с переменной толщиной разделить деформацию на ротационный обжим, характеризующийся изменением наружного диаметра и незначительным утонением стенки на первом переходе с постоянной толщиной на всех участках деформирования и на ротационную вытяжку на последних переходах с незначительным изменением наружного диаметра заготовки и значительным изменением толщины стенки на профильном участке переменного характера и этим обеспечить высокую устойчивость процесса формообразования без гофр и утяжек, заявители объясняют этот эффект разделения деформации по виду ротационной вытяжки тем, что в очагах деформирования на первом переходе при ротационном обжиме реализуются в основном напряжения радиальные сжимающие, а на последующих - растягивающие осевые напряжения в направлении течения металла вдоль оправки, тогда как при одновременном обжиме и утонении стенки эти напряжения суммируются, течение металла изменяется на «от оправки», что приводит к потере устойчивости в виде гофр и утяжек;
- формирования заготовки на последующих переходах со смещением входа и выхода роликов из заготовки на профильном участке обеспечить разделения деформации по длине, так как смещение начала и окончания деформирования стенки на профильном участке от зон сопряжения позволяет избежать «скачков» напряжений в этих зонах и изменения направления течения металла на «от оправки», а не вдоль ее образующей и в конечном итоге избежать появления гофр и вспучиваний металла в зонах сопряжения цилиндрических и профильных участков;
- выполнения между переходами термообработки изменить механические свойства материала, получить деталь сложного профиля со значительным утонением стенки с необходимыми механическими свойствами.
Признаки, характеризующие изобретение в конкретных формах выполнения, позволяют, в частности, за счет:
- формообразования заготовки на каждом переходе по оправке, профиль которой соответствует внутреннему профилю готовой детали, повысить устойчивость процесса формообразования, так как на всем протяжении образующей профиля оправки осуществляется постоянный контакт оправки с заготовкой и заготовки с роликами в очагах деформации, что предупреждает образование горф и волнистости на обрабатываемой поверхности;
- утонения стенки с суммарной степенью деформации (5-90)% обеспечить возможность получения тонкой стенки переменной толщины;
- утонения стенки заготовки на первом переходе со степенью деформации (1-10)% от суммарной степени деформации повысить устойчивость процесса формоизменения и точность геометрических размеров, так как в этом случае происходит разделение деформации на ротационный обжим на первом переходе с небольшим утонением стенки и на ротационную вытяжку со значительным утонением стенки на последующих переходах с большей степенью суммарной деформации (до 90%),
- смещения на последующих в направлении к середине заготовки или от ее середины к торцам на расстояние не менее одной толщины стенки от зон сопряжения цилиндрических участков с профильным разделить деформацию по длине заготовки, что обеспечивает высокую устойчивость процесса формирования, предупреждая образование горф в сопрягаемых зонах, которые характеризуются нарушением плавности нарастания деформаций вдоль линий тока (вдоль образующей оправки); из теории обработки металлов давлением известно образование горф в зонах изменения внутреннего профиля деталей и, соответственно, профиля оправки; величина входа и выхода роликов на профильном участке на расстояние не менее одной толщины стенки от зон сопряжения участков является оптимальной и выбрана из условия обеспечения устойчивости процесса деформирования в зонах сопряжения цилиндрических и профильного участков, так как при близком расстоянии входа и выхода роликов к зонам сопряжения (менее одной толщины стенки) образуются гофры и утяжки;
- формообразования заготовки на последующих переходах на профильном участке с толщиной стенки, возрастающей в направлении от большего диаметра к меньшему, обеспечить высокую устойчивость процесса деформирования, так как увеличение толщины стенки с уменьшением диаметра в процессе ротационного обжима в направлении от большего диаметра к меньшему создает наиболее благополучное напряженно-деформированное состояние, так как увеличение толщины с уменьшением диаметра является естественным свойством обжима и, следовательно, формоизменяя заготовку с увеличением толщины стенки, при уменьшении диаметра получают совпадение течения металла вдоль оправки с траекторией перемещения роликов, что в конечном итоге повышает устойчивость процесса деформирования и снижает возможность гофрообразования, а также дает возможность повысить степень деформации на переходах и суммарную степень деформации (до 90%);
- выполнения промежуточной между переходами термообработки в виде рекристаллизационного смягчающего отжига обеспечить снятие внутренних напряжений и наклепа, повышение пластических свойств (снижение предела прочности и повышение относительного удлинения), что позволяет достичь высокой суммарной степени деформации при высокой устойчивости процесса формообразования; к тому же процессы рекристаллизационного отжига характеризуется высокими температурами и достаточным временем выдержки при этой температуре, различными для различных марок стали, алюминиевых и других сплавов, обеспечивающими процессы «рекристаллизации» (термин ГОСТа, принятый в технической литературе), сущность которого в структурных изменениях материала, обеспечивающих возвращение его пластических свойств.
Признаки, отличающие предлагаемое техническое решение от прототипа, не выявлены в других технических решениях и не известны из уровня техники в процессе проведения патентных исследований, что позволяет сделать выводы о соответствии изобретения критерию «новизны».
Исследуя уровень техники в ходе проведения патентного поиска по всем видам сведений, доступных в странах бывшего СССР и зарубежных странах, обнаружено, что предлагаемое техническое решение явным образом не следует из известного на сегодня уровня техники, следовательно, можно сделать вывод о соответствии критерию «изобретательский уровень».
Сущность изобретения заключается в том, что в способе ротационной вытяжки тонкостенных деталей сложного профиля, при котором заготовку устанавливают на оправку, имеющую цилиндрические и профильный участки, фиксируют на цилиндрическом участке оправки и воздействуют на заготовку деформирующими роликами за один или несколько переходов, в отличие от прототипа, согласно изобретению, на каждом переходе формируют по оправке без остановок вначале цилиндрический участок заготовки большего диаметра, затем профильный участок и после чего цилиндрический участок меньшего диаметра, причем на первом переходе формируют заготовку с постоянной толщиной стенки, на последующих переходах - с переменной толщиной стенки и со смещением входа и выхода роликов из заготовки на профильном участке, а между переходами выполняют термообработку.
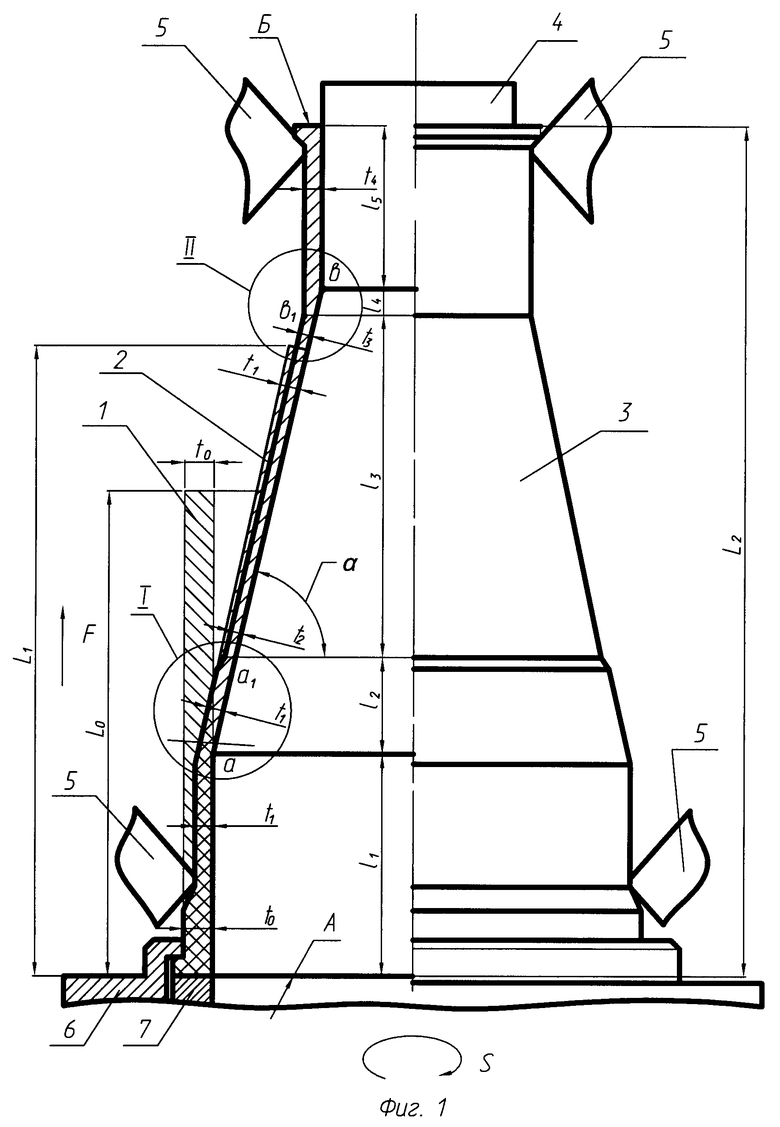
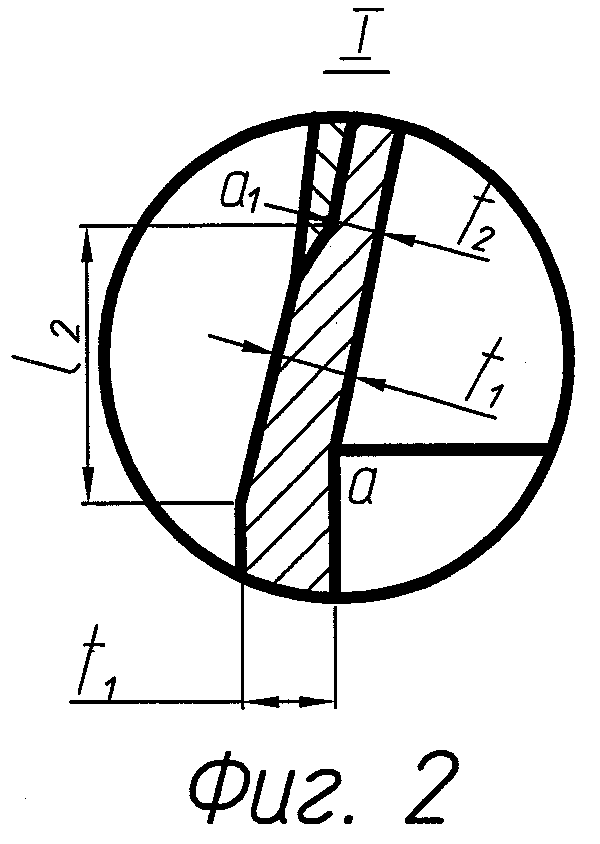
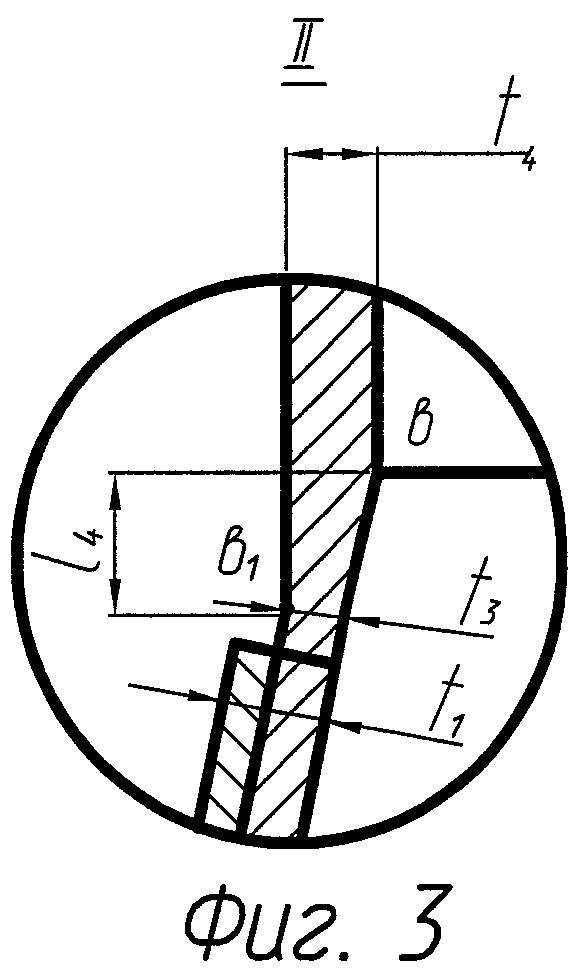
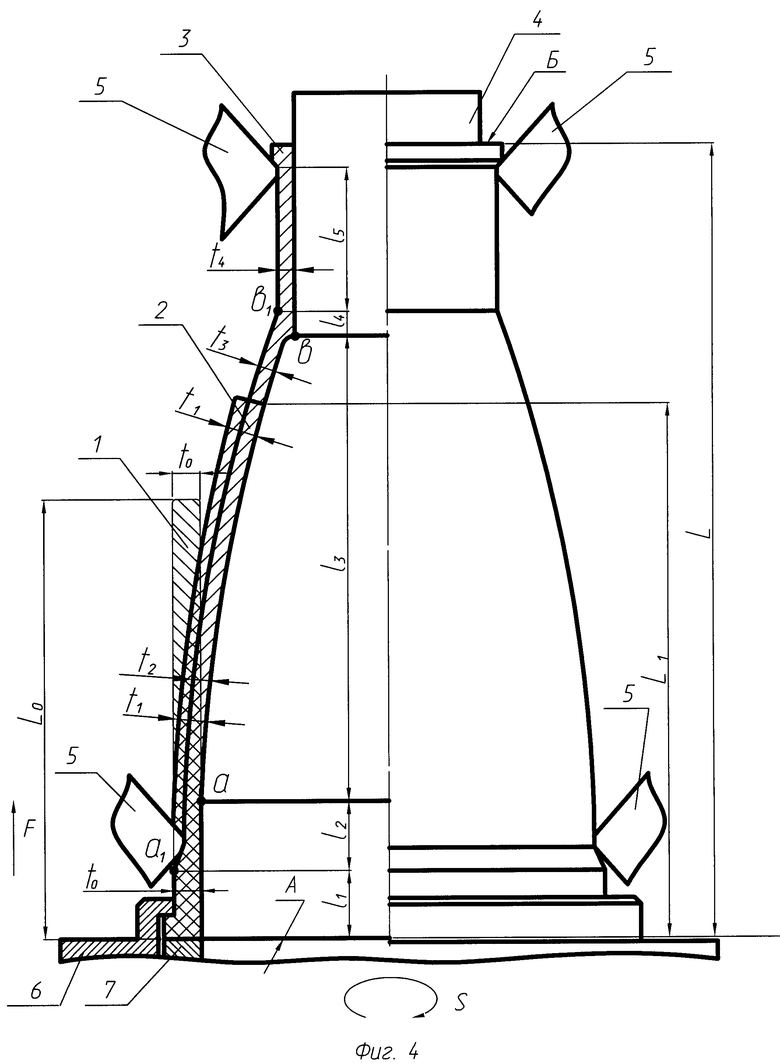
Сущность изобретения поясняются чертежами, где на фиг.1 и фиг.4 изображена заготовка 1 в исходном состоянии, заготовка 2 после первого перехода, заготовка 3 после последнего перехода ротационной вытяжки, оправка 4 и ролики 5 в начале и в конце ротационной вытяжки - на первом и последнем переходах, прижимное кольцо 6 и съемник 7, на фиг.2 и фиг.3 - вырезы I и II зон входа и выхода роликов из заготовки.
Заготовка 1 обозначена толщиной стенки t0 (мм) и длиной L0 (мм), заготовка 2 с длиной большего цилиндрического участка l1 (мм), общей длиной L1 и толщиной t1 (мм) большего цилиндрического и профильного участков.
Заготовка 3 - с длинами большего цилиндрического участка - l1 (мм), участка, сопряженного с большим цилиндрическим и профильным участком - l2 (мм), профильного участка - l3 (мм), участка, сопряженного с профильным и малым цилиндрическим участком - l4 (мм), меньшего цилиндрического участка - l5 (мм); с толщинами: t1 (мм) - большего цилиндрического участка на длине l1 (мм), t1 (мм) - профильного участка на длине l2 (мм) (фиг.1, фиг.2), t2 (мм) и t3 (мм) профильного участка на длине l3 (мм), t3 и t4 на длине переходного участка l4 (мм), t4 (мм) на длине l5 мм) меньшего цилиндрического участка; l2 (мм) - величина смещения входа роликов в профильный участок в направлении от торцов А и Б к середине заготовки (фиг.1 и фиг.2) и от середины заготовки к торцам А и Б (фиг.4), l4 (мм) величина смещения выхода роликов из профильного участка заготовки в направлении к середине заготовки (фиг.1, фиг.3), от середины заготовки к торцам А и Б (фиг.4), от зон «а» и «в» - зон перехода цилиндрических участков в профильный, к зонам «a1» и «в1» - зонам входа и выхода роликов на профильном участке заготовки 3 (фиг.1, фиг.2, фиг.3, фиг.4).
Вышеописанный способ ротационной вытяжки осуществляется следующим образом.
Исходную заготовку 1, изготовленную из трубы путем резки ее на заготовки и механической обработки, устанавливают на оправку 4, фиксируют на цилиндрическом участке оправки у торца А (фиг.1 и фиг.2), прижимая выступ заготовки кольцом 6 к опорной поверхности съемника 7. Задают вращение шпенделя S (мин-1) с оправкой 4 и заготовкой 1 и перемещение роликов 5 с подачей F (мм/мин).
Затем на первом переходе формируют по оправке без остановок вначале цилиндрический участок большего диаметра длиной l1 (мм) с толщиной стенки l1 (мм), затем профильный участок с углом α° с толщиной стенки t1 (мм) на длине L1 (мм), таким образом толщину стенки на первом переходе выбирают постоянной величиной - t1 (мм).
Затем освобождают обработанную заготовку 3 от фиксации с кольцом 6 и удаляют съемником 7 с оправки 4.
После чего выполняют термообработку - рекристаллизационный смягчающий отжиг, восстанавливающий структуру и свойства наклепанного металла при температуре Т≈0,4 Tпл, для сталей Т=600-700°С, для алюминия и его сплавов Т=250-350°С (см. книгу «Металловедение» А.П.Гуляев, Москва 1951 г., табл. №12, стр.133).
На последнем переходе заготовку формируют с переменной толщиной стенки t2, t3, t4 (мм) соответственно на длинах l2, l3, l4 и l5 (мм).
Вход роликов 5 на профильном участке осуществляют в зоне «a1» со смещением в направлении от торца А к середине заготовки (фиг.1, фиг.2), от середины к торцу А (фиг.4), равным l2 (мм) от зоны «а1» - зоны сопряжения цилиндрического участка большего диаметра с профильным, l2 - не менее одной толщины стенки t0 (мм). Толщину стенки на профильном участке выдерживают переменной возрастающей в направлении от большего диаметра к меньшему, от t2 до t3 (мм). Выход роликов 5 на профильном участке выполняют в зоне «в1» со смещением в направлении от торца Б к середине заготовки (фиг.1, фиг.3), от середины заготовки к торцу Б (фиг.4), равным l4 (мм) от зоны «в» - зоны сопряжения профильного участка с цилиндрическим участком меньшего диаметра; смещение l4 - не менее одной толщины стенки t0 (мм).
После выхода роликов 5 с профильного участка из зоны «в1» формируют цилиндрический участок меньшего диаметра длиной l5 (мм) толщиной t4 (мм).
Затем освобождают обработанную заготовку 3 от фиксации с кольцом 6 и удаляют съемником 7 с оправки 4.
Пример 1
Заготовки из стальных горячекатаных труб ⌀219×12 мм после резки труб на заготовки и механической обработки (t0=7,45 мм и L0=200 мм) устанавливают на оправку, фиксируют на оправке, прижимая выступ заготовки прижимным кольцом к опорной поверхности съемника, затем на первом переходе формируют по оправке без остановок, вначале цилиндрический участок большего диаметра, толщиной t1=7,0 мм на длине l1=35 мм, затем профильный участок с углом а=9°30', с толщиной стенки t1=7,0 мм на длине L1=225 мм.
Таким образом, толщину стенки t1 (мм) на первом переходе на всех участках формоизменения выдерживают постоянной (t1=7,0 мм - const) со степенью деформации  ε1=6.04%, что на большом цилиндрическом участке является суммарной и укладывается в пределах (5-90)% в соответствии с формулой изобретения.
ε1=6.04%, что на большом цилиндрическом участке является суммарной и укладывается в пределах (5-90)% в соответствии с формулой изобретения.
Затем выполняют рекристаллизационный смягчающий отжиг при температуре 650±30°С (Сталь 10, 20, 35 и т.п.).
После чего на последующем втором переходе, последнем в данном примере, формируют по оправке без остановок профильный участок углом а=9°30'.
Ролики на профильном участке входят в зоне a1 со смещением l2=45 мм в направлении от торца А к середине заготовки, считая от зоны «а» зоны сопряжения большего цилиндрического и профильного участков, т.е. величина смещения l2=45 мм больше толщины стенки заготовки t0=7,45 мм (l2>t0), что соответствует формуле изобретения.
Профильный участок формируют с переменной толщиной стенки, возрастающей в направлении от большего диаметра к меньшему от t2=2,3 мм до t3=2,8 мм на длине l3=150 мм, что соответствует формуле изобретения (t3>t2).
Ролики выходят с профильного участка в зоне «в1» со смещением l4=20 мм от зоны «в» - зоны сопряжения меньшего цилиндрического участка с профильным в направлении от торца Б к середине заготовки, т.е. величина смещения больше толщины стенки заготовки t0=7,45 мм (l4>t0), что соответствует формуле изобретения.
Суммарная степень деформации при формировании заготовки за два перехода:

что соответствует формуле изобретения (ε=(5-90)%).
Затем роликами после выхода с профильного участка (зона «в») без остановки формируют меньший цилиндрический участок с толщиной стенки t4=6,0 мм на длине 125 мм со степенью деформации

которая укладывается в пределах ε=(5-90)% и соответствует формуле изобретения.
Кроме того, степень деформации при формировании заготовки на первом переходе ε1=6,04% составляет  от суммарной степени деформации (ε=69,1%), что укладывается в пределах (1-10)% в соответствии с формулой изобретения.
от суммарной степени деформации (ε=69,1%), что укладывается в пределах (1-10)% в соответствии с формулой изобретения.
После окончания обработки заготовку освобождают от фиксации и удаляют съемником с оправки.
Пример 2.
Заготовку из стальных горячекатаных труб ⌀102×7 мм после резки труб на заготовки и механической обработки (t0=2,5 мм и L0=180 мм) устанавливают на оправку, фиксируют на цилиндрическом участке оправки, прижимая выступ заготовки прижимным кольцом к съемнику, затем на первом переходе формируют по оправке без остановок вначале цилиндрический участок большего диаметра с D1=94,6 мм, толщиной t1=2,3 мм, на длине l1=35 мм, затем профильный участок с t1=2,3 мм на длине L1=190 мм, т.е. с постоянной толщиной стенки - t1=2,3 мм со степенью деформации 
Затем выполняют рекристаллический смягчающий отжиг при температуре 650±30°С (сталь 10, 20, 35).
После чего на втором переходе формируют по оправке без остановок профильный участок с радиусом R=1643 мм и длинами: l2=25 мм, l3=174 мм и l4=3.0 мм с толщиной t2=1,0 мм и t3=1,5 мм в зонах «а» и «в» - зонах перехода профильного участка в цилиндрические.
Ролики на профильном участке входят в зоне «a1» со смещением l2=25 мм в направлении от середины заготовки к торцу А, считая от зоны «а» - зоны сопряжения большего цилиндрического и профильного участков, т.е. величина смещения больше толщины стенки заготовки - t0=2,5 мм (l2>t0), что соответствует формуле изобретения.
Профильный участок формируют с переменной толщиной стенки, возрастающей в направлении от большего диаметра к меньшему от t2=1.0 мм до t3=1,5 мм на длине l3=174 мм, что также соответствует формуле изобретения (t3>t2).
Ролики выходят с профильного участка в зоне «в1» со смещением l4=3,0 мм от зоны «в» - зоны сопряжения меньшего цилиндрического участка с профильным в направлении от середины заготовки к торцу Б, т.е. величина смещения l4=3,0 мм больше толщины стенки заготовки - t0=2.5 мм (l4>t0).
Суммарная степень деформации при деформации заготовки за два перехода 
что соответствует формуле изобретения (ε1=(5÷90)%).
Затем роликами без остановки формируют цилиндрический участок меньшего диаметра, толщиной стенки t4=1,0 мм на длине l5=37 мм.
Кроме того, степень деформации на первом переходе (ε1=4%) составляет  от суммарной степени деформации (ε2÷60%), что укладывается в пределах (1÷10)% в соответствии с формулой изобретения.
от суммарной степени деформации (ε2÷60%), что укладывается в пределах (1÷10)% в соответствии с формулой изобретения.
После окончания обработки заготовку освобождают от фиксации и удаляют съемником с оправки.
Выполнение способа ротационной вытяжки в соответствии с изобретением за счет высокой устойчивости процесса деформации обеспечивает возможность изготовления тонкостенных деталей сложного профиля с переменной толщиной стенки с высокой точностью геометрических размеров, качеством обработанной поверхности и высокой производительностью.
Изобретение может быть использовано при производстве различных тонкостенных оболочек сложного профиля из сталей и алюминиевых сплавов с концевыми утолщениями и переменной толщиной стенки.
Указанный положительный эффект подтвержден испытаниями опытных образцов и опытных партий деталей, изготовленных по данному способу.
В настоящее время разработана техническая документация, проведены испытания и намечено серийное производство продукции по предложенному способу.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РОТАЦИОННОЙ ВЫТЯЖКИ ОБОЛОЧЕК ИЗ ТРУБНЫХ ЗАГОТОВОК И ТРУБНАЯ ЗАГОТОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК РОТАЦИОННОЙ ВЫТЯЖКОЙ | 2009 |
|
RU2405646C1 |
| СПОСОБ РОТАЦИОННОЙ ВЫТЯЖКИ ПОЛЫХ СЛОЖНОПРОФИЛЬНЫХ ДЕТАЛЕЙ | 2004 |
|
RU2279942C1 |
| СПОСОБ РОТАЦИОННОЙ ВЫТЯЖКИ ТОНКОСТЕННЫХ ОБОЛОЧЕК С УТОЛЩЕНИЯМИ | 2010 |
|
RU2449848C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ СОСУДОВ ВЫСОКОГО ДАВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2465090C1 |
| СПОСОБ РОТАЦИОННОЙ ВЫТЯЖКИ ОБОЛОЧЕК СЛОЖНОГО ПРОФИЛЯ | 2006 |
|
RU2343035C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ОБОЛОЧЕК С ПЕРИОДИЧЕСКИМ ПРОФИЛЕМ БОЛЬШОГО ДИАМЕТРА | 2009 |
|
RU2426618C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ КОРПУСОВ ПЕРЕМЕННОГО СЕЧЕНИЯ | 2011 |
|
RU2461436C1 |
| СПОСОБ РОТАЦИОННОЙ ВЫТЯЖКИ ПОЛЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ | 1996 |
|
RU2106217C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ ПРОФИЛЬНЫХ ОБОЛОЧЕК | 2007 |
|
RU2356675C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2010 |
|
RU2426617C1 |
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении тонкостенных деталей сложного профиля ротационной вытяжкой из трубной заготовки. Заготовку устанавливают на оправку, имеющую цилиндрические и профильный участки. Заготовку фиксируют на цилиндрическом участке оправки и воздействуют на нее деформирующими роликами за один или несколько переходов. На каждом переходе формируют по оправке без остановок вначале цилиндрический участок заготовки большего диаметра, после чего профильный участок и затем цилиндрический участок меньшего диаметра. На первом переходе формируют заготовку с постоянной толщиной стенки. На последующих переходах - с переменной толщиной стенки и со смещением входа и выхода роликов из заготовки. Между переходами осуществляют термообработку заготовки. В результате обеспечивается повышение точности геометрических параметров полученных деталей и улучшение качества их поверхности, а также повышение производительности процесса ротационной вытяжки. 6 з.п. ф-лы, 4 ил.
1. Способ ротационной вытяжки тонкостенных деталей сложного профиля, включающий установку трубной заготовки на оправке, имеющей цилиндрические и профильный участки, фиксирование заготовки на цилиндрическом участке оправки и воздействие на заготовку деформирующими роликами за один или несколько переходов, отличающийся тем, что на каждом переходе формируют по оправке без остановок вначале цилиндрический участок заготовки большего диаметра, после чего профильный участок и затем цилиндрический участок меньшего диаметра, причем на первом переходе формируют заготовку с постоянной толщиной стенки, на последующих переходах - с переменной толщиной стенки и со смещением входа и выхода роликов из заготовки, а между переходами осуществляют термообработку заготовки.
2. Способ по п.1, отличающийся тем, что формирование заготовки на каждом переходе осуществляют по оправке, профиль которой соответствует внутреннему профилю готовой детали.
3. Способ по п.1, отличающийся тем, что формирование заготовки осуществляют при утонении стенки с суммарной степенью деформации (5-90)%.
4. Способ по п.1, отличающийся тем, что формирование заготовки на первом переходе осуществляют со степенью деформации при утонении стенки, составляющей (1-10)% от суммарной степени деформации.
5. Способ по п.1, отличающийся тем, что формирование заготовки на последующих переходах выполняют со смещением входа и выхода роликов из заготовки на профильном участке в направлении к середине заготовки или от ее середины к торцам на расстояние не менее одной толщины стенки заготовки от зон сопряжения цилиндрических участков с профильным.
6. Способ по п.1, отличающийся тем, что формирование заготовки на последующих переходах на профильном участке осуществляют с толщиной стенки, возрастающей в направлении от большего диаметра к меньшему.
7. Способ по п.1, отличающийся тем, что при термообработке выполняют рекристализационный смягчающий отжиг.
| СПОСОБ РОТАЦИОННОЙ ВЫТЯЖКИ ПОЛЫХ СЛОЖНОПРОФИЛЬНЫХ ДЕТАЛЕЙ | 2004 |
|
RU2279942C1 |
| СПОСОБ РОТАЦИОННОЙ ВЫТЯЖКИ ПОЛЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ | 1996 |
|
RU2106217C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНЫХ ОБОЛОЧЕК | 2007 |
|
RU2346776C1 |
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |

