1
Изобретение относится к области металлообработки.
По основному авт. св. № 261110 известен способ обработки винтовых поверхностей типа лопастей гребных винтов постоянного шага с наклонной прямолинейной образующей, по которому вращающемуся инструменту и заготовке сообщают движения, образующие винтовую поверхность, при этом применяют инструмент в форме однополостного гиперболоида, ось которого устанавливают на некотором расстоянии от оси заготовки в плоскости, перпендикулярной этой оси.
Недостатком способа является непостоянство формы образующей обработанной поверхности аксиально-переменного щага, так как не обеспечивается линейный контакт рабочей поверхности инструмента с винтовой поверхностью аксиально-переменного шага с прямолинейной образующей.
Целью изобретения является повышение точности формообразования винтовых поверхностей аксиально-переменного шага.
Это достигается тем, что инструменту сообщают дополнительное прямолинейное
движение с плоскости, перпендикулярной оси винтовой поверхности. Благодаря этому отличительному признаку исключается пересечение рабочей поверхности инструмента с заданной винтовой поверхностью при изменении ее аксиального шага, обеспечивается линейный или близкий к нему контакт этих поверхностей, и как следствие, повыщение точности формообразования.
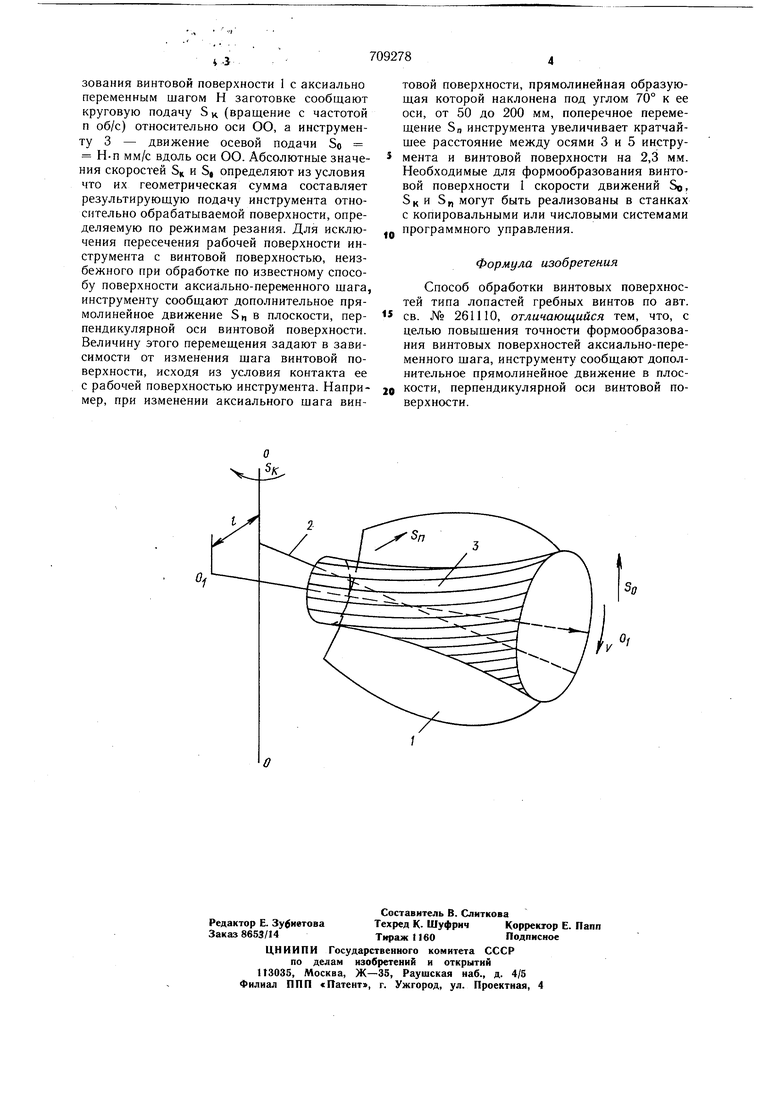
На приведенном чертеже изображено относительное положение инструмента и заготовки и сообщаемые им движения при обработке винтовой поверхности аксиальнопеременного шага.
Для обработки винтовой поверхности 1 с прямолинейной образующей 2, наклонной под углом ft к оси ОО, применяют инструмент 3 с рабочей поверхностью в форме однополостного гиперболоида. Ось О| О, инструмента 3 устанавливают в плоскости, перпендикулярной оси ОО винтовой поверхности, на расстоянии , непрерывно изменяемой в процессе обработки. Инструменту 3 сообщают вращение V вокруг оси О, О, со скоростью движения резания, определяемой по режимам резания. Для формообразования винтовой поверхности 1 с аксиально переменным шагом Н заготовке сообщают круговую подачу S к (вращение с частотой п об/с) относительно оси ОО, а инструменту 3 - движение осевой подачи So Н-п мм/с вдоль оси ОО. Абсолютные значения скоростей SK и S, определяют из условия что их геометрическая сумма составляет результирующую подачу инструмента относительно обрабатываемой поверхности, определяемую по режимам резания. Для исключения пересечения рабочей поверхности инструмента с винтовой поверхностью, неизбежного при обработке по известному способу поверхности аксиально-переменного шага, инструменту сообщают дополнительное прямолинейное движение 5ц в плоскости, перпендикулярной оси винтовой поверхности. Величину этого перемещения задают в зависимости от изменения шага винтовой поверхности, исходя из условия контакта ее с рабочей поверхностью инструмента. Например, при изменении аксиального шага винтовой поверхности, прямолинейная образующая которой наклонена под углом 70° к ее оси, от 50 до 200 мм, поперечное перемещение Sn инструмента увеличивает кратчайшее расстояние между осями 3 и 5 инструмента и винтовой поверхности на 2,3 мм. Необходимые для формообразования винтовой поверхности 1 скорости движений So, SK и Sn могут быть реализованы в станках с копировальными или числовыми системами программного управления.
Формула изобретения
Способ обработки винтовых поверхностей типа лопастей гребных винтов по авт. св. № 261110, отличающийся тем, что, с целью повышения точности формообразования винтовых поверхностей аксиально-переменного шага, инструменту сообщают дополнительное прямолинейное движение в плоскости, перпендикулярной оси винтовой поверхности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ВИНТОВЫХ ПОВЕРХНОСТЕЙ ТИПА ЛОПАСТЕЙ ГРЕБНЫХ ВИНТОВ | 1970 |
|
SU261110A1 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ ВИНТОВ | 2006 |
|
RU2306201C1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ ВИНТОВ | 2006 |
|
RU2306202C1 |
| СПОСОБ СОВМЕЩЕННОЙ ТОКАРНО-АБРАЗИВНО-АЛМАЗНОЙ ОБРАБОТКИ | 2001 |
|
RU2210464C2 |
| СПОСОБ ОБРАБОТКИ КОМПЛЕКТА ВИНТОВ | 2008 |
|
RU2381877C1 |
| Инструмент для обработки винтовыхпОВЕРХНОСТЕй | 1979 |
|
SU852462A1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ ВИНТОВ С КРУГЛОЙ ВИНТОВОЙ ПОВЕРХНОСТЬЮ | 2006 |
|
RU2306199C1 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ ВИНТОВ С КРУГЛОЙ ВИНТОВОЙ ПОВЕРХНОСТЬЮ | 2006 |
|
RU2306200C1 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ КОМПЛЕКТА ВИНТОВ | 2008 |
|
RU2387522C1 |
| Способ обработки винтовых канавок переменного шага и сечения на телах вращения | 1990 |
|
SU1745435A1 |
О/
