Изобретение относится к обработке материалов резанием и может быть использовано при изготовлении винтовых канавок с переменным сечением профиля, например канавок шнеков термопластавтоматов.
Целью изобретения является повышение производительности обработки винтовых канавок переменного шага и сечения.
На фиг. 1 изображена заготовка 1; на фиг. 2 - вид А на фиг. 1; на фиг, 3 - разрез Б-Б на фиг. 2; на фиг. 4 - вариант обработки с наклоном оси заготовки 1.
Заготовка 1 (фиг. 1) представляет собой тело вращения, на котором обрабатывают винтовую канавку. Дно В канавки формируется участками образующих конуса впадин, ось которого совпадает с осью X1 заготовки и осью X системы координат станка.
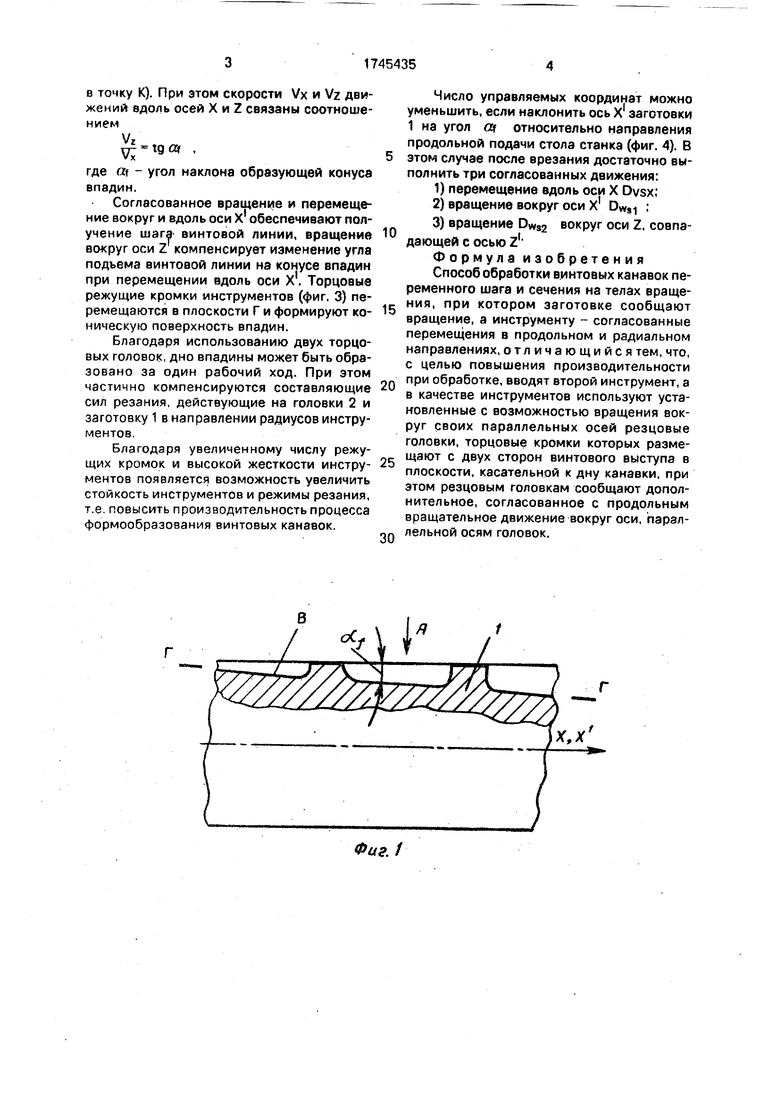
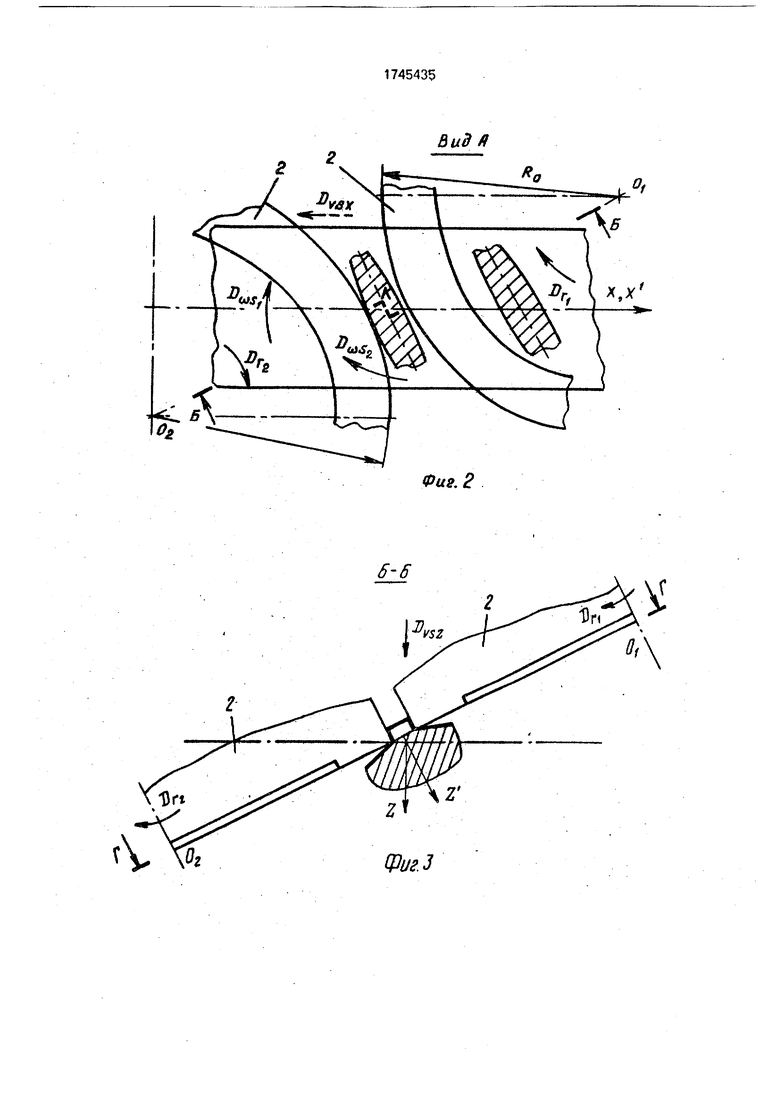
Резцовые головки 2 (фиг 2 и 3) с радиусами RO установлены на шпинделях с параллельными осями Oi и Оа Резцовые головки могут поворачиваться вокруг оси Z, параллельной осям резцовых головок и перпендикулярной к плоскости Г, касательной к конусу впадин (см. фиг. 1) Резцовым головкам 2 сообщаются главные вращательные движения резания Dri и ОГ2 Затем осуществляют врезание, после чего согласованно выполняются четыре движения:
1.Вращение заготовки DWSI вокруг оси
X.
2.Перемещение Dvsx заготовки вдоль осей X и X1 или инструмента.
3.Перемещение Dvsz инструмента вдоль оси Z системы координат станка.
4.Вращение DWs2 резцовых головок вокруг оси Z1 (на фиг. 2 ось Z1 проектируется
VI
4 СП СО СП
в точку К). При этом скорости Vx и Vz движений вдоль осей X и Z связаны соотношением
-to« ,
где аи - угол наклона образующей конуса впадин.
Согласованное вращение и перемещение вокруг и вдоль оси X обеспечивают получение шага винтовой линии, вращение вокруг оси Z компенсирует изменение угла подъема винтовой линии на конусе впадин при перемещении вдоль оси X. Торцовые режущие кромки инструментов (фиг. 3) перемещаются в плоскости Г и формируют коническую поверхность впадин.
Благодаря использованию двух торцовых головок, дно впадины может быть образовано за один рабочий ход. При этом частично компенсируются составляющие сил резания, действующие на головки 2 и заготовку 1 в направлении радиусов инструментов,
Благодаря увеличенному числу режущих кромок и высокой жесткости инструментов появляется возможность увеличить стойкость инструментов и режимы резания, т.е. повысить производительность процесса формообразования винтовых канавок.
0
5
0
5
0
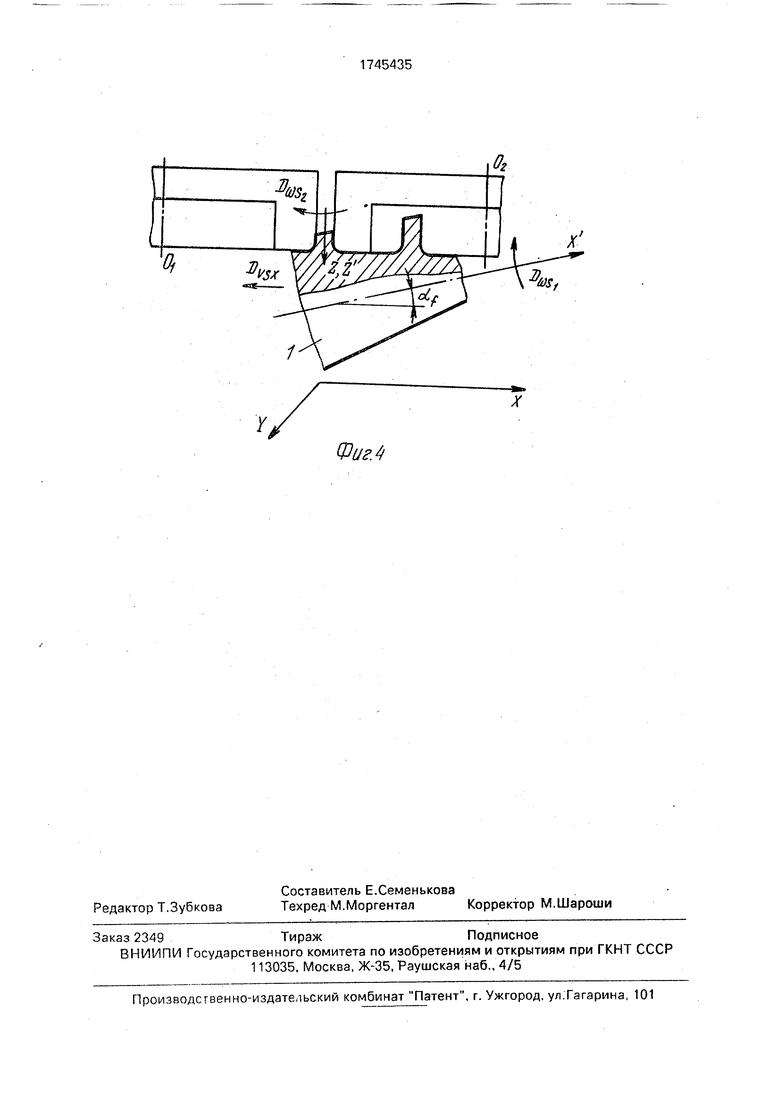
Число управляемых координат можно уменьшить, если наклонить ось X заготовки 1 на угол сц относительно направления продольной подачи стола станка (фиг. 4). В этом случае после врезания достаточно выполнить три согласованных движения:
1)перемещение вдоль оси X DVSX;
2)вращение вокруг оси X1 Dws-| :
3)вращение DWS2 вокруг оси Z. совпадающей с осью Z1
Формула изобретения Способ обработки винтовых канавок переменного шага и сечения на телах вращения, при котором заготовке сообщают вращение, а инструменту - согласованные перемещения в продольном и радиальном направлениях, отличающийся тем, что, с целью повышения производительности при обработке, вводят второй инструмент, а в качестве инструментов используют установленные с возможностью вращения вокруг своих параллельных осей резцовые головки, торцовые кромки которых размещают с двух сторон винтового выступа в плоскости, касательной к дну канавки, при этом резцовым головкам сообщают дополнительное, согласованное с продольным вращательное движение вокруг оси, параллельной осям головок.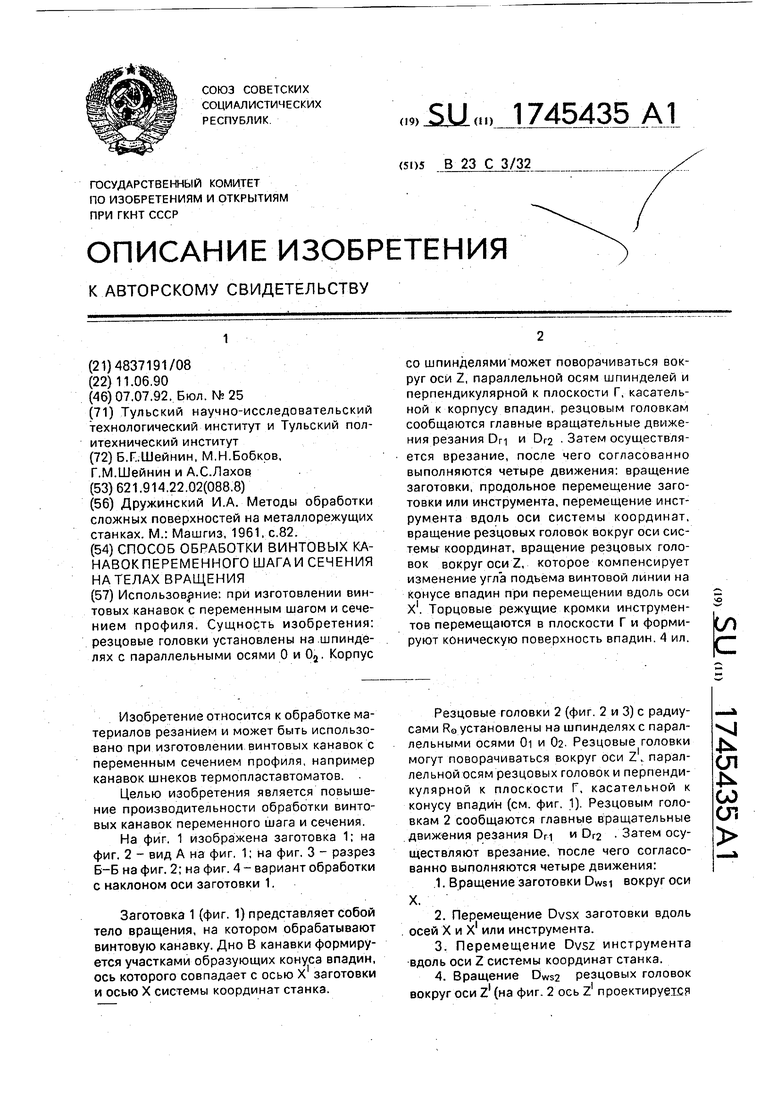
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС С КРИВОЛИНЕЙНЫМИ ЗУБЬЯМИ | 1998 |
|
RU2123410C1 |
| РЕЗЦОВАЯ ГОЛОВКА | 2006 |
|
RU2306210C1 |
| Способ обработки резанием кольцевых канавок и устройство для его осуществления | 1986 |
|
SU1414502A1 |
| Способ обработки круговых зубьев колеса конической передачи | 1990 |
|
SU1768358A1 |
| Способ обработки круговых зубьев | 1984 |
|
SU1261755A1 |
| СПОСОБ ОБРАБОТКИ ЗУБЬЕВ КОНИЧЕСКИХ КОЛЕС НА СТАНКЕ ДЛЯ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ КОЛЕС МЕТОДОМ ОБКАТКИ | 1993 |
|
RU2088386C1 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ ВИНТОВ | 2006 |
|
RU2306201C1 |
| Способ обработки фасонных поверхностей тел вращения | 1981 |
|
SU1016090A1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ ВИНТОВ | 2006 |
|
RU2306202C1 |
| СПОСОБ НАРЕЗАНИЯ ВИНТОВЫХ КАНАВОК С ПЕРЕМЕННЫМ ШАГОМ НА ФРЕЗЕРНОМ СТАНКЕ С ЧПУ | 2016 |
|
RU2621200C1 |
Использование: при изготовлении винтовых канавок с переменным шагом и сечением профиля. Сущность изобретения: резцовые головки установлены на шпинделях с параллельными осями 0 и Оа. Корпус со шпинделями может поворачиваться вокруг оси Z, параллельной осям шпинделей и перпендикулярной к плоскости Г, касательной к корпусу впадин, резцовым головкам сообщаются главные вращательные движения резания Dn и Dr2 Затем осуществляется врезание, после чего согласованно выполняются четыре движения: вращение заготовки, продольное перемещение заготовки или инструмента, перемещение инструмента вдоль оси системы координат, вращение резцовых головок вокруг оси системы координат, вращение резцовых головок вокруг оси Z, которое компенсирует изменение угла подъема винтовой линии на конусе впадин при перемещении вдоль оси X1. Торцовые режущие кромки инструментов перемещаются в плоскости Г и формируют коническую поверхность впадин 4 ил. (Л С
Фиг. f
t
Я
Y
Фиг. 4
X
| Дружинский И.А | |||
| Методы обработки сложных поверхностей на металлорежущих станках | |||
| М.: Машгиз, 1961, с.82. |
