Изобретение относится к области металлообработки комбинированным инструментом, совмещающим токарную и абразивно-алмазную обработку, и может быть использовано, главным образом, при точении и растачивании заготовок из труднообрабатываемых вязких материалов и сплавов.
Задача изобретения - повышение производительности и улучшение параметров качества, снижение высоты микронеровностей, повышение износостойкости и твердости обработанной поверхности.
Поставленная задача решается с помощью предлагаемого способа совмещенной токарно-абразивно-алмазной обработки заготовок при их точении и растачивании, включающей вращение заготовок и одновременное продольное перемещение ротационного комбинированного резца, состоящего из державки и режущего элемента, имеющего режущую кромку по всей окружности, верхнее и нижнее основания, боковую поверхность в форме цилиндрической поверхности и абразивно-алмазную часть, расположенную на его задней поверхности по образующей указанной цилиндрической поверхности, и установленного в державке на оси с возможностью вращения.
При этом используют режущий элемент, предназначенный для установки с большим отрицательным кинематическим передним углом γ, равным 50o...60o.
Кроме того, используют ротационный комбинированный резец, снабженный двумя коническими роликовыми подшипниками, предназначенными для установки на оси в сборе с режущим элементом, при этом последний выполнен в виде их наружного кольца и имеет в отверстии специально спрофилированную поверхность в виде двух усеченных прямых конусов, сопрягаемых друг с другом меньшими основаниями.
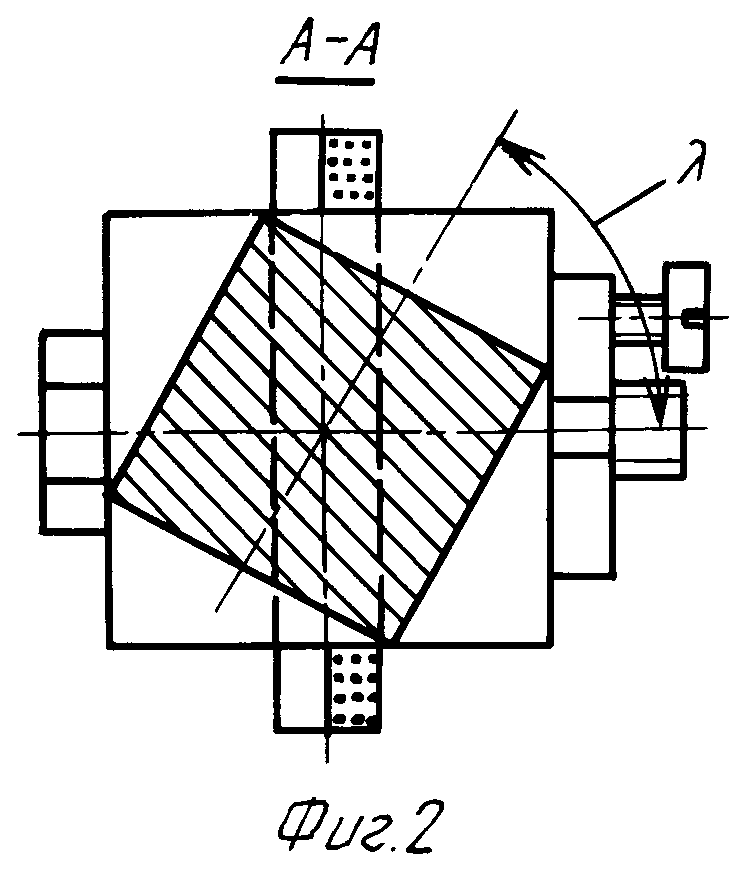
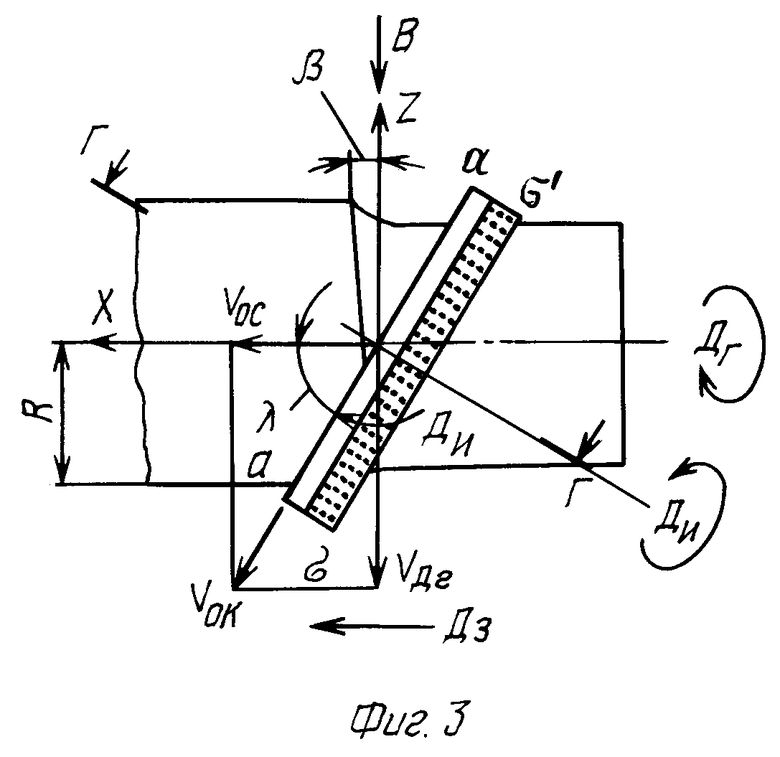
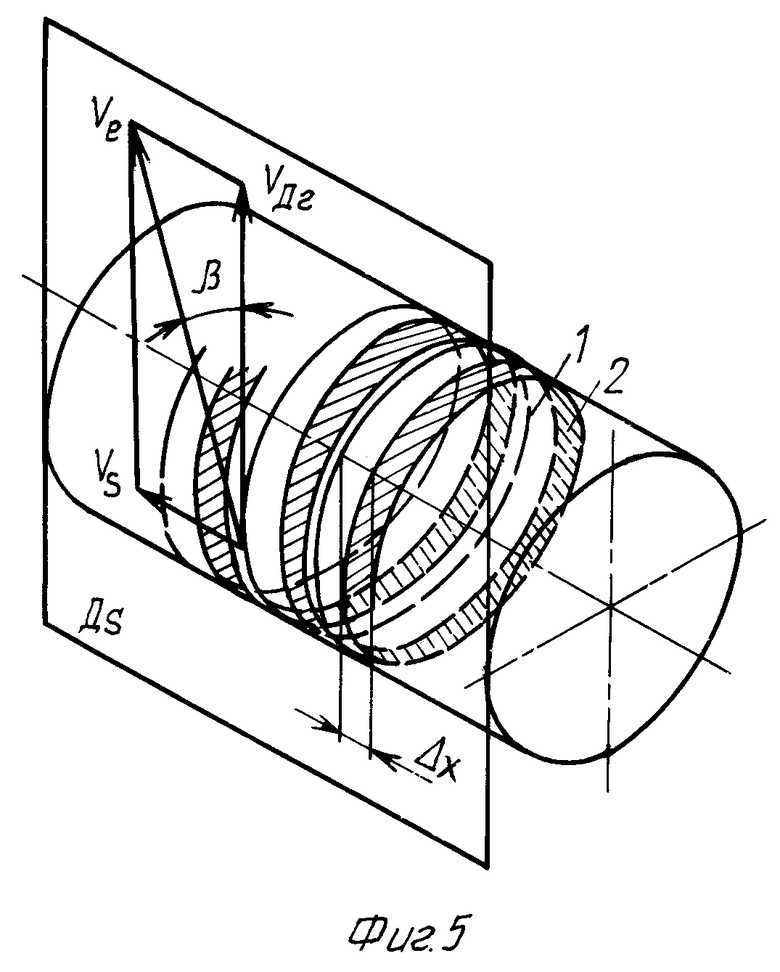
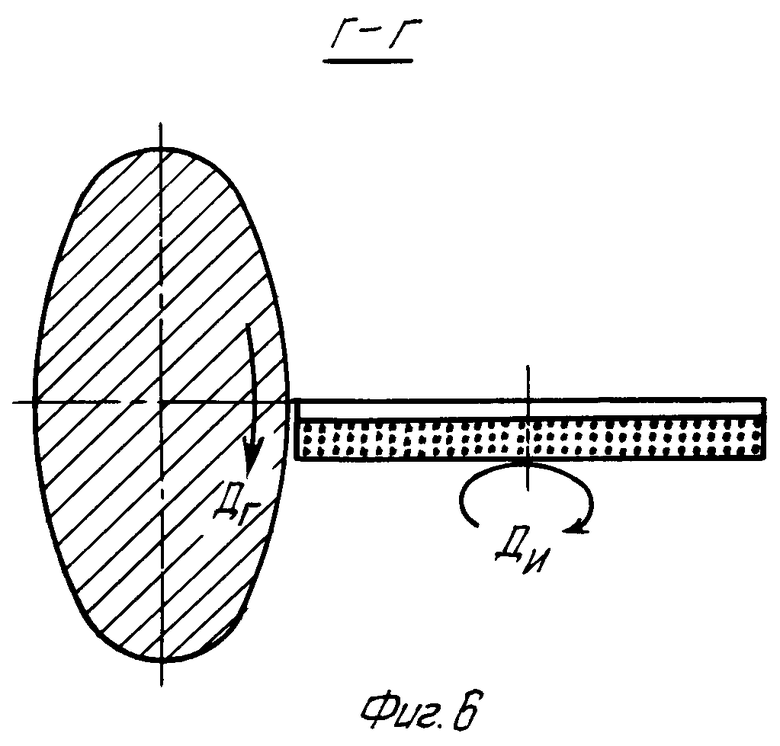
На фиг. 1 изображен предлагаемый резец, частичный продольный разрез; на фиг. 2 - сечение А-А на фиг.1; на фиг.3 - схема обработки цилиндрической поверхности предлагаемым резцом, вид спереди; на фиг.4 - вид В на фиг.3; на фиг. 5 - траектория движения инструмента по цилиндрической поверхности при совмещенной токарно-абразивно-алмазной обработке; на фиг. 6 - сечение Г-Г на фиг. 3; на фиг.7 - второй вариант режущего элемента, вид спереди.
Условные обозначения, принятые на чертежах:
Дг - главное движение резания;
Ди - вращательное движение инструмента;
Дs - движение продольной подачи;
R, Rp - соответственно, радиусы детали и инструмента;
λ - угол наклона режущей кромки инструмента;
ϕ1 - угол наклона задней поверхности инструмента;
β - угол подъема винтовой линии траектории точки режущей кромки;
t - глубина резания.
Предлагаемый способ совмещенной токарно-абразивно-алмазной обработки, используемый при точении и растачивании заготовок, при котором осуществляют вращение последних и одновременное продольное перемещение резца, заключается в следующем.
В качества резца используется ротационный комбинированный резец, состоящий из державки 1, которая имеет корпус с режущим элементом и крепежную часть, устанавливаемую в резцедержатель станка (не показан). В корпусе державки 1 защищенный крышками 2 установлен режущий элемент 3 с возможностью вращения на оси 4.
Режущий элемент 3 устанавливается на оси 4 с помощью двух конических роликовых подшипников 5, которые защищены от воздействия эмульсии и других внешних факторов крышками 2. Регулировка зазоров и натяга подшипников осуществляется гайкой 6, навернутой на ось 4 и стопорящейся стопорным винтом 7.
Кроме того, установка режущего элемента 3 на оси 4 осуществляется в сборе с двумя коническими роликовыми подшипниками 5, роль наружных колец последних играет специально спрофилированная поверхность отверстия режущего элемента 3, выполненная в виде двух усеченных прямых конусов, сопрягаемых друг с другом меньшими основаниями.
В корпусе державки 1 установлена войлочная прокладка 8, контактирующая с режущим элементом 3, полирующая и защищающая его от попадания стружки в процессе обработки.
Крепежная часть державки 1 изготовлена таким образом, что обеспечивает установку ротационного комбинированного резца с большим (γ=50o...60o) отрицательным кинематическим передним углом резания γ.
Режущий элемент 3 установлен в державке 1 на оси 4 с возможностью вращения и содержит верхнее аа1 и нижнее бб1 основания и боковую поверхность, выполненную в форме цилиндра, при этом резец имеет режущую кромку по всей окружности и абразивно-алмазную часть 9 - образующую цилиндра, являющуюся задней поверхностью инструмента.
В центральной части режущего элемента 3 выполнена ступица, высота которой позволяет расположить в отверстии подшипники 5.
Ротационный комбинированный резец имеет форму цилиндрического резца, является самовращающимся и имеет режущую кромку по всей окружности и абразивно-алмазную часть - образующую цилиндра, являющуюся задней поверхностью инструмента.
Анализ различных токарно-отделочных методов обработки показал, что комбинированные инструменты, основанные на соединении резания и абразивно-алмазной обработки или поверхностно-пластическим деформированием, являются наиболее эффективными для финишной обработки цилиндрических поверхностей. Такие методы обычно основаны на дискретном соединении призматического резца и абразивных кругов или цилиндрических обкатывающих роликов. Вследствие такого искусственного сочетания лезвийного и абразивно-алмазного или деформирующих элементов, работающих по различным кинематическим схемам, основанных на трении скольжения, комбинированным инструментам присущи такие недостатки, как сложность изготовления таких устройств, высокие требования к взаимосвязанной настройке рабочих элементов, значительные различия в стойкости режущих и абразивно-алмазных или деформирующих элементов и, как следствие, повышенная погрешность обработки и др.
В предлагаемом способе обработки комбинированным инструментом перспективно использование в качестве лезвийного элемента самовращающегося ротационного резца, который имеет ряд особенностей, определяющих его преимущество перед призматическим резцом - более высокую размерную стойкость, приближающуюся к размерной стойкости абразивно-алмазных кругов при одинаковых режимах обработки. Так как кинематическая схема работы ротационного резца и абразивно-алмазного круга идентичны, то их можно объединить в один рабочий элемент, который будет совмещать в себе особенности, присущие как лезвийному (режущая кромка на торцевой поверхности), так и абразивно-алмазному инструменту. При этом параметры качества обработанной поверхности будут близки к параметрам, получаемым при отделочной абразивно-алмазной обработке, с упрочнением поверхностного слоя.
Отличительной особенностью предлагаемого способа совмещенной обработки ротационным комбинированным резцом от известных является установка инструмента с большим отрицательным кинематическим передним углом γ = λ≈60°, что приводит к значительному увеличению действующих сил и позволяет получить дополнительное упрочнение поверхности, а также создать микрорельеф без острых "пикообразных" выступов и впадин в поверхностном слое обработанной детали.
Инструмент, имеющий форму цилиндрического ротационного резца, срезает удаляемый припуск режущей кромкой, реализующей процесс упрочнения, после чего поверхность детали контактирует с задней поверхностью инструмента, представляющей собой абразивно-алмазный круг, реализующий процесс отделочной обработки. За счет самовращения инструмента трение скольжения заменяется трением качения, вследствие чего становится возможным процесс обкатывания детали задней абразивно-алмазной поверхностью инструмента.
Как видно из схемы обработки, представленной на фиг.3, режущая кромка инструмента наклонена к оси обрабатываемой детали на угол γ = λ≈60°. Это обеспечивает процесс резания с отрицательным передним углом γ = λ. В результате наклона инструмента на угол λ контакт детали и задней поверхности инструмента происходит не по образующей цилиндра, а по кривой, принадлежащей боковой поверхности цилиндра. Наклон оси инструмента к оси Х в плоскости XY на угол ϕ1 приводит к наклону касательной к этой кривой на тот же угол, что позволяет регулировать площадь контакта и глубину абразивно-алмазной обработки, с которой происходит обкатывание поверхности детали задней поверхностью инструмента.
Траектория отдельной точки режущей кромки, показанная на фиг.5, представляет собой кривую с периодом 2π типа винтовой линии с углом подъема β (кривая 1). По винтовой линии с тем же углом подъема β, но с некоторым сдвигом Δх относительно траектории точки, принадлежащей режущей кромке, будет перемещаться пятно, являющееся областью контакта задней поверхности инструмента с обрабатываемой деталью (лента 2). В результате этого последовательно образуются единичные поверхности, подвергнутые обработке резанием и абразивно-алмазной обработке. При наличии движения подачи инструмента Дs образуется семейство таких единичных поверхностей, где каждая последующая смещена относительно предыдущей, образующее цилиндрическую поверхность. Таким образом, одним инструментом реализуются два различных метода обработки - лезвийное и абразивно-алмазное резание.
На величину площади пятна контакта по передней поверхности инструмента оказывают влияние глубины резания t, подача So и радиус инструмента Rp.
Основное влияние на величину площади пятна контакта по задней поверхности оказывают размеры и геометрические параметры режущей части инструмента - угол наклона режущей кромки λ и вспомогательный угол в плане ϕ1.
Достичь максимального эффекта отделочной абразивно-алмазной обработки можно путем обеспечения контакта обрабатываемой поверхности со всей шириной абразивно-алмазной части, которая обеспечивается специальным профилированием задней абразивно-алмазной поверхности резца (фиг.6). Это может быть поверхность, выполненная в форме однополостного гиперболоида вращения (фиг.7). Прямолинейная образующая гиперболоида be совпадает с образующей цилиндрической обрабатываемой поверхности детали, при этом угол наклона прямолинейной образующей гиперболоида боковой поверхности к его верхнему основанию с режущей кромкой равен λ.
Гиперболический ротационный резец обеспечивает плавность работы, снижение вибраций и повышение качества обработанной поверхности.
Рассмотрим условия абразивно-алмазной обработки. Вращательное движение Ди инструмент получает фрикционным путем за счет обкатывания с обрабатываемой деталью. Ось вращения инструмента развернута по отношению к оси вращения детали, т. е. они перекрещиваются под углом λ и скорость детали VДг раскладывается на две составляющие: окружную скорость
Vок = VДг/sinλ,
приводящую во вращение резец, и осевую скорость
Vос = VДгcosλ
(фиг. 3). Действительная скорость вращения резца VДи меньше окружной скорости Vок из-за проскальзывания. Разность этих скоростей определяет скорость абразивно-алмазной обработки
Ve=Vок-Vди.
Осевая скорость Voc суммируется со скоростью продольного движения VДs. В результате получается обработанная поверхность с направлением траекторий абразивно-алмазных зерен под углом λ к оси вращения детали (фиг.5). Такую обработку можно отнести согласно [3] к шлифохонингованию, особенностью которого является прерывистый контакт траектории вследствие чередования находящихся в контакте с деталью зерен. Благодаря локальной зоне контакта и смене режущих зерен абразивно-алмазной части резца улучшается тепловой баланс инструмента, повышается его стойкость и уменьшается засаливаемость. Свободный подвод смазочно-охлаждающей жидкости в зону обработки также повышает производительность токарно-шлифохонинговальной обработки.
Пример. Проведены исследования способа совмещенной обработки самовращающимся ротационным резцом шейки вала диаметром заготовки 66 мм до диаметра готовой детали 62 мм на токарно-винторезном станке мод. 16К20. Длина обрабатываемой поверхности 280 мм, длина вала 430 мм. Заготовка - прокат круглый по ГОСТ 2590-71 из стали 12Х18Н10Т ГОСТ 5949-75 с пределом прочности 520 МН/м2. Способ крепления заготовки - в центрах и поводковом патроне. Технологическая система станок-инструмент-заготовка недостаточно жесткая. Обработанная поверхность удовлетворяла требованиям 7 квалитета точности. Шероховатость поверхности - Ra 0,63 мкм. Материал пластинки - твердый сплав Т5К10, режущий элемент содержит верхнее и нижнее основания и боковую поверхность, выполненную в форме однополостного гиперболоида вращения максимальным диаметром 36 мм. Нижнее и верхнее основания перпендикулярны оси вращения режущего элемента.
В центральной части режущего элемента выполнена ступица диаметром 24 мм высотой 12 мм и отверстие под подшипники. На ступицу напаяно алмазно-металлическое кольцо размерами ⊘36•⊘24•5 мм, имеющее характеристику: зернистость -125/100, марка алмазов - AC - 6. После пайки для более точного расположения алмазно-металлическое кольцо прирабатывается в сборе с резцом. Приработка производится притирочной пастой на токарном станке по бракованной детали. Притирочной пастой является абразивный порошок из зеленого карбида кремния зернистостью 5, смешанный с тавотом в пропорции 1:2. Пасту наносят кисточкой на алмазно-металлическое кольцо. Приработка алмазно-металлического кольца производится до тех пор, пока площадь контакта не достигнет 60-70%. Продолжительность притирки - 8...10 мин.
Вспомогательный угол в плане ϕ1 = 10°, λ = 60°.
Продольная подача - Дs=0,5 мм/об; скорость резания - Дг=155,55 м/мин (~ 2,6 м/с); частота вращения шпинделя - 750 мин-1 Машинное время на обработку - 0,8 мин.
Предложенный способ в сравнении с действующими техпроцессами дает сокращение суммарного времени на 15...25%; низкие значения параметра шероховатости Ra 0,63...0,32 мкм; благоприятную форму микрорельефа без острых выступов и впадин; повышенную микротвердость поверхностного слоя обработанной детали до 4000 МПа, степень упрочнения до 20%, глубина упрочненного слоя до 0,8... 1,0 мм.
Способ позволяет исключить из действующих процессов две операции - чистовое точение и предварительное шлифование, уменьшить количество задействованных на производстве рабочих, площадей и оборудования.
Рассматриваемый совмещенный способ и инструмент, реализующий его, позволяют повысить эффективность обработки за счет достижения эффекта отделки одновременно с процессом резания и упрочнения, поэтому применение данного способа с помощью ротационного комбинированного резца для обработки цилиндрических поверхностей позволяет исключить из технологического процесса все остальные отделочные и упрочняющие операции и обеспечить заданное качество поверхностного слоя.
Для применения предложенного способа не требуется сложной оснастки и специального оборудования, так как разработанная конструкция резца позволяет устанавливать его в резцедержатель универсального токарного станка.
Использование процесса совмещенной токарно-абрзивно-алмазной упрочняющей обработки является одним из решений проблемы формообразования цилиндрических поверхностей с одновременным получением поверхностного слоя заданного качества.
| название | год | авторы | номер документа |
|---|---|---|---|
| РОТАЦИОННЫЙ КОМБИНИРОВАННЫЙ РЕЗЕЦ | 2001 |
|
RU2207219C2 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ ВАЛОВ | 2001 |
|
RU2196662C1 |
| УСТРОЙСТВО ДЛЯ КОМБИНИРОВАННОЙ ОБРАБОТКИ ВАЛОВ | 2001 |
|
RU2196663C1 |
| РЕЗЕЦ ДЛЯ КОНТРОЛЯ ИЗНОСА РЕЖУЩЕЙ КРОМКИ В ПРОЦЕССЕ РЕЗАНИЯ | 1998 |
|
RU2136447C1 |
| СПОСОБ ЛЕЗВИЙНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2001 |
|
RU2199417C2 |
| УСТРОЙСТВО ДЛЯ ЛЕЗВИЙНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2001 |
|
RU2199419C2 |
| СУППОРТНЫЙ ТОКАРНЫЙ РЕЗЕЦ | 2000 |
|
RU2172669C1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ И РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2514243C1 |
| ГОЛОВКА ДЛЯ ШЛИФОВАНИЯ ЭЛЛИПТИЧЕСКИХ ПОВЕРХНОСТЕЙ ВАЛОВ | 2002 |
|
RU2211133C1 |
| СПОСОБ ВИБРОТАНГЕНЦИАЛЬНОГО ТОЧЕНИЯ | 2007 |
|
RU2355514C1 |


Изобретение относится к области металлообработки, точению и растачиванию заготовок из вязких труднообрабатываемых материалов и сплавов. Способ для повышения производительности и повышения качества обработанной поверхности включает вращение заготовок и одновременное продольное перемещение ротационного комбинированного резца, состоящего из державки и режущего элемента, имеющего режущую кромку по всей окружности, верхнее и нижнее основания и боковую поверхность в форме цилиндрической поверхности и абразивно-алмазную часть, расположенную на его задней поверхности по образующей указанной цилиндрической поверхности, и установленного в державке на оси с возможностью вращения. В способе может использоваться режущий элемент, предназначенный для установки с большим отрицательным кинематическим передним углом γ, равным 50-60o. При этом может использоваться ротационный комбинированный резец, снабженный двумя коническими роликовыми подшипниками, предназначенными для установки на оси в сборе с режущим элементом. При этом последний выполнен в виде их наружного кольца и имеет в отверстии специально спрофилированную поверхность в виде двух усеченных прямых конусов, сопрягаемых друг с другом меньшими основаниями. 2 з.п. ф-лы, 7 ил.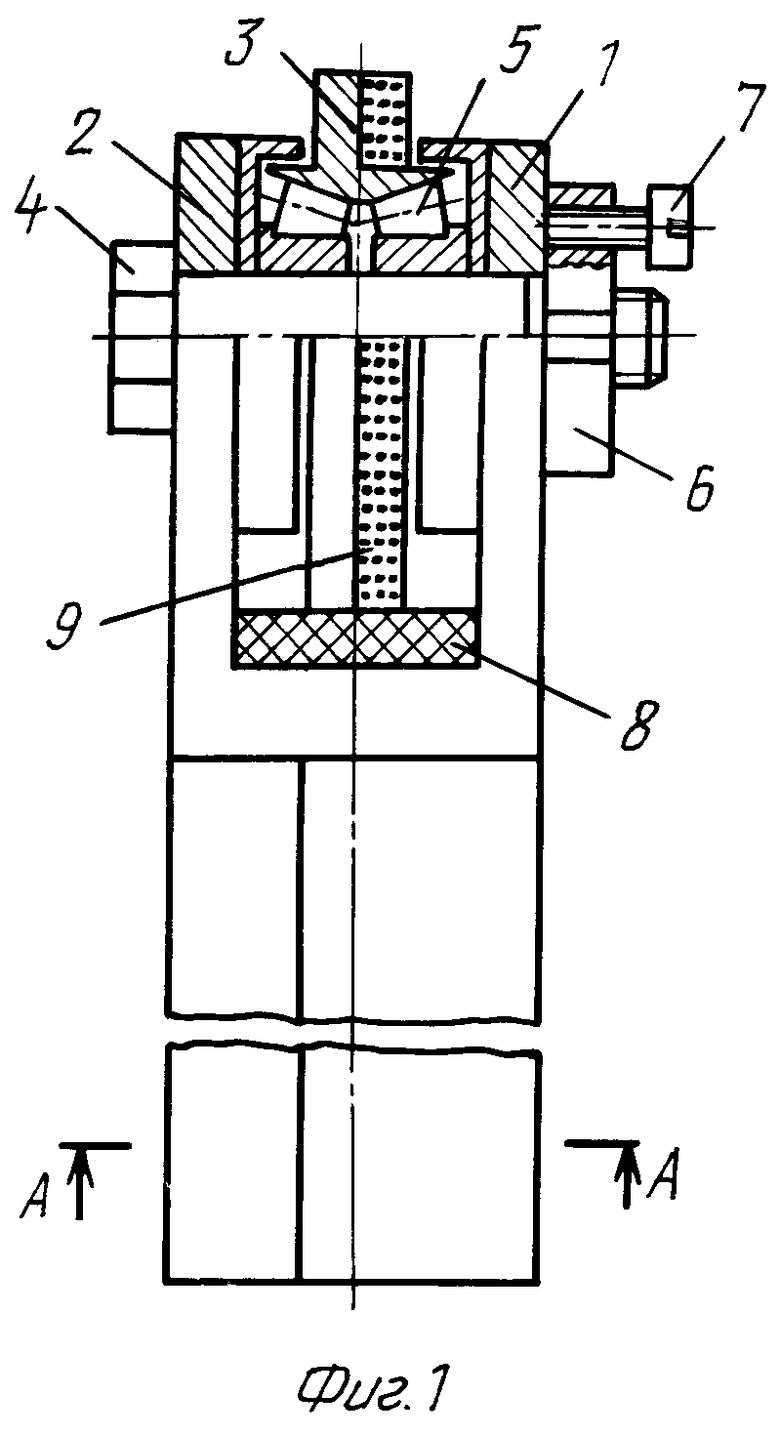
| Ближайший аналог не обнаружен | |||
| Круглый резец | 1958 |
|
SU114066A2 |
| Комбинированный инструмент | 1976 |
|
SU593828A1 |
| Комбинированный инструмент | 1977 |
|
SU627956A2 |
| Дисковый инструмент для чистовой обработки отверстий | 1981 |
|
SU1034845A1 |
| GB 1582639,14.01.1981 | |||
| СПОСОБ УПРАВЛЕНИЯ СИСТЕМОЙ ОХЛАЖДЕНИЯ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 2012 |
|
RU2513881C1 |

