(54) ПРОТЯЖКА
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПРОТЯГИВАНИЯ | 1988 |
|
RU2028884C1 |
| Способ обработки отверстий | 1979 |
|
SU792690A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ С КАЛИБРОВАНИЕМ И УПРОЧНЕНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2011 |
|
RU2484928C2 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОЙ ДЕФОРМИРУЮЩЕ-РЕЖУЩЕЙ ОБРАБОТКИ С КАЛИБРОВАНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ОТВЕРСТИЙ ДЕТАЛЕЙ | 2011 |
|
RU2478456C2 |
| УСТРОЙСТВО СТАТИКО-ИМПУЛЬСНОЙ ДЕФОРМИРУЮЩЕ-РЕЖУЩЕЙ ОБРАБОТКИ С КАЛИБРОВАНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ОТВЕРСТИЙ ДЕТАЛЕЙ | 2011 |
|
RU2487785C2 |
| СБОРНАЯ СЕКЦИОННАЯ ПРОТЯЖКА ДЛЯ ОБТОЧКИ ИЗДЕЛИЙ, ПРЕИМУЩЕСТВЕННО КОЛЕНЧАТЫХ ВАЛОВ | 2008 |
|
RU2380201C2 |
| СПОСОБ ПРОТЯГИВАНИЯ УШКОВ ДЕТАЛИ ТИПА "ВИЛКА РУЛЕВОГО УПРАВЛЕНИЯ" И ПРОТЯЖНОЙ БЛОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2321477C1 |
| Протяжка | 1990 |
|
SU1815021A1 |
| РЕЖУЩЕ-ДЕФОРМИРУЮЩАЯ ПРОТЯЖКА | 2004 |
|
RU2264892C2 |
| ИНСТРУМЕНТ ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ С КАЛИБРОВАНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2011 |
|
RU2478457C1 |
I
Изобретение относится к области металлообработки и может быть использовано при обработке отверстий.
Известна протяжка, содержащая режущие зубья и уплотняющие элементы с заборным конусом и калибрующими частями 1.
При таком исполнении для повышения качественной обработки отверстий требуется выполнение протяжки больщой длины.
Целью изобретения является расширение технологических возможностей.
Поставленная цель достигается тем, что калибрующая часть уплотняющих элементов со стороны, противоположной заборному конусу, снабжена режущей кромкой.
Такое выполнение расщиряет технологические возможности протяжки, позволяя производить калибрующую обработку отверстия при ее обратном ходе.
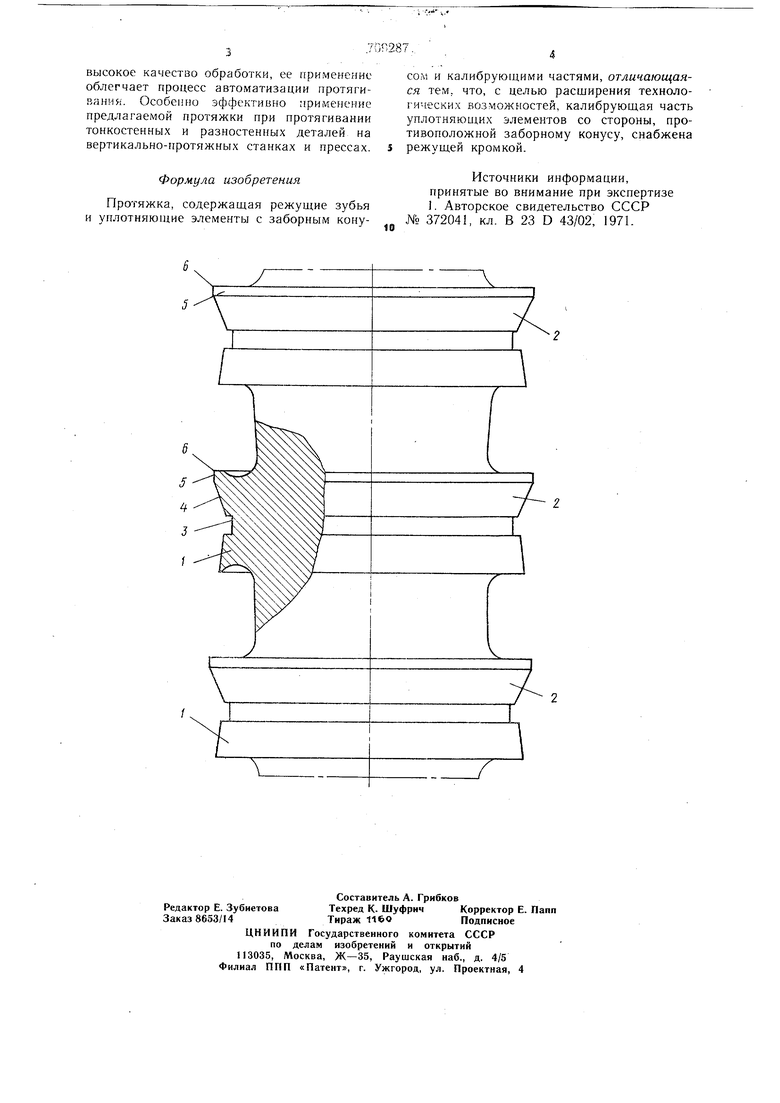
На чертеже представлена протяжка, общий вид.
Протяжка снабжена режущими зубьями 1 и уплотняющими элементами 2, разделенными кольцевыми канавками 3. Кольцевые канавки 3 являются технологическими для изготовления с требуемой точностью
задних поверхностей режущих зубьев 1 и заборного конуса 4 уплотняющих зубьев 2. Уплотняющие зубья 2 имеют цилиндрическую калибрующую часть 5, выполненную на третьем по десятый (последних) в направлении прямого хода зубьях. Калибрующая часть 5 уплотняющих эле.ментов 2, со стороны противоположной заборному конусу 4, снабжена режущей кромкой 6. На режущих зубьях 1 могут быть выполнены стружкоразделительные канавки (на чертеже не показаны).
При прямом ходе протяжки режущие зубья 1 срезают слой материала обрабатываемой детали, упрочненный уплотняющими элементами 2. При обратном ходе протяжки через обрабатываемую деталь последние с третьего по десятое зубья уплотняющих элементов 2 выполняют функцию калибрующих зубьев, зачищая обработанную поверхность режущи.ми кромками 6. При этом режущие зубья 1 не контактируют с обработанной поверхностью детали. Предлагаемая протяжка имеет уменьщенную длину, выше жесткость протяжки, выше производительность протягивания, обеспечивает
высокое качество обработки, ее применение облегчает процесс автоматизации протягивания. Особенно эффективно применение предлагаемой протяжки при протягивании тонкостенных и разностенных деталей на
вертикально-протяжных станках и прессах, s режущей кромкой.
Формула изобретения
Протяжка, содержащая режущие зубья и уплотняющие элементы с заборным конусом и калибрующими частями, отличающаяся тем. что, с целью расширения технологических возможностей, калибрующая часть уплотняющих элементов со стороны, противоположной заборному конусу, снабжена
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 372041, кл. В 23 D 43/02, 1971.
