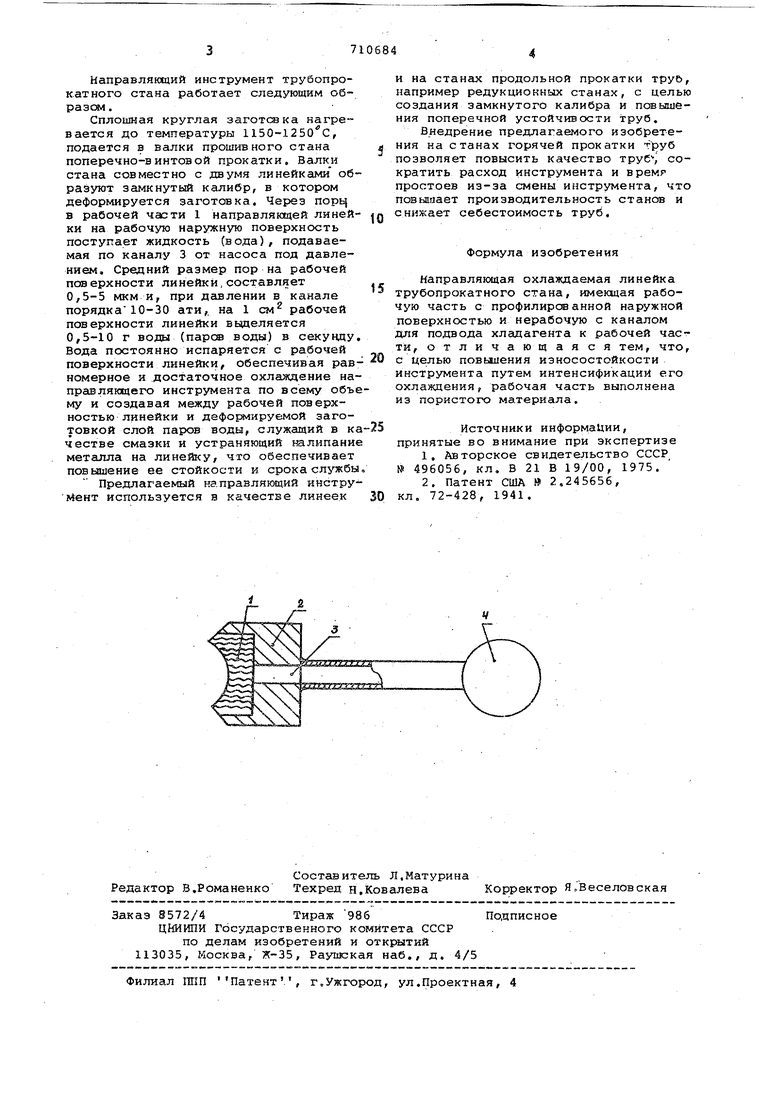
Направляющий инструмент трубопрокатного стана работает следующим образом. Сплошная круглая заготсека нагре вается до температуры 1150-1250С, подается в валки прошивного стана поперечно-винтовой прокатки. Валки стана совместно с двумя линейками об разуют замкнутый калибр, в котором деформируется заготовка. Через порц в рабочей части 1 направляющей линей ки на рабочую наружную поверхность поступает жидкость (вода), подаваемая по каналу 3 от насоса под давлением. Средний размер пор на рабочей пов ерхности линейки,составляет 0,5-5 мкм и, при давлении в канале порядка10-30 ати,. на 1 см рабочей поверхности линейки в аделяется 0,5-10 г воды (парсе воды) в секунду Вода постоянно испаряется с рабочей поверхности линейки, обеспечивая ран номерное и достаточное охлаждение направляющего инструмента по всему объ му и создавая между рабочей поверхностью линейки и деформируемой заготовкой слой паров воды, служащий в к честве смазки и устраняющий налипани металла на линейку, что обеспечивает повышение ее стойкости и срока службы Предлагаемый нэ.правлякщий инстру Мент используется в качестве линеек и на станах продольной прокатки тру, например редукционных станах, с целью создания замкнутого калибра и повышения поперечной устойчивости труб. Внедрение предлагаемого изобретения на станах горячей прокатки труб позволяет повысить качество труб, сократить расход инструмента и время простоев из-за смены инструмента, что noBHiaaeT производительность станов и снижает себестоимость труб. Формула изобретения Направляющая охлаждаемая линейка трубопрокатного стана, имеющая рабочую часть с профилированной наружной поверхностью и нерабочую с каналом для подвода хладагента к рабочей части, отлича ющ ая ся тем, что, с це1лью повыления износостойкости инструмента путем интенсификации его охлаждения, рабочая часть выполнена из пористого материала. Источники информации, принятые во внимание при зкспертизе 1,Авторское свидетельство СССР, № 496056, кл, В 21 В 19/00, 1975. 2.Патент США 2,245656, кл, 72-428, 1941,
| название | год | авторы | номер документа |
|---|---|---|---|
| ОХЛАЖДАЕМАЯ ОПРАВКА КОСОВАЛКОВОГО СТАНА И СПОСОБ ЕЕ ОХЛАЖДЕНИЯ | 2014 |
|
RU2568805C1 |
| СПОСОБ ВИНТОВОЙ ПРОКАТКИ ЗАГОТОВКИ В ГИЛЬЗУ | 2020 |
|
RU2735436C1 |
| СПОСОБ ВИНТОВОЙ ПРОКАТКИ ЗАГОТОВКИ | 2006 |
|
RU2309809C1 |
| СПОСОБ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОШИВКИ | 2004 |
|
RU2288056C2 |
| ОПРАВКА ПРОШИВНОГО СТАНА | 1992 |
|
RU2037350C1 |
| Линейка прошивного стана | 1980 |
|
SU910241A1 |
| Линейка прошивного стана | 2016 |
|
RU2630188C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ СОСТАВНЫХ ДОРНОВ ПИЛИГРИМОВЫХ СТАНОВ ДЛЯ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ | 2012 |
|
RU2523179C2 |
| СОСТАВНОЙ ДОРН ДЛЯ ПИЛИГРИМОВОЙ ПРОКАТКИ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ | 2012 |
|
RU2527589C2 |
| Способ винтовой прокатки труб | 1990 |
|
SU1787606A1 |
