Изобретение относится к области обработки металлов давлением и касается получения труб из непрерывнолитой и деформированной заготовки или слитка.
Известен способ винтовой прокатки заготовки, включающий деформирование заготовки валками с последующей прошивкой ее оправкой, установленной в калибре, образованном валками и направляющими линейками, имеющими входной конус, пережим и выходной конус. (Прокатное производство. Справочник, Т.2. Под редакцией Е.С. Рокотяна. М.: Металлургиздат. 1962, стр. 391-392, 417.)
Недостатком данного способа является невозможность получения качественной поверхности и точных геометрических размеров гильз из-за интенсивного износа направляющих линеек, а также снижение производительности из-за частой смены линеек. Линейки прошивных станов работают в более тяжелых условиях, чем валки. Рабочая поверхность линеек непрерывно соприкасается с горячим металлом, вследствие чего она нагревается до температуры 850-1100°С, работая при этом на истирание в контакте с горячим металлом и окалиной. В очаг деформации при прошивке непрерывно подается вода, и при паузе, когда металл выходит из контакта с поверхностями валков и линеек, рабочая поверхность линейки резко охлаждается. Это приводит к возникновению значительных растягивающих напряжений (до 700 МПа) и разрушению наружной поверхности линейки.
Известен также способ производства бесшовных труб на агрегате со станами винтовой прошивки и непрерывным станом продольной прокатки, включающий нагрев исходной заготовки, зацентровку механическим путем перед нагревом, первую и вторую прошивку в станах винтовой прокатки, при первой прошивке получают гильзы с отношением диаметра к толщине стенки в пределах 5-7, калибровку, охлаждение и правку (Патент РФ №2441722 от 21.12.2010 г.).
Недостатком данного способа является повышенный уровень брака по наружным дефектам в связи с интенсивным износом направляющих линеек, т.к. большая часть деформации осуществляется в станах винтовой прокатки, и нагрузка на инструмент весьма значительна.
Наиболее близким по технической сущности к заявленному техническому решению является способ винтовой прокатки заготовки, включающий деформирование заготовки валками и оправкой, установленной в калибре, образованном валками и направляющими линейками, состоящими из входного конуса, пережима и выходного конуса (Патент РФ №2250147 В21В 19/02, опубл. БИ №11 2005 г.).
Недостатком данного способа является недостаточная стойкость направляющих линеек в районе пережима и выходного конуса, т.к. внутреннего охлаждения недостаточно, а наружное охлаждение неэффективно, вследствие того, что поверхность линейки закрыта металлом прошиваемой гильзы. На этих участках происходит налипание металла гильзы на поверхность линейки, что приводит к появлению на наружной поверхности гильзы задиров, рисок, отпечатков различной глубины.
Техническим результатом изобретения является повышение качества и точности геометрических размеров гильз при прошивке, что в конечном итоге определяет качество труб.
Технический результат достигается тем, что в способе винтовой прокатки заготовки в гильзу, включающем деформирование в одну или две прошивки заготовки посредством оправки, установленной в калибре, образованном валками и направляющими линейками, состоящими из входного конуса, пережима и выходного конуса, прокатку ведут с подачей охладителя в очаг деформации со стороны наружной рабочей поверхности линеек, выполненных с внутренними каналами для подачи охладителя и с продольным пазом на наружной рабочей поверхности, в котором установлена трубка с отверстиями для подачи охладителя по длине очага деформации в количестве, пропорциональном шагу подачи.
Заявляемая совокупность отличительных признаков обеспечивает достижение технического результата изобретения, а именно, повышение качества и точности геометрических размеров гильз при прокатке за счет снижения неравномерности распределения температуры по продольному и поперечному сечениям линейки, и тем самым уменьшения величины растягивающих напряжений на поверхности и в объеме линейки, что обеспечивает увеличение износостойкости линеек в 3, 4 раза. Поток охладителя распределяется по поверхности линейки, снижая ее температуру и выполняя роль смазки. Поверхность гильзы при этом за счет малого времени контакта с линейкой практически не охлаждается. Количество подачи охладителя на поверхность линейки возрастает пропорционально коэффициенту вытяжки (шагу подачи), компенсируя разогрев поверхности от увеличения интенсивности деформации. Одновременно линейка непрерывно охлаждается изнутри по внутренним каналам подачи охладителя, что снижает градиент температуры тела оправки.
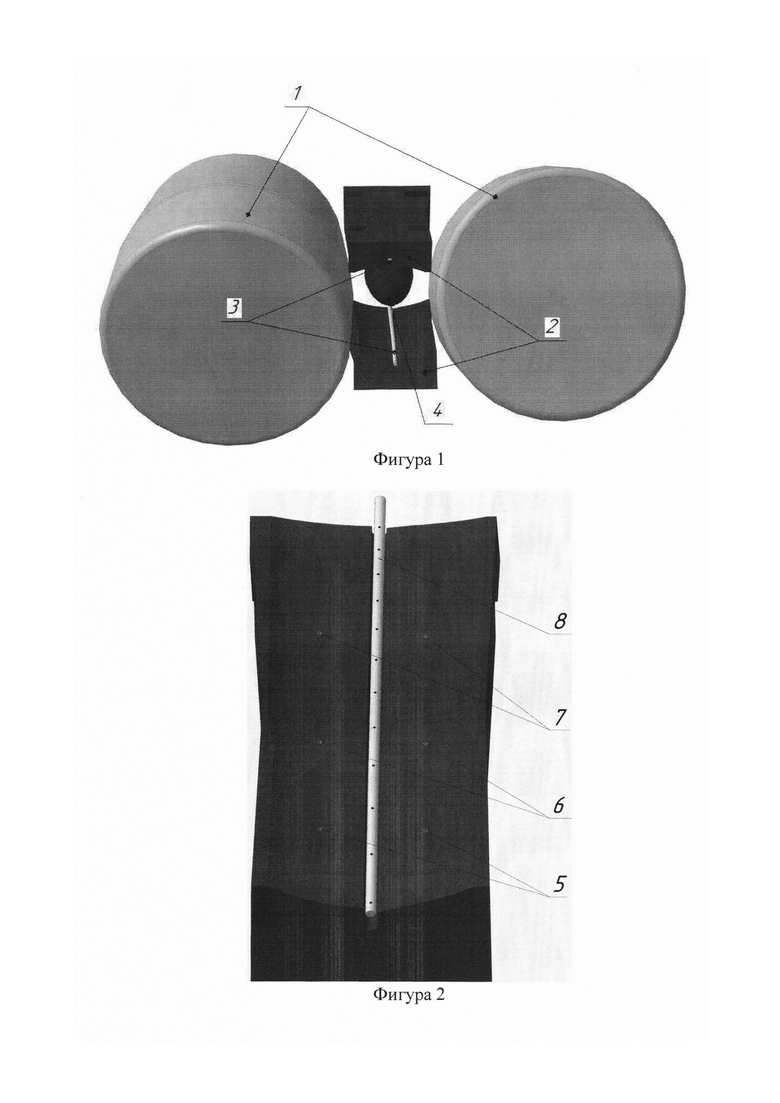
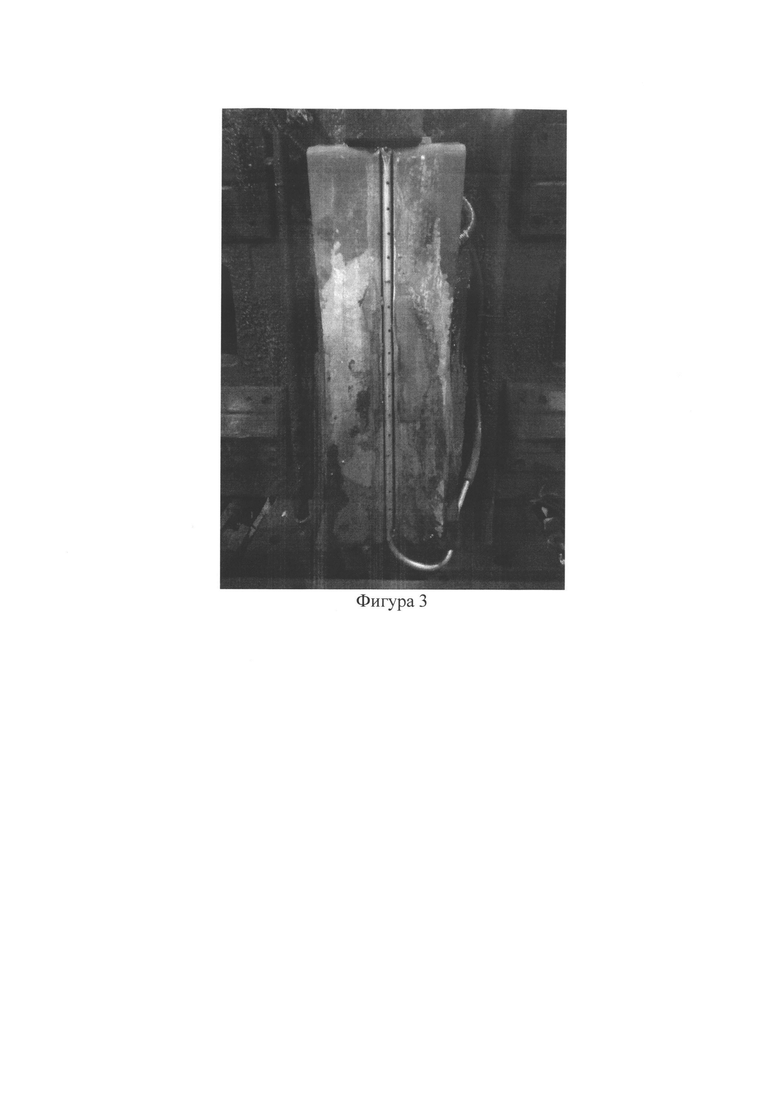
Изобретение иллюстрируется чертежами, где на фиг. 1 изображен очаг деформации прошивного стана, в котором 1 - рабочие валки, 2 - линейки, 3 - трубки для подачи хладагента, 4 - оправка. На фиг. 2 изображена линейка, имеющая входной конус 5, пережим 6, выходной конус 7 и охлаждающую трубку 8. На фиг. 3 представлен общий вид линейки с трубкой.
Известный способ прокатки осуществляется следующим образом. Нагретая заготовка задается (см. фиг. 1) в рабочие валки 1, захватывается ими и обжимается в калибре, образованном за счет взаимного сближения контактных поверхностей валков, оси которых наклонены к оси заготовки, и направляющих линеек 2. В процессе прокатки валки и линейки обильно поливаются водой для наружного охлаждения, при заполнении металлом очага деформации вода не поступает к контактной поверхности линейки, и охлаждению подвергаются только боковые поверхности. Это приводит при отсутствии дополнительного охлаждения линейки к интенсивному разогреву контактной поверхности линейки до температуры 700-800°С.
В предлагаемом способе к линейке помимо внутреннего охлаждения по внутренним каналам подводится дополнительно наружное охлаждение через трубку 8 с отверстиями, размещенную в пазе линейки 2. Паз выполнен вдоль линейки по ее центру и расположен в вертикальной плоскости, проходящей через ось прокатки. Отверстия в трубке выполнены в соответствии с распределением коэффициента вытяжки и шага подачи по очагу деформации: на входном конусе, соответствующем первому шагу подачи в трубке выполнено одно отверстие, и далее количество отверстий увеличивается в соответствии с возрастанием шага подачи. Охлаждение осуществляется потоком воды под давлением 4-8 ати, это обеспечивает интенсивный отвод тепла от контактной поверхности в процессе прокатки, и интенсивность разогрева поверхности линейки уменьшается, температура поверхности снижается до 500-600°С. После выхода металла из контакта с линейкой начинается дополнительная подача воды на ее поверхность снаружи, что приводит к интенсивному падению температуры поверхности. Поскольку охлаждение осуществляется как снаружи, так и изнутри, неравномерность распределения температуры по сечению не столь велика, как при прокатке без внутреннего охлаждения, и соответственно существенно меньше величина растягивающих напряжений в поверхностных слоях линейки, а следовательно, и отсутствуют условия для возникновения трещин на наружной поверхности линеек.
Пример осуществления способа.
Для прокатки труб размерами 200×18 на ТПА 70-27 были изготовлены линейки (см. фиг. 3).
Прошивали непрерывнолитую заготовку диаметром 200 мм. Нагрев заготовок осуществляли до температуры 1200°. Перед прошивкой устанавливали расстояние между валками В=176 мм, обжатие в пережиме - 12%, между линейками Л=198 мм, коэффициент овализации - 1,13. Угол раскатки γ=7°, угол подачи β=12°.
Прошивку заготовки в гильзу осуществляли на линейках, имеющих помимо внутренних каналов для охлаждения, паз на наружной поверхности, расположенный вдоль продольной оси линейки. В пазе вмонтирована трубка с отверстиями так, что вода из отверстий попадает на контактную поверхность металла с линейкой. В трубку непрерывно подавали воду под давлением 4 ати. Подача воды на наружную поверхность линеек способствовала охлаждению поверхности и предотвращала налипание металла на поверхность линейки.
Всего по предлагаемому варианту прокатано 6000 тонн труб нескольких типоразмеров. На поверхности линеек после прокатки были отмечены следы износа, однако поверхность линеек была в рабочем состоянии, трещины и выбоины отсутствовали. Стойкость линеек повысилась в 3-4 раза в зависимости от типоразмера труб. Осмотр внутренней и наружной поверхности труб и гильз показал отсутствие дефектов. Трубы по качеству соответствовали требованиям ГОСТ. Металлографические исследования показали полную проработку литой структуры, отсутствие несплошностей и трещин.
Таким образом, предлагаемый способ прокатки обеспечивает получение труб высокой точности по геометрическим размерам с качественной внутренней и наружной поверхностью.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВИНТОВОЙ ПРОКАТКИ ЗАГОТОВКИ | 2006 |
|
RU2309809C1 |
| СПОСОБ ПОЛУЧЕНИЯ БЕСШОВНЫХ ТРУБ | 2011 |
|
RU2455092C1 |
| Способ изготовления бесшовных труб диаметром менее 120 мм винтовой прокаткой | 2017 |
|
RU2635207C1 |
| Способ винтовой прошивки в четырехвалковом стане | 2021 |
|
RU2759820C1 |
| Линейка прошивного стана | 2016 |
|
RU2630188C1 |
| СПОСОБ ВИНТОВОЙ ПРОШИВКИ | 2021 |
|
RU2773967C1 |
| СПОСОБ ВИНТОВОЙ ПРОШИВКИ ЛИТОЙ ЗАГОТОВКИ | 2012 |
|
RU2489220C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИЛЬЗЫ ИЗ ЛИТОЙ ЗАГОТОВКИ | 2009 |
|
RU2391155C1 |
| ОХЛАЖДАЕМАЯ ОПРАВКА КОСОВАЛКОВОГО СТАНА И СПОСОБ ЕЕ ОХЛАЖДЕНИЯ | 2014 |
|
RU2568805C1 |
| ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ КОСОВАЛКОВОГО ПРОШИВНОГО СТАНА | 2012 |
|
RU2496590C1 |
Изобретение относится к области прокатного производства, в частности к обработке металлов давлением, и касается способов винтовой прокатки заготовки в гильзу. Способ включает деформирование заготовки в одну или две прошивки посредством оправки, установленной в калибре, образованном валками и направляющими линейками, состоящими из входного конуса, пережима и выходного конуса. Снижение интенсивности износа линеек и, как следствие, повышение качества и точности геометрических размеров гильз при прошивке, обеспечивается за счет того, что прокатку ведут с подачей охладителя в очаг деформации с наружной поверхности линеек, выполненных с внутренними каналами для подачи охладителя и с продольным пазом на наружной рабочей поверхности, в котором установлена трубка с отверстиями для подачи охладителя по длине очага деформации в количестве, пропорциональном шагу подачи. 3 ил.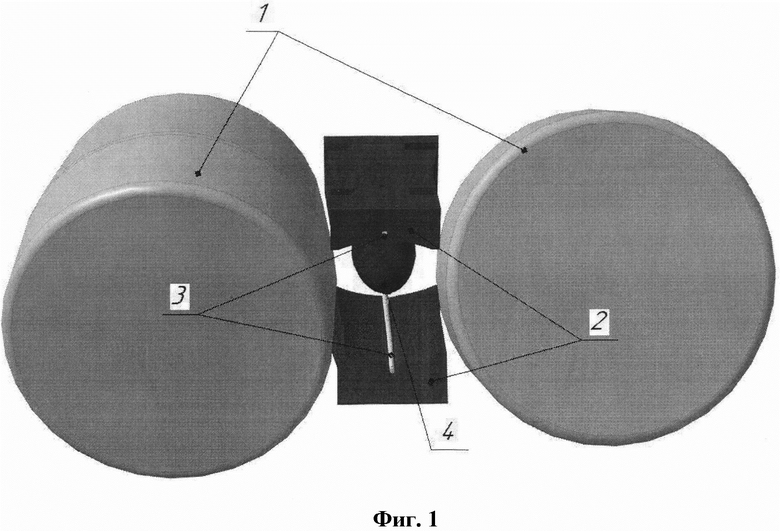
Способ винтовой прокатки заготовки в гильзу, включающий деформирование в одну или две прошивки заготовки посредством оправки, установленной в калибре, образованном валками и направляющими линейками, состоящими из входного конуса, пережима и выходного конуса, отличающийся тем, что прокатку ведут с подачей охладителя в очаг деформации со стороны наружной рабочей поверхности линеек, выполненных с внутренними каналами для подачи охладителя и с продольным пазом на наружной рабочей поверхности, в котором установлена трубка с отверстиями для подачи охладителя по длине очага деформации, выполненными в количестве, пропорциональном шагу подачи.
| СПОСОБ ВИНТОВОЙ ПРОШИВКИ ЛИТОЙ ЗАГОТОВКИ | 2004 |
|
RU2250147C1 |
| Линейка прошивного стана | 1973 |
|
SU443691A1 |
| СПОСОБ ВИНТОВОЙ ПРОКАТКИ ЗАГОТОВКИ | 2006 |
|
RU2309809C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГАРНИРНОГО КАРТОФЕЛЯ | 2003 |
|
RU2245656C1 |

