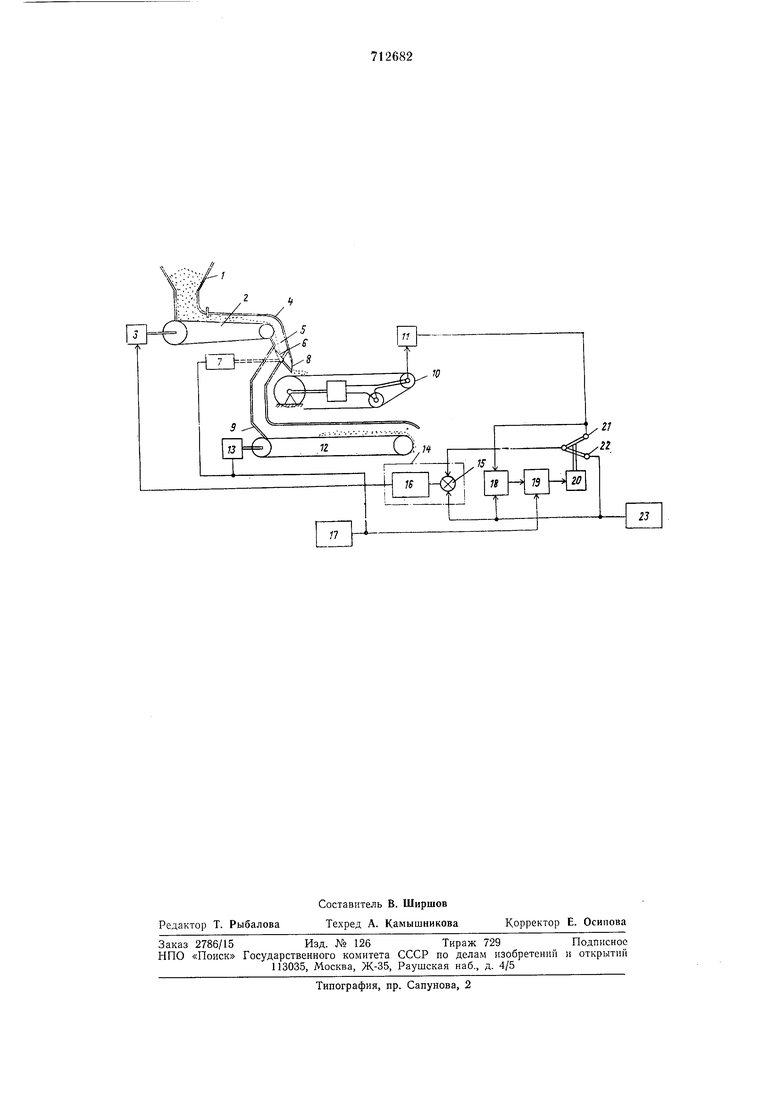
Дозируемый материал иитателем 2 подается через выходной патрубок 8 распределителя 4 на весовой копвейер 10.
Силовой преобразователь И вырабатывает сигиал, пропорциональный весу материала, находящегося иа лепте весового копвейера 10, который сравнивается с сигналом задатчика 23 элементом сравнения 15.
Сигнал рассогласования после преобразования его в формирователе 16 воздействует на нривод 3 питателя 2 в сторону уменьшения разницы между весом материала на конвейере 10 и заданным весом.
Для проверки нуля преобразователя 11 из блока унравления 17 подается сигнал иа привод 7 и на элемент И 19. При этом заслонка 6 поворачивается и дозируемый материал, минуя весовой конвейер 10, попадает через патрубок 9 на дополнительный конвейер 12 и далее ссыпается в выходную воронку дозатора (на чертеже не показана).
При равенстве сигналов на входах компаратора 18 последпий дает разрешающую команду на элемент И 19, который при наличии сигнала с блока управления 17 переключает коммутатор 20.
После переключения коммутатора 20 на оба входа элемента сравнения 15 поступают равные по величипе сигналы. С этого момента осуществляется статическое управлепне нптателем 2.
Когда материал освобождает ленту конвейера 10, проводится операция установки нуля сигнала преобразователя И или его калибровка с помощью эталонных грузов.
Обратное переключение на режим автоматического дозирования осуществляется по команде с блока управления 17. При этом заслонка 6 устанавливается в исходное положение, и материал поступает на весовой конвейер 10. Сигнал силоизмерительного преобразователя И возрастает и по достижении заданной величины, что фиксируется компаратором 18, последнпй выдает сигнал на элемент И 19, в результате чего коммутатор 20 переключается и своим нормально замкнутым контактом 21 первый вход элемента сравпеиия 15 подключает на вход силоизмерительпого преобразователя 21.
Величина скорости и эффективная длина дополнительного конвейера 12 выбираются такими, чтобы время нахождения материала на его ленте было бы равно времени нахождения материала на весовом конвейере 10.
Формула изобретения
Весовой дозатор непрерывного действия, содержащий питатель, грузоприемный меха низм с весовым конвейером, сило 1змерк тельный преобразователь которого связан с первым входом элемента сравнения, вторым входом подключенного к задатчику, а выходом соединенного с формирователем сигнала управления, и блок управления, отличающийся тем, что, с целью новыщения точности, в него введены дополнительный конвейер, распределитель материала, коммутатор, компаратор и элемент И, причем входы компаратора связаны с выходами силоизмерительного преобразователя и задатчика, выход компаратора подключен к одному из входов элемента И, к другому входу которого нодключен выход блока управления, а выход элемента И подключен к коммутатору, при этом первый вход элемента сравнения связан с силоизмерительным нреобразователем через нормально закрытый контакт коммутатора, а через его нормально открытый контакт связан с задатчиком.
Источники информации,
принятые во при экспертизе
1.Методы н средства контроля точностн весовых дозирующих устройств непрерывного действия. Обзорная информация ЦНИИТЭИприборостроения, сер. ТС-7, М., 1977, с. 39-43.
2.Патент США № 3850003 ПКИ 177-1, опублик. 1977 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Весовой дозатор непрерывного действия | 1982 |
|
SU1045001A1 |
| Весовой дозатор непрерывного действия | 1980 |
|
SU901837A1 |
| Дозатор сыпучих материалов | 1983 |
|
SU1111034A1 |
| Дозатор непрерывного действия | 1985 |
|
SU1278598A1 |
| Весовой дозатор непрерывного действия | 1985 |
|
SU1265486A1 |
| Дозатор сыпучих материалов | 1990 |
|
SU1765713A1 |
| Весовой дозатор непрерывного действия | 1980 |
|
SU939953A1 |
| Весовой дозатор сыпучих материалов непрерывного действия | 1980 |
|
SU1076765A1 |
| Дозатор непрерывного действия | 1978 |
|
SU771471A1 |
| Весовой дозатор дискретного действия | 1974 |
|
SU493647A1 |