Изобретение относится к области свар ки, в честности,к способам устранения сварочных деформаций. По основному авт. св. № 469560 известен способ устранения сварочных деформаций, который характеризуется тем, что в изделии после сварки создают градиент температур по поперечному сечению сварного соединения путем глубокого охлаждений шва и околошовной с одйовре- , менным нат-ревом соседних с околошовной зоной участков Ш . Однако для стабилизации структуры сварного шва требуется создать в зоне мартенситной структуры напряжения сжатия, а в зоне аустенита - напряжения растяжения. При изготовлении точных приборов используются материалы толщиной в большинстве случаев, не превышаюшей 1 мм. При этом ширина мартенситной прослойки составляет or О до O,9MM а аустенитная прослойка простирается от границы с мартенситной прослойкой примерно на 0,3 мм в направлении основного металла. Известнь Й способ не позволяет сушествекно повысить стабильность геометрических размеров сварных соединений с течением времени из мартенситных сталей, так как вызывает в процессе обработки напряжения сжатия как .в зоне мартенсита, тек и в зоне аустенита, поскольку но обеспечивает требуемого градиента термических напряжений, .с изменением их знака в довольно узкой зоне обработки, В связи с этик; происходит стабилизация мартенситной структуры без стабилизации аустанитной зоны, что не позволяет стабилизировать структуру сварного соединейия в полном объеме. Это, в свою очередь, приводит к изменению геометрических размеров сварного соединения с течением времени. Целью изобретения является повышение стабильности геомотрич ских размеров сварных соединений из NapTeiiCHTHbtx сталей с течением времени.
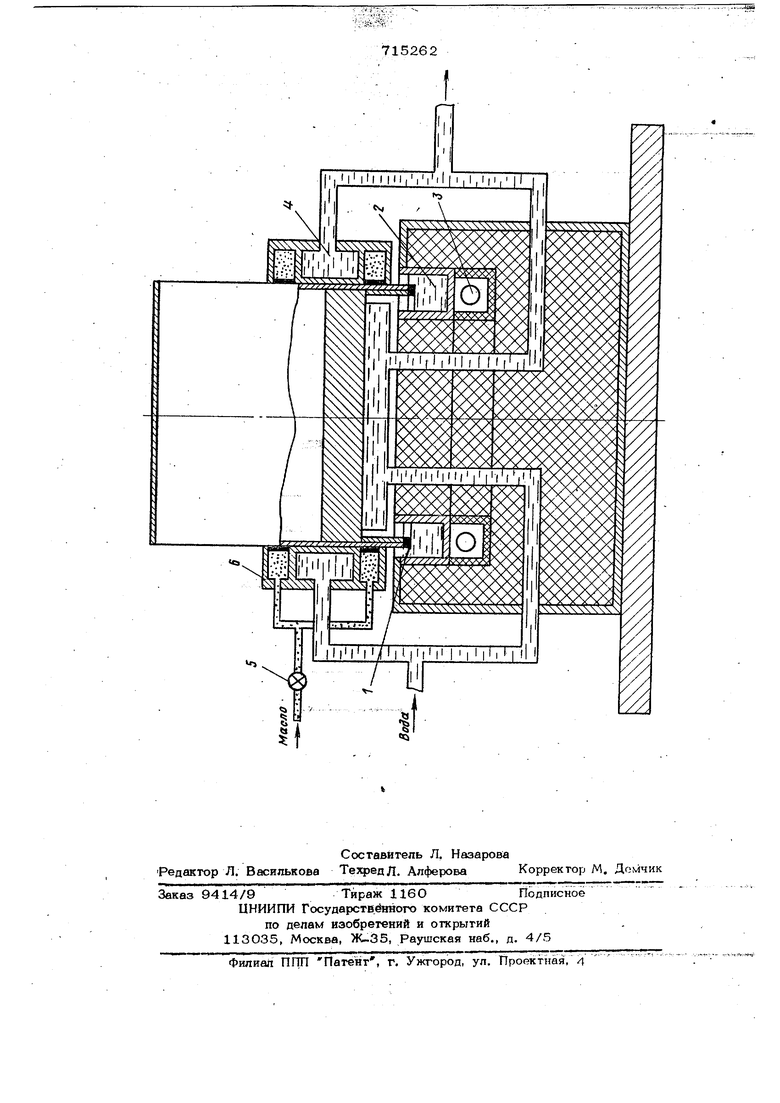
715262 Это достигается тем, что по предпага-i емому спосооу в сварном со единении ииадают дополнительные напряжения с амплитудой, превышающ&й величину температурных напряжений сжатия, для петч на шов и околошовную зону воздействуют внешней переменной нагрузкой. На чертеже представлена схема .осуществления предлагаемого способа. Технология способа заключается в следующем..,. Сварное соединение 1 опускается на определенную глубину в соляную ванну 2, подогреваемую нагревателем 3. Высокий градиент температур обеспечивается охладителем 4. Ьоепставляющим собой камеру с проточной водой. МаспЬ посредством ,золотника 5 поступает с требуемой частотой в камеру 6 переменного да1вления. Наличие камер переменного давления -обеспечивает появление знакопеременных напряжений. Взаимодействующих с температурными напряжениями. Алгебраическое сложение температурных и переменных напряжений постоянно обеспечивает в зоне мартенситной фазы переменных сжимающих напряжений, а в зоне аустенитной фазы - в некоторую часть периода напряжения растяжения, что создает благоприятные условия для более полной стабилизации геометрических размеров сварных соединений с течением времени. Пример. Проводилась техническая обработка сварных узлов реальныхконеTV рукций точных приборов при извес кого и предлагаемого способа Критерием опенки размерной стабильности точных приборов являлось прираще ние линейных деформаций сварных узлов 5 течением времени. Экспериментальные исследования, проведенные на реальных узлах, показали, что при обработке известньтм способом по стабилизации структуры максимальное приращение линейного параметра составляет . 1О-3% от начальной величины за 30 суток вылеживания. При обработке реальных узлов сварных конструкций способом согласно изобретению максимальное приращение линейного параметра составило 0,5 10 % от первоначальной величины за тот же период вылеживания. Использование предлагаемого способа для обработки сварных соединений точных приборов позволяет повьюить стабильность геометрических размеров по сравнению с существующим в два раза. Вместе с тем происходит более полное снижение остаточнь1Х сварных напряжений. Формула изобретения Способ устранения сварочных деформаций по авт. св. № 46956О, о т л и ч а ю ш и и с я тем, что, с целью повышения стабильности геометрических размеров сварнь Х соединений из мартенситных сталей с течением времени, в сварном соединении создают дополнительные напряжения с амплитудой; превышающей величину температурных напряжений сжатия для чего на шов и околошовную зону воздействуют внешней переменной нагрузкой. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 46956О, кл. В 23 К 28/00, 1973.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ стабилизации геометрических размеров сварных соединений | 1978 |
|
SU775152A1 |
| Литейная коррозионно-стойкая свариваемая криогенная сталь и способ ее получения | 2020 |
|
RU2778709C2 |
| Способ обработки сварных соединений конструкционных сталей | 1981 |
|
SU1006516A1 |
| СПОСОБ СМЯГЧАЮЩЕЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ СТАЛИ АУСТЕНИТНО-МАРТЕНСИТНОГО КЛАССА МАРКИ 07Х16Н6 | 2012 |
|
RU2499842C1 |
| Способ дуговой сварки закаливающихся сталей | 1979 |
|
SU880671A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ КОРРОЗИОННО-СТОЙКИХ МАРТЕНСИТНОСТАРЕЮЩИХ СТАЛЕЙ | 2013 |
|
RU2535889C1 |
| ЖАРОПРОЧНЫЙ СПЛАВ | 2015 |
|
RU2579709C1 |
| ЖАРОПРОЧНЫЙ СПЛАВ | 2015 |
|
RU2580765C1 |
| ЖАРОПРОЧНЫЙ СПЛАВ | 2015 |
|
RU2579710C1 |
| ЖАРОПРОЧНЫЙ СПЛАВ | 2015 |
|
RU2581323C1 |