(54) УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для заполнения формы сыпучим материалом | 1977 |
|
SU677934A1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ С ЦЕНТРАЛЬНЫМОТВЕРСТИЕМ | 1971 |
|
SU321392A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЛИЦОВОЧНОЙ ПЛИТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2043196C1 |
| Автоматический формовочный агрегат | 1990 |
|
SU1827347A1 |
| ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ БЛОКОВ ИЗ АРМИРОВАННОЙ ВОЛОКНАМИ ПОЛИСТИРОЛБЕТОННОЙ СМЕСИ | 2006 |
|
RU2336162C1 |
| Установка для формования изделий из бетонных смесей | 1989 |
|
SU1749044A1 |
| УСТАНОВКА ДЛЯ ПРЕССОВАНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1994 |
|
RU2100191C1 |
| ТРУБЧАТОЕ ИЗДЕЛИЕ ИЗ ПРЕССОВАННОГО ДИСПЕРСНО-АРМИРОВАННОГО БЕТОНА И ФОРМУЮЩАЯ ГОЛОВКА ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2072467C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ БЛОКОВ ПРЕССОВАНИЕМ, ПРЕСС-ФОРМА И ЛИНИЯ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 1995 |
|
RU2087307C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ВОДОСТОЙКИХ СТРОИТЕЛЬНЫХ ПЛИТ | 2015 |
|
RU2598391C1 |
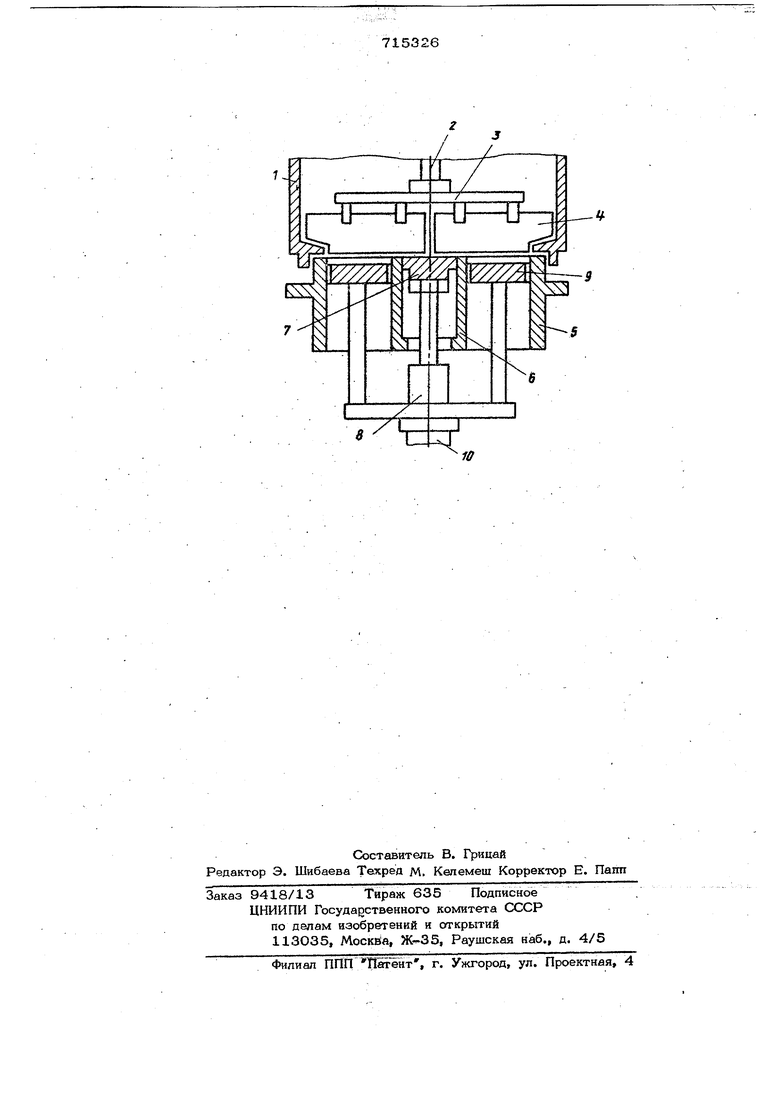
Изобретение относится к устройствам для изготовления абразивного инструмента и может найти применение при формовании изделий с центральным отверстием из сыпучих материалов. Известна установка для изготовления абразивньи кругов, содержащая бункер, устройство для подачи материала, челночный питатель с разравнивающими ножами, пресс-форму, механизм подъема и опускания нижней плиты пресс-формы. Размер дозы материала на одно изделие при объемном дозировании задается с избытком, чтобы гарантировать полное заполнение пресс-формы. Избыток дозы Материала удаляется на формовочный стол ножами питателя при отводе его за пределы пресс-формы. Это приводит к Материала, увеличению трудоемкости формования и усложнению конструк Наиболее близким техническим решением является устройство для формования, преимущественно изделий с централь ьгм отверстием, включающее питатель. с разравнивателем в виде вращающихся лопастей и форму с полым пустотообразователем. Недостатком известного устройства является то, что лопасти разравнивателя укладывают массу, перемещая ее от периферии к центру формы, при этом буксирная плита опускается вниз, а избыток поданной питателем массы через отверстие; внутреннего колвда формы поступает в устройство, которое периодически возвращает массу в бункер питателя, что снижает производительность устройства и усложняет его конструкцию. Цель изобретения - повьииение производительности и упрощение конструкции. Поставленная цель достигается тем, что устройство для формования, преимущественно изделий с центральным отверстием, вкгмЮчающее питатель с разравнивателем в виде вращающихся лопастей и форму с полым пустотообразователем, снабжено смонтированной в полости 37 пустообразователя плитой, установленной с возможностью вертикального перемеи.1енн В устройстве лопасти разравнивателя могут быть выпопнены частично перекры вающими ПОЛОСТЬ пустотообразователя. На чертеже изображено описываемое устройство. Устройство включает питатель 1 с приводным валом 2 на нижнем конце вала 2 закреплен разравниватель 3, , имеющий две лопасти 4, форму 5, в которой установленный полый пустотообразо&йтель 6, внутри которого установлеНй плита 7 с приводом 8 ее вертикального перемещения. Буксирная плита 9 с приводом 10 ее перемещения. Устройство работает следующим обра зом. Форма ориентируется на позиции укпадки Массы. Посредством привода Ю поднимают буксирную плиту 9 так, что верхний торец ее образует с торцом пустотообразователя 6 одну плоскость. После этого включается в работу питатель 1 и подает массу на буксирную пл ту, одновременно приводится во вращение разравниватель 3 и его лопасти 4 йёремещают biaccy от периферии к центру формы. При этом буксирная плита опускается приводом 10, который начинает работать одновременно с включением в работу питателя. Скорость опускания буксирной плиты отрегулирована таким образом, что питатель подает массу в количестве, гарантирующем пол ное заполнение объема, освобождаемого буксирной плитой в форме, т.е.. масса подается с избытком. При достижении нижнего положения, определяемого расчетной высотой дозы Maccbi в форме, бу сирная плита останавливается, одновременно прекращается подача массы питателем 1.; Приводной вал 2 продолжает вращаться, лопасти 4 разравнивателя 3 продолжают разравнивать верхний слой массы и удаляют избыток массы в емкость, расположенную по внутренней полости пустотообразоватеяя 6. По истечении некоторого времени привод 10 опускает буксирную плиту в крайнее ни нее положение. Отключается приводной вал 2, форма расфиксировывается и перемещаетс$Г на следующую технологичес кую операцию. Перед каждой последующей укладкой массы в форму одновременно с подъемо 6.4 буксирной плиты происходит подъем плиты 7 приводом 8. Валу 2 сообщается вращение, противоположное вращению при укладке массы в форму, в результате чего лопасти перемещают избыток массы с торца плиты 7 на буксирную плиту, которая начинает опускаться одновременно с включением вращения вала 2, По истечении Заданного времени плита 7 приво- дом 8 возвращается в крайнее нижнее положение, одновременно изменяется направление вращение вала, соответствующее вращению лопастей при укладке массы, и включается в работу питатель 1. Далее, происходит заполнение формы аналогично описанному для первого изделия. Наличие подвижной плиты, установленной в полости внутреннего кольца формы и образующей с поверхностью его отверстия емкость, дает возможность собирать избыток массы в рабочей части формы и использовать его при изготовлении следующего изделия, что исключает устройстВО для сбора и транспортировки избытка массы и необходимость дополнительной корректировки дозы массы, вызванную изменением свойств массы за время сбора и транспортировки ее, а тааже необходимость переработки избытка массы. Снижается трудоемкость формования, увеличивается производительность и упрощается конструкция установки, исключается потеря массы, так как избыток массы из формы не удаляется и полностью используется при изготовлении следующего крута. Формула изобретения 1. Устройство для формбвания, преимущественно изделий с центральным отверстием, включающее питатель с разравнивателем в виде вращающихся лопастей и форму с полым пустотообразователем, отличающееся тем, что, с целью повыщения производительности и упрощения конструкции, устройство снабжено смонтированной в полости пустотообразователя плитой, установленной с возможностью вертикального перемещения. 2. Устройство по п. 1, о т л и ч а ющ е е с я тем,что лопасти разравнивателя выполнены частично перекрывающими полость пустотообразователя.
