(54) УСТРОЙСТВО ДЛЯ ОТДЕЛЕНИЯ И ОРИЕНТАЦИИ ДЕТАЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи заготовок в зону обработки | 1990 |
|
SU1757770A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ИЗ СТОПЫ И ОРИЕНТАЦИИДЕТАЛЕЙ | 1968 |
|
SU210076A1 |
| УПАКОВОЧНЫЙ АППАРАТ | 2009 |
|
RU2536445C2 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОБЛИЦОВОЧНЫХ ПЛИТОК ИЗ ПРИРОДНОГО КАМНЯ | 1993 |
|
RU2046711C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛИТКИ ДЛЯ ОБЛИЦОВКИ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ И УСТРОЙСТВО РАЗДЕЛЕНИЯ ЗАГОТОВКИ ИЗ ХРУПКОГО МАТЕРИАЛА | 2001 |
|
RU2209727C2 |
| Устройство для поштучной выдачи деталей из стопы | 1990 |
|
SU1759771A1 |
| Устройство для укладки плиток | 1990 |
|
SU1776738A1 |
| Устройство для шлифования нежестких цилиндрических деталей | 1983 |
|
SU1085773A1 |
| Способ выдачи плоских заготовок из стопы и устройство для его осуществления | 1989 |
|
SU1803235A1 |
| Устройство для поштучной выдачи листов магнитопроводов | 1983 |
|
SU1356125A1 |

Изобретение относится к устройствам дпя отделения деталей снизу и их ориентации и быть использовано для шэдачи деталей к транспортирующим устройствам к обрабатывающим машинам. Известны устройства Дня отделения заготовки от стопы и подачи ее толкателем (шибером) в рабочую зону по налравляюшим l . В направляющих выгполнены косые срезы, образующие V -об разный паз, переходящий в нижней своей части в шель. Толкатель, совершая возвратно- поступательное движение, воздействует на торец заготовки, а дополнитель ный подпружиненный толкатель, закреплен ный ва основном, досылает заготовку дальше. При движении отделенной заготов ки она падает в шель и в вертикапыюм попоженни прижик ается дополнительным толкателем. Однако в известном устройстве детали ориентируются в вертикальном положении и поэтому точность ориентации определяется величиной зазора меящу деталями и щелью. Следовательно, учитывая допуск на толщину деталей, их точная ориентация невозможна. Целью изобретения является повышение точности ориентации изделий. Это достигается тем, что в извс-стном устройстве, содержащем магазин с опорами ДЛЯ установки стопы деталей, толкаЦ тель с приводом, воздействующий нп торец изделий, и направляющую для перемещения изделий из магазина, толкатель выполнен в виде uincKa, ось которого расположена под острым утпогл к направляющей, равным 90 оС. , где сзС - угол наклона . винтовой поверхности, причем установочная плоскость опор пересекает винтовую поверх1юсть шнека. Пересечение установочной плоскостью опор стопы винтовой поверхности шнека обеспечивает ее взаимодействие с деталью в стопе. При вращении шнека его винтовая тюворхность г аходится в постоянном контакте с торном нижней детали, что приводит к ее перомсшончю
вдоль направляющей. Отделение деталей от стопы производится непрерывно , что обеспечивает высокую производительность устройства,, Расположение оси шнека под углом к направляющей приводит к воэ никновению составляющей сипы воадейст ВИЯ щнека на деталь, прижимающей ее к направляющей. Посто5шный контакт детали с направляющей во время их перемещения обеспечивает точное ориен- тирование деталей после отделения от стопы.
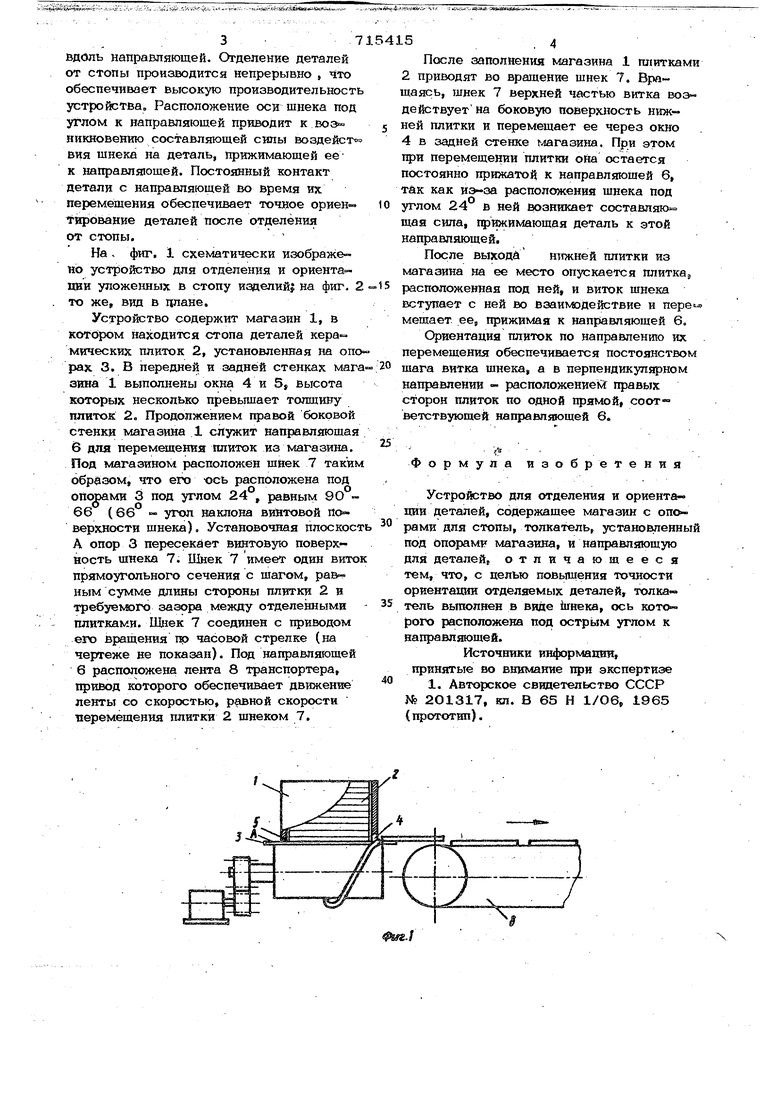
На . фиг. 1 схематически изображено устройство для отделения и ориента ции уложенных в стопу изделий| на фиг. 2 то же, вид в плане.
Устройство содержит магазин 1, в котором находится стопа деталей кера мических плиток 2, установленная на опорах 3. В передней и задней стенках мага аяна 1 выполнены окна 4 и 5, высота которых несколько превышает толщину плиток 2. Продолжением правой боковой стенки магазина 1 служит направляющая 6 для перемещения плиток из магазина. Под магазином расположен щнек 7 таким образом, что его ось расположена под опсгаами 3 под углом 24 , равным 9О 66 (66° - угол наклона винтовой поверхности щнека). Установочная плоскост А опор 3 пересекает винтовую поверхность щнека 7. Шнек 7 имеет один вито прямоугольного сечения с щагом, равным сумме длины стороны плитки 2 и требуемого зазора между отделенными плитками. Шнек 7 соединен с приводом его вращения пр часовой стрелке (на чертеже не показан). Под направляющей 6 расположена лента 8 транспортера, привод которого обеспечивает движен ленты со скоростью, равной скорости перемещения плитки 2 щнеком 7.
715415
После заполнения магазина 1 плитками 2 приводят во вращение щнек 7. Вра щаясь, шнек 7 верхней частью витка воздействует на боковую поверхность нижней плитки и перемещает ее через окно 4 в задней стенке магазина. При этом при перемещении плитки оНа остается постоянно прижатой к направляющей 6, Тик как расположения шнека под
углом 24 в ней возникает составляю- щая сила, гдрижимаюшая деталь к этой направляющей.
После выходи нижней плитки из магазина на ее место опускается плитка
расположенная под ней, и виток щнека
вступает с ней во взаи1 юдействие и пере мещает ее, прижимая к направляющей 6. Ориентация плиток по направлению их перемещения обеспечивается постоянством
щага витка шнека, а в перпендикулярном направлении - расположением правых сторон плиток по одной прямой, соот ветствующей направляющей 6.
Формула изобретения
Устройство для отделения и ориентации деталей, содержащее магазин с опорами для стопы, толкатель, установленный под опорами магазина, и направляющую для деталей, отличающееся тем, что, с целью повышения точности ориентации отделяемых деталей, толка
тель вьшопнен в виде iuneKa, ось которого расположена под острым углом к направляющей.
Источники информации, принятые во внимание при экспертизе
С с г с
