Изобретение относится к автоматизации технологических процессов, а именно к устройствам для поштучной выдачи деталей типа лепестков для сборки контактных узлов радиоаппаратуры.
Известно устройство для отделения листа от стопы, содержащее подъемный стол, размещенный над ним механизм для подачи листа с установленной над ловителем штангой и толкателем, шарнирно установленным на штоке привода его перемещения, имеющем Г-образную форму, на одном плече которого выполнен выступ для захвата листа, и блок управления, снабженный подпружиненным конечным выключателем, а также смонтированный на штоке привода толкатель, свободное плечо которого взаимодействует с конечным выключателем (а.с. СССР № 1330062 AI кл. В 65 Н 3/24. 1985 г.).
Недостатком данного устройства является сложность его конструкции. Это связано с тем, что привод поднятия стопы и привод толкателя связаны между собой электрически, что вызывает необходимость применения электронно-релейной системы управления и использования двух приводов: поднятия стопы и движения толкателя.
Наиболее близким к предложенному является устройство для сортировки плоских заготовок, состоящее из основания, вертикально расположенного на нем магазина с выходным окном, толкателя двух зажимных колодок, одна из которых, ограничивающая выходное окно сверху, закреплена неподвижно, а другая установлена с возможностью возвратно-поступательного перемещения в горизонтальной плоскости (а.с. СССР 380573. В 65 Н 3/24, 1971).
VJ
СЛ
ю
vj Ч
Конструкция этого устройства проста, но имеет следующие недостатки. Так как выход детали происходит под наклоном, то ее конец постоянно контактирует с вышележащей деталью, что при использовании деталей, имеющих заусеницы, облой, неровности поверхности, а также фигурную форму и вырезы,может вызвать сцепляе- мость деталей, деформацию поверхности, брак и сбой в выдаче деталей. Кроме того, т.к. подвижная опора поднимается и опускается на определенную дискретную величину, то при использовании деталей, имеющих различные толщины или колебания в толщинах,может произойти захват двух деталей и заклинивание их в выходном окне. Далее, устройство может работать только при установке на горизонтальной поверхности, в противном случае деталь переориентируется и может быть незахваченной натяжным рычагом, что уменьшает технологические возможности.
Целью изобретения является повышение надежности в работе и расширение технологических возможностей.
Для этого в устройстве для поштучной выдачи деталей из стопы, содержащем основание, вертикально установленный над ним магазин для размещения стопы деталей, размещенные со стороны, противоположной направлению выдачи деталей, толкатель и прижимную колодку со скосом, прижимная колодка выполнена подпружиненной к стенке магазина, расположена над толкателем и соединена с ним посредством продольной направляющей, а в стенке магазина со стороны выдачи детали установлена с возможностью вертикального перемещения и подпружинена к основанию: принтом основание закреплено с зазором относительно магазина и выполнено по всей его площади, а толкатель в верхней части рабочего торца и нижняя часть стенки магазина со стороны выдачи детали имеют скосы, направленные под одним углом в сторону выдачи детали
Благодаря тому что прижимная колодка выполнена подпружиненной к стенке магазина, расположена над толкателем и соеди- нена с ним посредством продольной направляющей, а стенка магазина со стороны выдачи детали установлена с возможностью вертикального перемещения и подпружинена к основанию, при этом основание закреплено с зазором относительно магазина и выполнено по всей площади, а толкатель в верхней части рабочего торца и нижняя часть стенки магазина со стороны выдачи детали имеют скосы, направленные под одним углом в сторону выдачи детали,
возможно равномерное без перекосов отделение детали от стопы. В этом случае происходит выдвижение нижней детали на рабочую позицию обработки без контакта с
поверхностью смежной детали, то есть без деформации при имеющихся на деталях об- лое, неровностях, а также при использовании плоских деталей, имеющих фигурную форму, вырезы и т.д. Этот эффект обеспечи0 вает надежность работы устройства с указанными деталями. Кроме того, выполнение колодки подпружиненной в вертикальной плоскости позволяет производить установку устройства под углом относительно гори5 зонтали, что расширяет технологические возможности и обеспечивает сохранность ориентации детали, которую задает рабочий торец толкателя и также повышает надежность выдачи детали ориентированной
0 Совокупность отличительных признаков в известных аналога не обнаружена, поэтому следует, что данное техническое решение соответствует критерию существенность отличий.
5На фиг. 1 изображено устройство для
поштучной выдачи плоских деталей со стопы в исходном состоянии, разрез; на фиг. 2 - разрез А-А на фиг 1; на фиг. 3 - устройство в начальной фазе движения толкателя; на
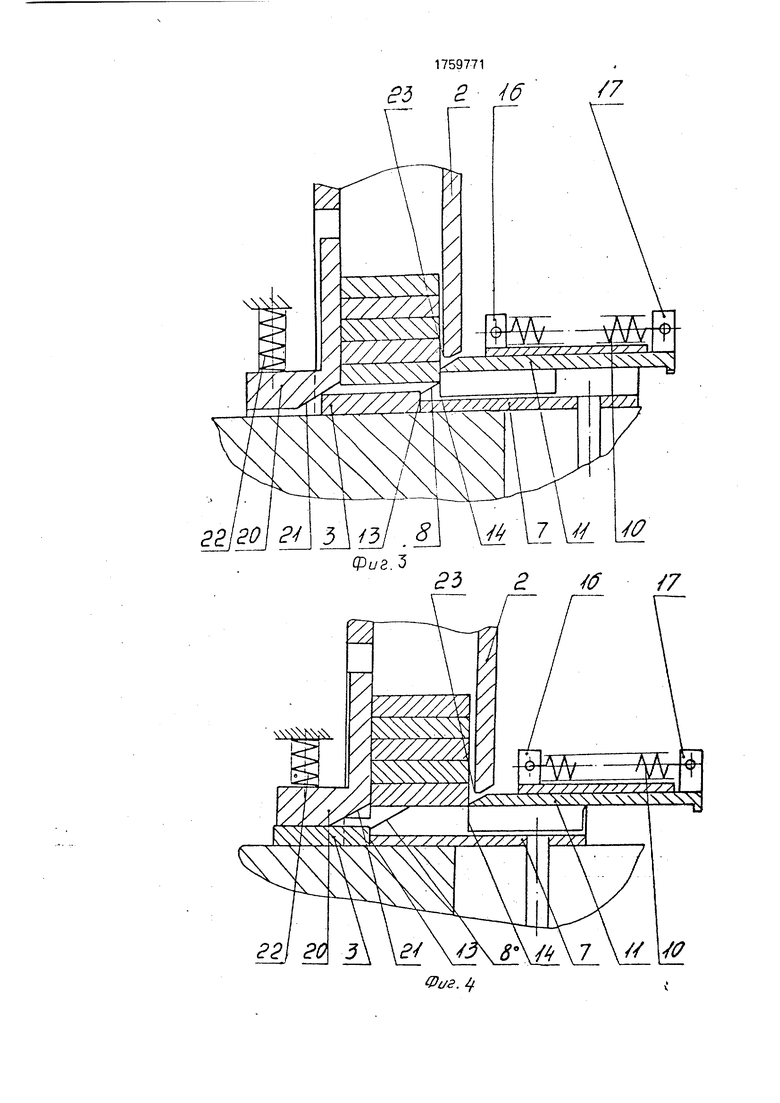
0 фиг. 4 - устройство в момент выдачи; на фиг. 5 - разрез Б-Б на фиг. 1.
Устройство содержит основание 1, на котором вертикально установлен магазин 2 для размещения стопы деталей 3, имеющий
5 входное 4 и выходное 5 окна. Основание 1 закреплено с зазором относительно магазина 2 и выявлено по всей его площади, В основании 1 со стороны, противоположной направлению выдачи деталей 3, в пазу 6
0 установлен толкатель 7 со скосом 8. Нижняя кромка скоса 8 расположена ниже верхней кромки нижней детали 3, находящейся на основании 1. В толкателе 7 выполнен также продольный направляющий паз 9, в кото5 ром над толкателем 7 размещена подпружиненная посредством пружины 10 лрижимная колодка 11 со скосом 12. Рабочий торец 13 толкателя 7 и рабочий торец прижимной колодки 11 расположен с зазоО ром от торцов деталей 3, при этом зазор торца 14 прижимной колодки 11 меньше зазора торца 13 толкателя 7, Кроме того, рабочий торец 14 прижимной колодки 11 расположен напротив торца детали, находя5 щейся над нижней деталью 3.
Прижимная колодка 11 и толкатель 7 закрыты сверху крышкой 15, снабженной серьгой 16, соединенной пружиной 10 и зацепом 17 толкателя 7. В исходном состоянии прижимная колодка 11 под действием
пружины 10 прижата своим выступом 18 к заплечику толкателя 7. Толкатель 7 приводится в возвратно-поступательно движение по направляющей б посредством водила 19. Привод не показан. Напротив толкателя 7 со стороны выдачи детали установлена с возможностью вертикального перемещения стенка 20 магазина 2. имеющая скос 21. Стенка 20 подпружинена к основанию 1 пружиной 22. При этом скос 21 ниж- ней части стенки 20 магазина 2 и скос 8 в верхней части рабочего торца толкателя 7 направлены под одним углом в сторону выдачи детали 3. Верхняя кромка скоса 21 стенки 20 расположена выше верхней кром- ки нижней детали 3, а верхняя кромка 23 входного окна 4 магазина 2 расположена выше прижимной колодки 11. Вертикальное перемещение подпружиненной стенки 20 осуществляется по направляющим (не пока- заны).
Устройство работает следующим образом.
В исходном состоянии рабочий торец 14 прижимной колодки 11 состоит из стопы деталей с зазором, необходимым для их свободного перемещения вниз, а рабочий торец 13 толкателя 7 имеет зазор от стопы деталей. Стопа деталей 3 в магазине 2 под действием сил вибрации или других сило- вых факторов прижимается к основанию 1. В начальной фазе движения толкателя 7 выбирается зазор между прижимной колодкой 11 и деталью, находящейся над нижней деталью. Эта деталь стопы прижимается к тор- цу подпружиненной стенки 20 с усилием, задаваемым пружиной 10. При дальнейшем движении толкателя 7 выбирается оставшийся зазор и его рабочий торец 13 входит в контакт с торцом нижней детали. Далее под действием толкателя 7 эта деталь контактирует со скосом 8 толкателя 7 и попадает под скос 21 подпружиненной стенки 20. Благодаря параллельности этих скосов про
исходит подьем подпружиненной стенки 20 и, следовательно, так как вторая деталь от основания 1 прижата к стенке 20 - происходит разделение стопы от нижней детали в вертикальном направлении. Высота подъема стопы равна высоте скоса 8 толкателя 7. При последующем движении толкателя 7 происходит беспрепятственное проталкивание нижней детали под подпружиненной стенкой 20 без контакта с вышележащей деталью.
Предлагаемое устройство поштучной выдачи деталей обладает повышенной надежностью работы и расширенной технологической возможностью благодаря свободному бесконтактному с другими деталями их прохождению на позицию обработки. В связи с этим можно использовать как плоские детали со сплошной поверхностью так и с фигурной формой и вырезами. Формула изобретения Устройство для поштучной выдачи деталей из стопы, содержащее основание, вертикально установленный над ним магазин для размещения стопы деталей, размещенные со стороны, противоположной направлению выдачи детали, толкатель и прижимную колодку со скосом, отличающееся тем, что, с целью повышения надежности в работе и расширения техно- логических возможностей, прижимная колодка выполнена подпружиненной к стенке магазина, расположена над толкателем и соединена с ним посредством продольной направляющей, а стенка магазина со стороны выдачи детали установлена с возможностью вертикального перемещения и подпружинена к основанию, при этом основание закреплено с зазором относительно магазина и выполнено по всей его площади, а толкатель в верхней части рабочего торца и нижняя часть стенки магазина со стороны выдачи детали имеют скосы, направленные под одним углом в сторону выдачи детали.
22 20 242% 16 // 140 47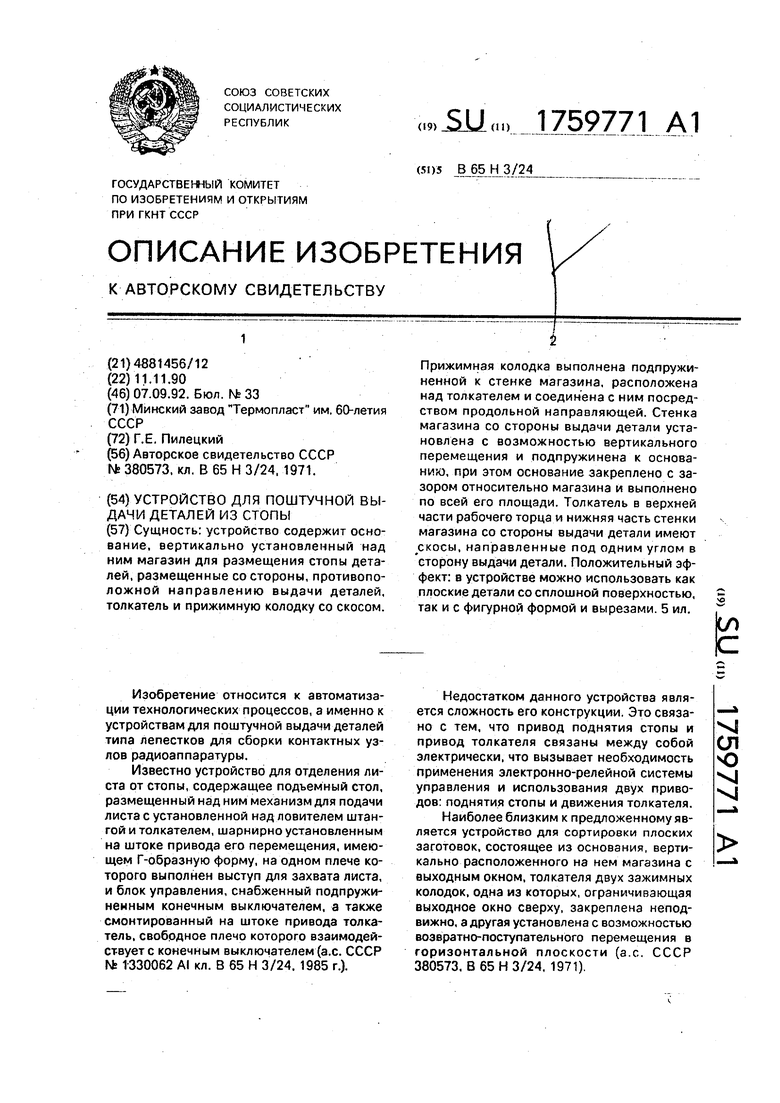


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для поштучной выдачи из стопы плоских деталей | 1987 |
|
SU1570983A1 |
| Устройство для поштучной подачи из стопы плоских деталей | 1988 |
|
SU1670820A1 |
| Механизм поштучной выдачи деталей | 1979 |
|
SU782985A2 |
| Протяжной станок для обработки кольцевого паза в деталях типа дисков | 1983 |
|
SU1138266A1 |
| Устройство для поштучной подачи неплоских листовых деталей,преимущественно контактных элементов | 1984 |
|
SU1192178A1 |
| Устройство для поштучной выдачи деталей | 1981 |
|
SU1004072A1 |
| Устройство для поштучной выдачи деталей | 1988 |
|
SU1608000A1 |
| Устройство для свертывания в рулоны и упаковывания листовых материалов | 1988 |
|
SU1564047A2 |
| Устройство для поштучной выдачи изделий | 1986 |
|
SU1425042A1 |
| Устройство для поштучной выдачи плоских деталей из стопы | 1982 |
|
SU1060279A1 |

Сущность: устройство содержит основание, вертикально установленный над ним магазин для размещения стопы деталей, размещенные со стороны, противоположной направлению выдачи деталей, толкатель и прижимную колодку со скосом. Прижимная колодка выполнена подпружиненной к стенке магазина, расположена над толкателем и соединена с ним посредством продольной направляющей. Стенка магазина со стороны выдачи детали установлена с возможностью вертикального перемещения и подпружинена к основанию, при этом основание закреплено с зазором относительно магазина и выполнено по всей его площади. Толкатель в верхней части рабочего торца и нижняя часть стенки магазина со стороны выдачи детали имеют скосы, направленные под одним углом в сторону выдачи детали. Положительный эффект: в устройстве можно использовать как плоские детали со сплошной поверхностью, так и с фигурной формой и вырезами. 5 ил. & fe
Фиг.{
Фиг. 2
/1-Й
976
83 В 16
Фиг.Ц
б-Ь
Фиг.5
VI
| 0 |
|
SU380573A1 | |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
