Изобретение относится к области строительства и в частности к способам изготовления железобетонных коробчатых блоков произвольных геометрических размеров с приторцованными и неприторцованными стыковыми поверхностями.
Известен способ изготовления железобетонных коробчатых блоков на стленных поддонах, состоящий в установке на: первом поддоне арматурного каркаса, приведении наружных,внутренних и торцовых щитов в проектное положение, заведении каналообразователей, бетонировании блока, извлечении каналообразователей, распалубке блока и сдвижке его в матричное положение, после чего на втором поддоне осуществляют аналогичные операции по бетонированию следующего блока, при, этом торцовой опалубкой ему служит-, с одной стороны, торец ранее забетонированного блока, а с другой - металлический щит 1.
Этот способ, являясь в настоящее время наиболее вйсокопройзводительным, все же не обеспечивает достаточных темпов изготовления блоков и
обладает рядом недостатков, важнейшиг из которых являются:
-недостаточная производительность и относительно высокая трудоемкость;
-затруднительные условия укладки бетона боковых стенок блоков,особенно при их большой высоте, что неблагоприятно влияет на качество
0 изделия;
-невозможность изготовления на одной и той же установке блоков различных типоразмеров и различных толпсин элементов, что вынуждает иногда
5 производить полную смену оснастки при переходе на изготовление других типоразмеров блоков.
Известен и другой способ изготовления железобетонных коробчатых бло0ков произвольных геометрических размеров с приторцованными и неприторцованными стыковыми поверхностя1 И, заключающийся в раздельном изготовлении элементов блоков с последую5щей сборкой и объединением этих элементов на специальном стенде и добе гонировкой стыка между блбками для приторцовки их стыковых поверхностей 2 ,
0
Но он также сбпадает пуш.ествекыыми кедосп-аткам
- наличие двух отдельных технологи геских линий одной по изготовле.мяю плоских х елеэобетонных тглит, гой - по укрупнительной. сборке этих плит в коробчатые блоки,, нто &л:ечет sa собой рост трудозатрат, снижение прризво,ш телъностк труда при ком качестве процесса бетонирования стыка, между блоками;
дан блоков с закрыты каналаfvijs большие затруднения в устройстве этих каналов в стыках при укрупнительной сборкеS
Целью настоящего изобретения i sляется узеличение производительное г:я труда, повышение качества И31делкй : зозмолсносгь изготовления блокоз с; различно толщиной стека;-; элеменi oB при постоянной к перененкой эы- поте этих блоковS
Поетавлянкв я цель досгм:--аетс.я темсто S способе KsroiowteHKs кепезобетонных коробчатык блоков rspoKsiBOnb ных геометрическйк размеров с прита рцованныгда и неприторцованяыми стыковыми поверхностями р зв.кЛKчающемся в раздельном изготСЕЛеНИИ злe 4eнтoз коробчатого с последуютгей сборкой л обгедкяе-нием этик BJ teMeHTOB в блок, цикл иэготовлекия элемектов блокон и I3X сборку осуществляют на единой формовочной устано зке путем гшадваР ятельного изготовлени гругш ;-;; 6о-ловьих сленок ка раскрытых Б удобное для батонирования положение бокс.вкя йригах опалубки; которые после :.-is,6opa бетоном необходимой проч -5Остк усл навливают в проектное положеике посредстзом ихповорота;, после ч:его на поддон установки укла.цьзвают sipMaтуркый каркас, соединяют с выступгоBjHMH арматурными стержнями боковых стенок и П1.ЮНЭВОДЯТ бетонирозанке тругглы 1-гажаих с однОБремекг.Ыг-ОМОН олкчи ваяй ем их с боковыми г.гт е .ами к после набора бетоном, яижк:;1К ;шит необходдимой прочности про; 1ЭвО:дят установку арматурного каркаса и бетонирование веркней группы плит,, причем бетонкроБание аеркней группы гшит совмещают с началом нозого цик-ла,
Кроме того, для обеспечения препятственяого поворота в прое1(:ткс.п положение одной группй сгтенок откоситально другой;, стык метку этимк гpyппa л выполняют под углом к их наружной поверхности о
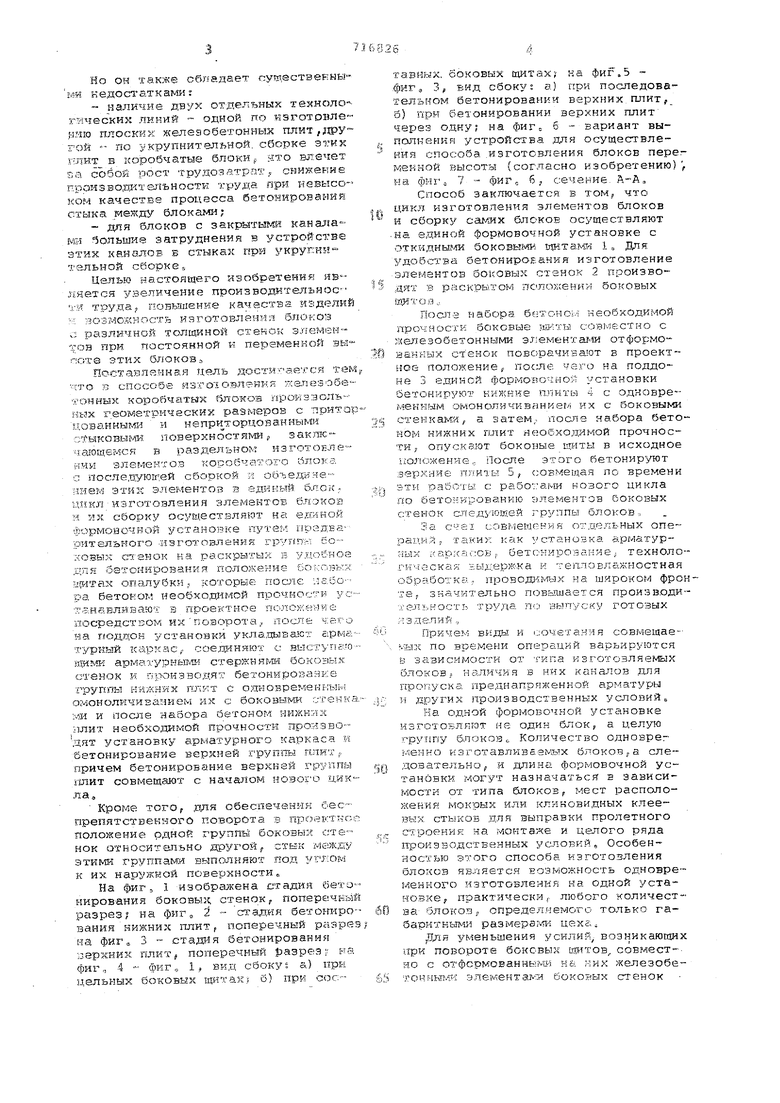
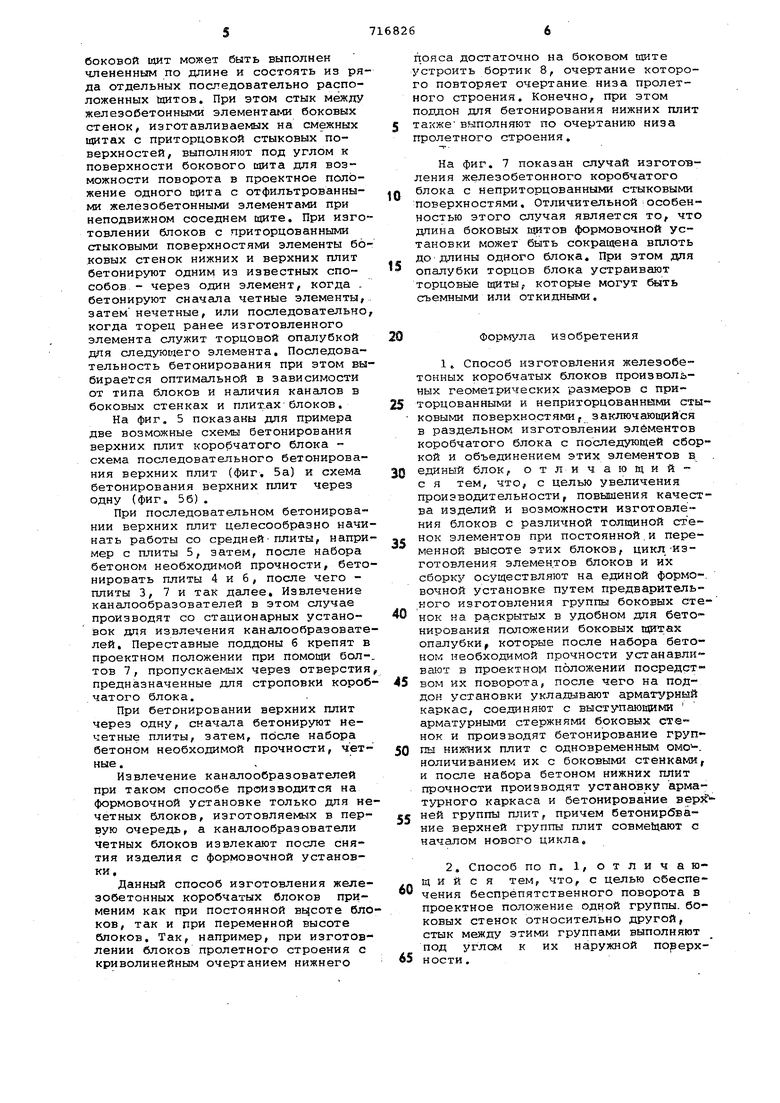
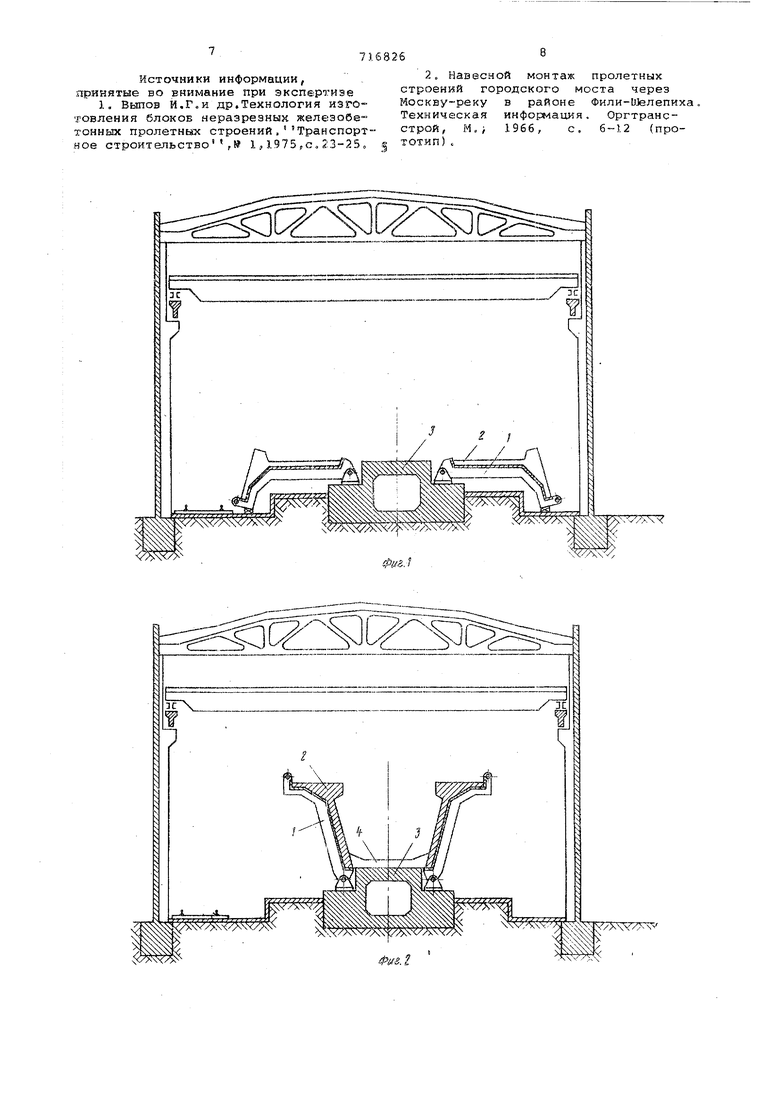
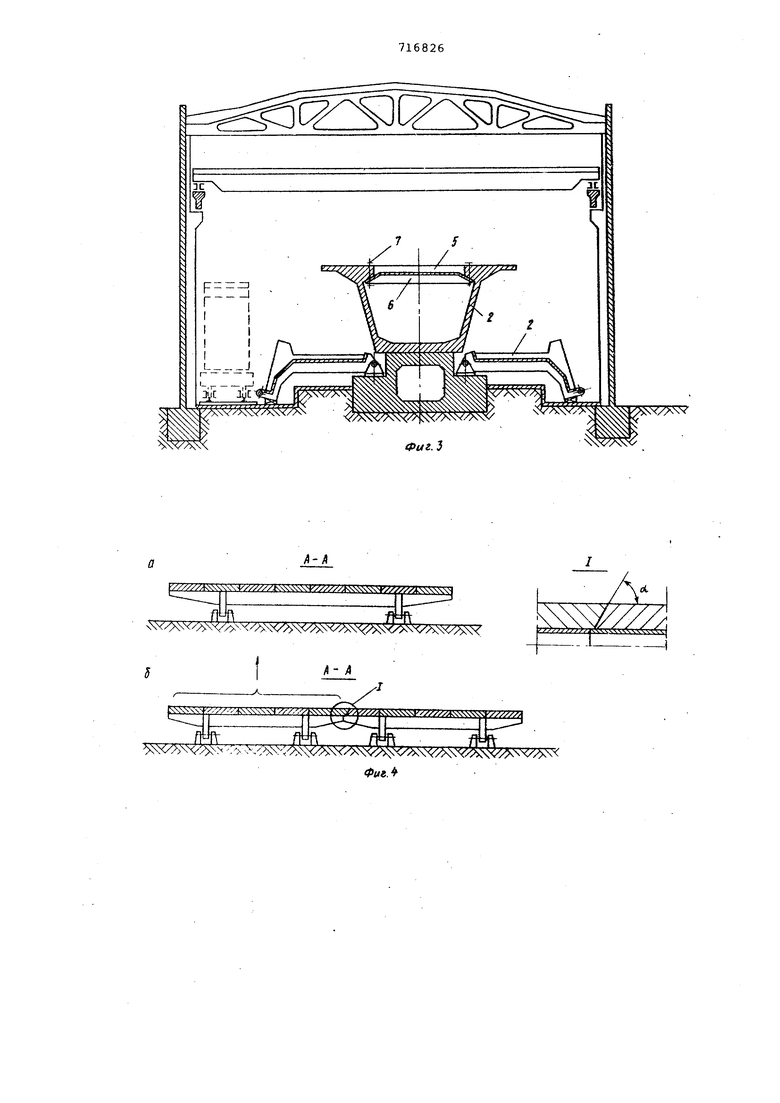
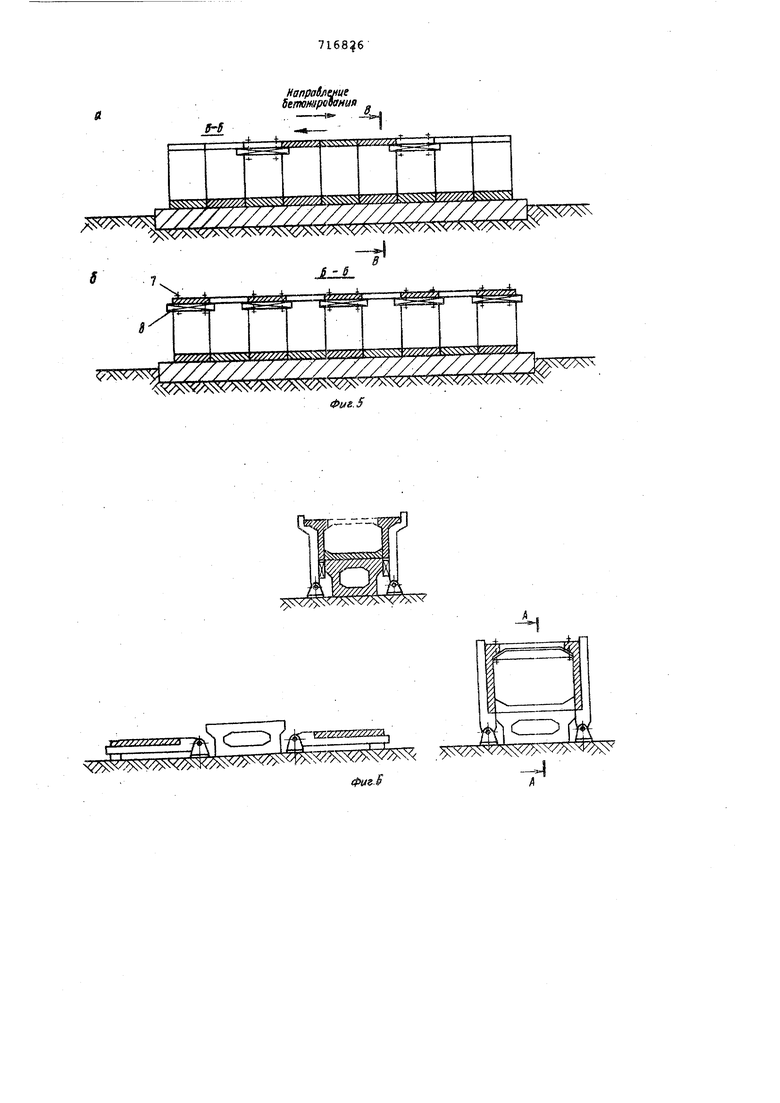
На фиг 5 1 изображена с тадия бето киров-ания боковьи:, стенок, поперечный разрез , на фиг, i - сэ:эдкя бетот-ipoвания нижних плит, поперечный раэреэ на фиг 3 - стадия бетонирования верхних ПЛИТ; поперечный разрез;; ва фиг,. 4 фиг, 1, вид сбоку; а) прн цельных боковых щитах; б) при соегавиых. боковых сцитах к а фиг, 5 фиг, 3, вид сбоку; а) при последовательном 6eTOHiipOBat nH верхних плит, б) при бетонировании верхних плит через одну; на фиГс, 6 - вариант выполкеикн устройства ,цля осуществления способа .изготовления блоков переменной высоты (согласно изобретению) на фиг г 7 - фиг 5 6, сечение. А--А,
Способ заключается в том,, что цикл изготовления элементов блоков и сборку cai.OTX блоков осуществляют .на единой формовочной установке с откидны 4И 6OKOBHMS4 щитам 1 , Для удобства бетонирования изготовление элементов боковых: стенок 2 производят в раскрытом пс1.ло)1(ениу боковых вдитая,,
После набора б.;;тоном необходимой прочности боковые ккты совместно с SfeJsegoaeTOHHabiH элементаг.да отформоанггных стенок поворачиБа от в проектное положение,, пос:ле vero на поддоне 3 единой формо во чноЯ установки бетонируют кияшие плиты 4 с одновремекн з1М омоноличкваниеЕл их с боковыми стенками, а затем,, после набора бетоном нижних гшит необходимой прочности, onycKcuoT боковые щиты в исходное положение „ После этого бетониругот верхние ппи1ы 5 совмещая по времени эти работы с рабо.э.ми цикла по бето-ированию скпемеятов боковых стенок с.:ггедую б.ей группы блоков.
За совмешения отдельных oneоаимЯ , таких как установка арматураык каркагюв,, бетонирозание; техноло.ркческая ныдерЖКа и тепловлажностная обработка,, провощИ тЫх на широком фроте, значительно повышается проиэв,оди:сап ::Кость труда по выпуску готовых лэде,пий ,,
Причем вРда; и |;:очетания совнещаеViKix по времени опера ций варьируются D зависимости от типа изготовляемых блоков наличия в них каналов для пропуска преднапрпженк.ой арматуры и других производственных условий,
Ка одной формовочной установке изготовляют не один блок, а целую группу 6.ПОКОВ с. Количество одноврег меино кзготаБливб,е У1Ьтх блоков а следовательно, и длина формовочной устанйвки назначатьсй н зависимости от типа блоко Вр мест расположении мокрых или клиновидных клеетзьзх стыков ,цля выправки пролетного строения на монтаие и целого ряда производственных условий. Особенностью этого способа изготовления блоков является возможность одновременного изготовления ка одной установке, практически,, любого количества .блокоз, определ,чемого только габаритными размер8л,Я; цеха.
Для уменьшения усилий, воэникаюпщх гфи повороте боковых щитов, совместно с отфсрмоЕанннт ш ка них железобетонны мк элемента1 л боковых стенок
боковой щит может быть выполнен члененным по длине и состоять из ряда отдельных последовательно расположенных щитов. При этом стык между железобетонными элементами боковых стенок, изготавливаемых на смежных щитах с приторцовкой стыковых поверхностей, выполняют под углом к поверхности бокового щита для возможности поворота в проектное положение одного щита с отфильтрованными железобетонными элементами при неподвижном соседнем щите. При изготовлении блоков с приторцованными стыковыми поверхностями элементы боковых стенок нижних и верхних плит бетонируют одним из известных способов - через один элемент, когда . бетонируют сначала четные элементы, затемнечетные, или последовательно когда торец ранее изготовленного элемента служит торцовой опалубкой для следующего элемента. Последовательность бетонирования при этом выбирается оптимальной в зависимости от типа блоков и наличия каналов в боковых стенках и плит.ах блоков.
На фиг. 5 показаны для примера две возможные схемы бетонирования верхних плит коробчатого блока схема последовательного бетонирования верхних плит (фиг. 5а) и схема бетонирования верхних плит через одну (фиг. 56) .
При последовательном бетонировании верхних плит целесообразно начинать работы со средней-плиты, например с плиты 5, затем, после набора бетоном необходимой прочности, бетонировать плиты 4 и б, после чего плиты 3, 7 и так далее. Извлечение каналообразователей в этом случае производят со стационарных установок для извлечения каналообразователей. Переставные поддоны б крепят в проектном положении при помощи болтов 7, пропускаемых через отверстия предназначенные для строповки короб.чатого блока.
При бетонировании верхних плит через одну, сначала бетонируют нечетные плиты, затем, после набора бетоном необходимой прочности, четные .
Извлечение каналообразователей при таком способе производится на формовочной установке только для нечетных блоков, изготовляемых в первую очередь, а каналообразователи четных блоков извлекают после снятия изделия с ФОРМОВОЧНОЙ установки.
Данный способ изготовления железобетонных коробчатых блоков применим как при постоянной вцсоте блоков, так и при переменной высоте блоков. Так, например, при изготовлении блоков пролетного строения с криволинейным очертанием нижнего
пояса достаточно на боковом щите устроить бортик 8, очертание которого повторяет очертание низа пролетного строения. Конечно, при этом поддон для бетонирования нижних плит такжевыполняют по очертанию низа пролетного строения.
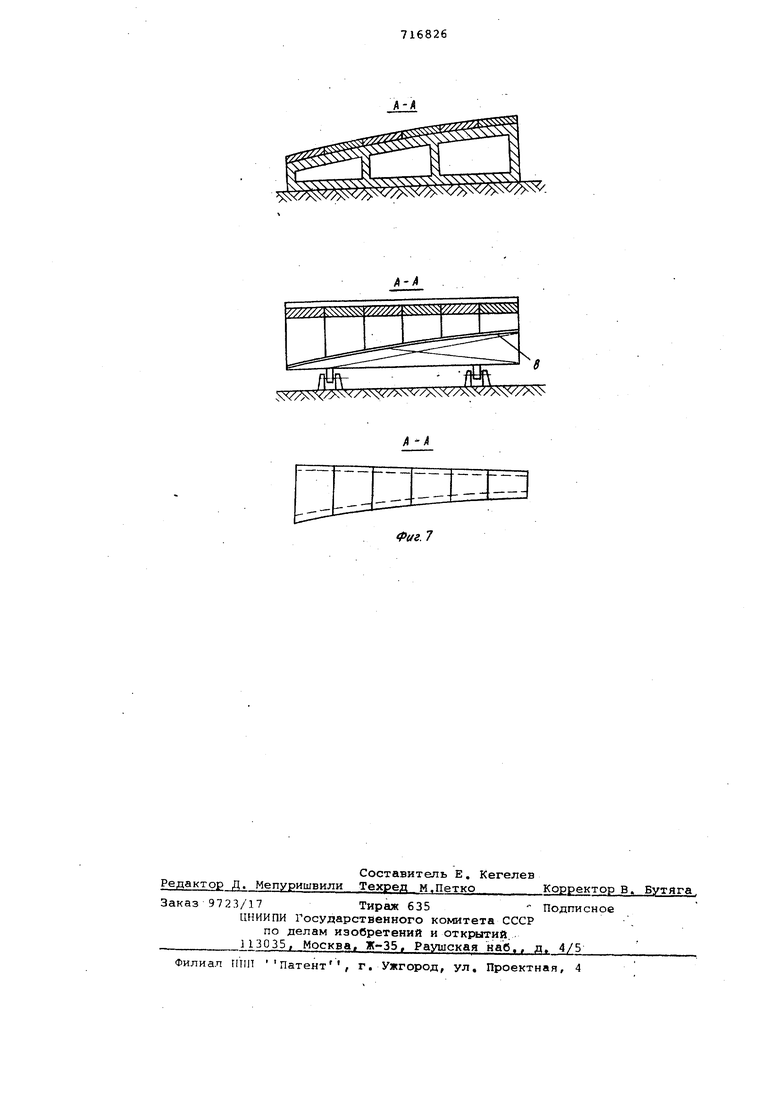
На фиг. 7 показан случай изготовления железобетонного коробчатого блока с неприторцованными стыковыми поверхностями. ОтличительнойОсобенностью этого случая является то, что длина боковых щитов формовочной установки может быть сокращена вплоть до длины одного блока. При этом для опалубки торцов блока устраивают торцовые щиты, которые могут быть съемными или откидными.
20
Формула изобретения
1 Способ изготовления железобетонных коробчатых блоков произвольных геометрических размеров с приторцованными и непризгорцованними стыковыми поверхностямир заключающийся в раздельном изготовлении элементов коробчатого блока с последующей сборкой и объединением этих элементов в
единый блок, отличающийс я тем, что, с целью увеличения производительности, повышения качества изделий и возможности изготовления блоков с различной толщиной стенок элементов при постоянной,и переменной высоте этих блоков, цикл/изготовления элементов блоков и их сборку осуществляют на единой формо-. вочной установке путем предваритель ного изготовления группы боковых стенок на ра,скрытых в удобном для бетонирования положении боковых артах опалубки которые после набора бетоном необходимой прочности устанавли вают в проектном положении посредством их поворота, после чего на под™ дон установки уклаливают арматурный каркас, соединяют с выступаюй5ими арматурными стержнями боковых стенок и производят бетонирование группы нижних плит с одновременным . ноличиванием их с боковыми стенками, и после набора бетоном нижних плит прочности производят установку арматурного каркаса и бетонирование вер
ней группы плит, причем бетонирбвание верхней группы плит совме1цают с началом нового цикла.
2, Способ по п. 1, отличающийся тем, что, с целью обеспе60чения беспрепятственного поворота в проектное положение одной группы, боковых стенок относительно другой, стык между этими группами выполняют под углем к их наружной порерх65 ности.
Источники информации,
принятые во внимание при экспертизе
1 Вылов Й.ГсИ др.Технология изготовления блоков нераэрезных железобетонных пролетньск строений ,Транспортное строительство , 1,1975,с.
2. Навесной монтаж пролетных строений городского моста через Москву-реку в районе Фили-DJeлeпиxa Техническая инфо1 1ация. Оргтрансстрой, Ы,; 1966, с. 6-12 (прототип) .
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОЗВЕДЕНИЯ МОСТА, ЭСТАКАДЫ | 2002 |
|
RU2251604C2 |
| СПОСОБ ЦИКЛИЧНОЙ ПРОДОЛЬНОЙ НАДВИЖКИ НЕРАЗРЕЗНОГО ЖЕЛЕЗОБЕТОННОГО ПРОЛЕТНОГО СТРОЕНИЯ МОСТА | 2004 |
|
RU2242559C1 |
| Установка для изготовления железобетонных коробчатых блоков | 1978 |
|
SU876439A2 |
| СПОСОБ СООРУЖЕНИЯ ЖЕЛЕЗОБЕТОННОГО МОСТА | 2004 |
|
RU2283911C2 |
| Способ изготовления основания гравитационного типа (ОГТ) на специализированной производственной площадке | 2022 |
|
RU2771197C1 |
| Железобетонный коробчатый блок пролетного строения моста и способ его изготовления | 1978 |
|
SU777139A1 |
| Способ изготовления железобетонного объемного блока | 2017 |
|
RU2650151C1 |
| Установка для изготовления железобетонных блоков пролетных строений мостов | 1975 |
|
SU727446A1 |
| Стыковое соединение сборных железобетонных колонн | 1977 |
|
SU771269A1 |
| Установка для изготовления железобетонных блоков коробчатого сечения | 1976 |
|
SU660831A1 |
77 ; VX -А-А
чЧ yyyy/y kчv чч 4VУУxv.v
,
5 LLL . /-г
..-i.,j
ж
. :: : / O:s;
Фиг.
HanpaSjieHue бетомротния
, )w w xxNsr/ xs / S,7.J. / iS f f-.tkrES E22ZS 2a, j. .X .
К-К
У/
