1
Изобретение относится к области машиностроения, преимущественно полимерного, и может быть использовано при производстве листов ориентированного органического стекла, применяемого для изготовления деталей остекления,,
Известен станок для растяжения листов прямоугольной формы, который состоит из захватов тянущего механиз ма с ходовыми винтами, взаимодействующих с силовой рамой, и привода. Захваты тянущего механизма смонтированы на двух подвижных и двух неподвижных относительно силовой рамы бсшках и взаимодействуют с ходовыми винтами и валами привода через пары шестерен и гайки 1,
Недостаток станка заключается в том, что он является станком периодического действия, что приводит к простоям во время загрузки листа, его разогрева, охлаждения и выгрузки, а также во время возврата растягивающих узлов в исходное положение для загрузки следующего листа и обуславливает его низкую производительность .
Более высокую производительность имеют устаноики непрерывного действи
для растяжения листов термопластичных материалов, например, полотна пленки, в которых происходит последовательное захватывание противоположных краев пленки с помощью згикимов, смонтированн{ 1х на звеньях бесконечных шарнирных цепей.
Наиболее близким по технической сущности является установка для двухосного растяжения термопластичных материалов, содержащая камеру нагрева и механизм.растяжения, выполненный в виде двух диаметрально расположенных бесконечных шарнирных цепей с при водом, на звеньях которых смонтированы каретки с зажимами, и направляющих ,цля кареток 2.
Недостатком известной установки является то, что в ней не могут быть подвергнуты равномерному двухосному растяжению листы термопласта прямоугольной формы, т.к. наличие зажимов только для захвата кромок двух противоположных сторон листа термопласта приводит к одноосному растяжению материала.
целью настоящего изобретения является обеспечение непрерывности процесса растяжения прямоугольных листов термопласта. Это достигается
Тем, что установка снабжена дополнительнЕлми механизмами растяжения аналогичной конструкции, причем зажимы всех механизмов расположены с ранным шагом по периметру листа, а направлящие установлены под углом к плоскосfTH листа.
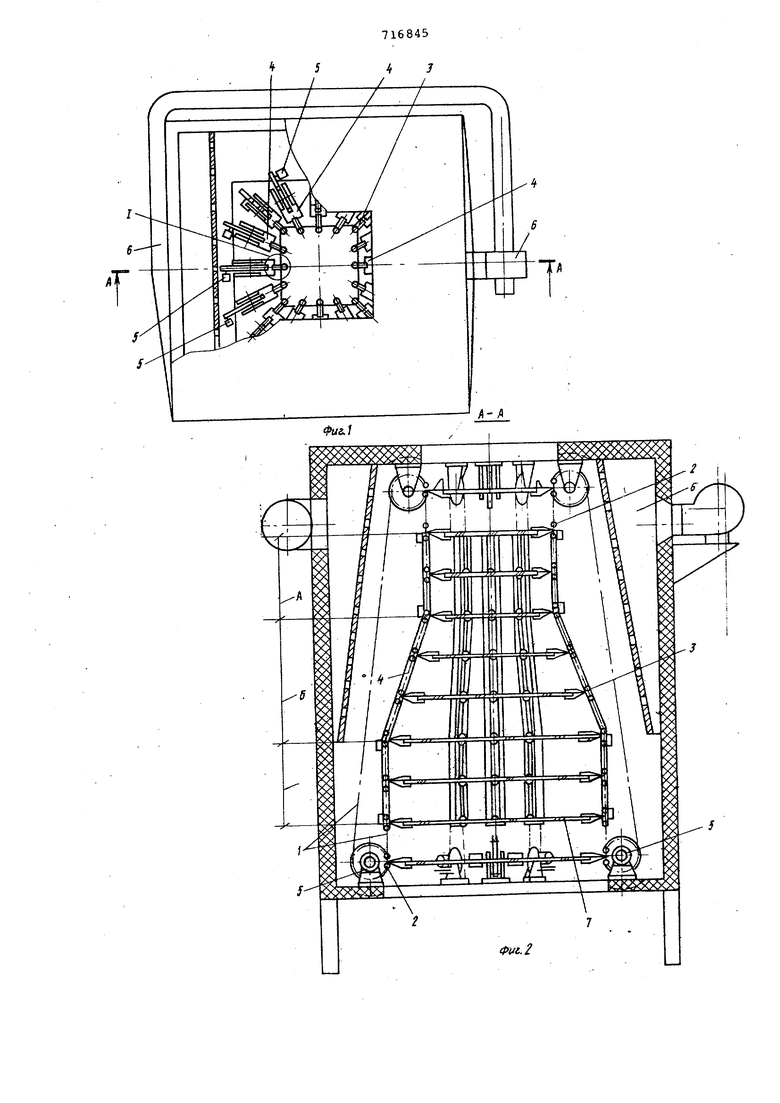
Существо изобретения поясняется чертежами, где на фиг. 1 дан вид установки сверху; на фиг. 2 - разрез установки А-А, на фиг. 3 - показан зажим с кареткой и направляющая,
ycTaijOBKa состоит из бесконечных шарнирных цепей 1, кареток 2 с зажимами 3, смонтированных на звеньях бесконечных цепей-1, направляющих 4 для кареток 2, приводов 5 перемещения бесконечных шарнирных цепей 1. Направляющие 4 размещены с постоянным шагом эквидистантно периметру прямоугольного листа термопласта и установлены перпендикулярно его плоскости. Рабочие поверхности зажи1«эв 3 расположены перпендикулярно направлению перемещения (сверху вниз) листа термопласта. Каждые две взаимно противоположные направляющие 4 :8Ыполнены вначале параллельными {участок А разогрева), затем направляющие 4 выполнены расходящимися (участок Б растяжения), на следующем участке направдяющие 4 снова выполнены парешлельными (участок В окончательного отверждения растянутого листа термопласта). Каретки 2 с эажиМами 3 смонтированы по длине бесконечных цепей 1 с постоянным шагом так, что по высоте участка А, Б и В направляющих 4 зажимы 3 образуют несколько горизонтальных рядов (этажей), эквидистантных периметру Листа термопласта, рабочие поверх.ности зажимов 3 каждого ряда расположены в горизонтальной плоскости. Верхний горизонтальный ряд зажимов 3 - ряд загрузки листов термоплс1ста в станок. Участок разогрева А и участок растяжения Б расположены в конвективной камере нагрева 6. Нижний горизонтальный ряд зажимов 3 - ряд аыгрузки растянутого листа термопласта.
Установка работает следующим образом. Включают конвективную камеру б нагрева, после разогрева ее до рабочей температуры включают привод 5 перемещения бесконечных шарнирных цепей 1. В верхний ряд зажимов 3 загружают лист 7 термопласта. По мере перемещения бесконечных шарнирных цепей 1 образуется следующий верхний горизонтальный ряд зажимов 3, в который загружают второй лист 7 термопласта и т.д.
При прохождении каретками 2 учадтка А направляющих 4 происходит разогрев листов 7 термопласта до высоко:эластического состояния. На участке В направляющих 4 расстояние между
взаимно противоположными зажимами 3 увеличивается, что приводит к увеличению линейных размеров листа 7 термопласта, т.е. его растяжению. Рас.Тянутый лист 7 термопласта охлаждается (экружающим воздухом при прохождении каретками 2 участков В. направляющих 4 и выгружается из нижнего горизонтального ряда зажимов 3. При полной загрузке установки в каждом горизонтальном ряду зажимов 3 закреп лен лист 7 термопласта. В установке в разных горизонтальных рядах захватов 3 на участках А, Б и В направляющих 4 проводятся одновременно операции всего технологического процесса растяжения: загрузка листов термопласта в захваты, разогрев листов до высокоэластического, состояния, растяжение листов, охлаждение и выгрузка их из устан.овки. Операции технологического процесса выполняются без останова приводов 5 бесконечных шарнирных цепей 1. Скорость движения бесконечных шарнирных цепей 1 регулируется в зависимости от начальной толщины листа 7 термопласта.
Данное изобретение благодаря наличию в установке дополнительных механизмов растяжения, зажимы которых расположены с равным шагом по периметру листа, а направляющие установлены под углом к плоскости листа, позволяет обеспечить непрерывность процесса растяжения листа термопласта прямоугольной формы. По сравнению с установками периодического действи применяемыми в настоящее время для равномерного растяжения листов термопласта прямоугольной формы, предложенная установка имеет в 5-6 раз выше производительность.
Формула изобретения
Установка для двухосного растяжения термопластичных материалов, содержащая камеру нагрева и механизм растяжения, выполненный в виде двух диаметрально расположенных бесконечных шарнирных цепей с приводом, на звеньях которых смонтированы каретки с зажимами, и направляющих для кареток, отли чающая с я тем,. что, с целью обеспечения непрерывности процесса растяжения прямоугольных листов термопласта, установка снаб-жена дополнительными механизмами растяжения аналогичной конструкции, причем зажимы всех механизмов расположены с равным шагом по периметру листа а направляющие установлены под углом к плоскости листа.
Источники информации, принятые во внимание, при экспертизе
1.Авторское свидетельство СССР №270242, кл. В 29 D 7/24, 1967.
2.Заявка Франции №2233162, кл. В 29 D 7/24, 1975 (прототип).
//i 716845
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для вытяжки листов термопласта | 1988 |
|
SU1548070A1 |
| Станок для вытяжки листов термопластов | 1977 |
|
SU738891A1 |
| Устройство для вытяжки листов термопласта | 1989 |
|
SU1609700A1 |
| УСТРОЙСТВО ДЛЯ ДВУОСНОЙ ВЫТЯЖКИ ЛИСТОВ ТЕРМОПЛАСТА | 1991 |
|
RU2027594C1 |
| Станок для вытяжки листов термопластов | 1978 |
|
SU706249A1 |
| Устройство для двухосной вытяжки листов термопласта | 1989 |
|
SU1763229A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ БУТЫЛОК ИЗ ПОЛИЭТИЛЕНТЕРЕФТАЛАТА | 2000 |
|
RU2164471C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОПЛАСТА И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2008227C1 |
| Устройство для разогрева листовТЕРМОплАСТА | 1979 |
|
SU821172A1 |
| Устройство для вытяжки листов термопласта | 1985 |
|
SU1329991A1 |

Фа&.
