Изобретение относится к производству легких ячеистых заполнителей типа сотовых структур, предназначенных для использования их в многослойных конструкциях в качестве заполнителей, основными требованиями для которых являются высокие значения удельной прочности ( m / σ ) и удельной жесткости (m/E).
Известен способ и устройство для использования высокотемпературных сотовых структур [1] , в которых слои полимера или тонколистовых материалов в виде бумаги, ткани и др. материалов, имеющих покрытие из раствора или расплава полимера типа полисульфона, полиэфиркетона, полиэфирэфиркетона, полиамида и др. термопластов, собираются в виде сотовой ячеистой структуры.
Это изобретение предусматривает два варианта способа и их аппаратурного обеспечения.
По первому варианту, предусматривающему одновременное гофрирование и сварку, плоские заготовки материала выкладываются послойно и последовательно на многих рядах стержней заданной формы, при этом первый слой выкладывается на профилированную базовую плиту и последний слой, выложенный на последнем ряду стержней, завершается аналогичной профилированной плитой.
Собранный пакет, имеющий вид поленницы дров, помещается в пресс (или используется вес стержней) для создания давления. Одновременно с давлением осуществляется нагрев системы в печи или с помощью электронагревателей, вставленных в стержни, до температуры, при которой термопласт или термопластичное покрытие, нанесенное на поверхность материала, доводится до размягчения, в результате чего осуществляется формование, а соприкасающиеся поверхности свариваются, затем пакет резко охлаждается. В результате образуется сотовая структура с формой ячеек, соответствующей форме стержней.
Описанный способ и оборудование имеют следующие недостатки: возможно гофрировать только листы из неармированного термопласта, так как гофрирование этим способом листов, армированных перечисленными материалами, приводит к неминуемому их разрушению из-за возникающих растягивающих усилий за счет разности развернутой длины гофрированного ряда и геометрической ширины сотопласта при отсутствии проскальзывания материала при гофрировании и отсутствии пластичности его за счет жесткости армирующих систем. Последовательное гофрирование путем последовательной укладки стержней и листов препрега невозможно из-за жесткости и отсутствия пластичности препрегов при нормальной температуре;
значительная металлоемкость собранного технологического пакета обуславливает соответствующее значительное возрастание энергоемкости процесса при нагреве и охлаждении его. Для приема металлоемкость 1 м3сотопласта составляет примерно 7,5-8,5 т;
способ в связи с большим количеством формующих стержней практически исключает возможность изготовления сотовых структур с малым размером ячейки. Например, сотоблок, имеющий размеры а= b= c= 1000 мм при ячейке 3,5 мм, потребует 30,9 тыс. стержней. Это обстоятельство предопределяет возможность изготовления этим способом только крупноячеистых структур;
необходимость ручной укладки не может обеспечить высокую производительность процесса, а наличие большого количества одновременно нагреваемых стержней резко увеличивает производственные затраты и стоимость сотопласта.
По второму варианту этого изобретения представлены способ и установка, обеспечивающие изготовление сотовых структур с применением предварительно гофрированных заготовок.
Установка состоит из вертикально расположенной рамы с подвижной верхней горизонтальной траверсой, на которой вертикально закреплена группа из четырех рядов формующих стержней необходимой формы, имеющих два варианта разогрева стержней: один - при помощи печи, другой предусматривает установку в стержнях электрических нагревателей.
Траверса установлена с возможностью вертикального перемещения относительно рамы.
Установка имеет четыре профилированные плиты с вертикальным расположением осей профилей. Три плиты являются базовыми, а одна подвижна в горизонтальном направлении от соответствующего привода. Рама со стержнями имеет возможность горизонтального перемещения по рельсовым направляющим с помощью соответствующего привода.
Установка работает следующим образом.
Укладывают между плитами предварительно гофрированные заготовки, ориентируя направление осей гофров вертикально и фиксируя прилегание друг к другу поверхностей соседних заготовок, подлежащих сварке (склейке). Гофры в каждой паре рядов располагаются зеркально по отношению друг к другу. Затем опускают подвижную траверсу, введя стержни в полости гофров в первой зоне от начала пакета. Горизонтальным перемещением подвижной профилированной плиты нагружают давлением заготовки через стержни, при этом свариваемые плоскости вводят в контакт друг с другом. За счет разогрева и давления термопласт одного слоя в стыке сплавляется с полимером соседнего слоя. Затем осуществляется термофиксирование охлаждающим воздухом, после чего блок стержней поднимается и после вывода их из гофров указанный блок приводом горизонтального перемещения рамы смещается на следующую зону. После этого подвижная рама опускается, введя стержни в следующую зону заготовки, и так до завершения сварки уложенного пакета.
Способ и установка по этому варианту имеют следующие недостатки:
необходимость предварительного гофрирования, представляющего в данном случае самостоятельный процесс, увеличивает трудоемкость, энергоемкость и, следовательно, стоимость продукции;
наличие четырех рядов стержней, разогреваемых одновременно, увеличивает энергоемкость процесса;
необходимость укладки гофрированных заготовок при подготовке к сварке каждого сотоблока затрудняет автоматизацию процесса и исключает возможность осуществления непрерывного процесса получения бесконечного по длине блока сотовой структуры, что отрицательно влияет на производительность и стоимость продукции;
затруднительность точной укладки гофрированных заготовок и значительное число стержней не позволит осуществить по данному способу изготовление сотовых структур с малой ячейкой. Например, для ячейки а = 3,5 мм при ширине блока 1000 мм требуется приблизительно 390 стержней, при этом точно соорентировать их относительно друг друга и относительно полостей гофров при длине стержней хотя бы 300-350 мм крайне затруднительно. В связи с этим способ будет ограничен изготовлением сотоблока также с крупной ячейкой (примерно, от 8 мм);
необходимость резки сотоблока на сотопласты требуемого размера по высоте также увеличивает его стоимость.
Известна установка для изготовления сотопласта [2] , содержащая матрицу, выполненную в виде гребенки со штырями, которая имеет возможность последовательного вертикального или горизонтального возвратно-поступательного перемещения с помощью соответствующих приводов, нагревательное устройство с электродами, имеющее привод, осуществляющий перемещение его на половину шага относительно изготовляемого сотопласта, отсасывающее устройство для закрепления предварительно отформованной заготовки с фиксацией ее на специальных утапливающихся штырях и другие конструктивные элементы, например токоподводы, изоляторы из упругого виксинта и т. д.
Способ изготовления сотопласта заключается в следующем.
Устанавливают одну гофрированную заготовку, зафиксировав склеиваемые (свариваемые) поверхности ее напротив аналогичных поверхностей предыдущей заготовки, затем вводят эти поверхности при помощи приводов в контакт друг с другом и при помощи нагревательного устройства осуществляют полимеризацию нанесенных композиций, отводят нагревающее устройство в исходное положение и смещают его на полшага по отношению к гофрам. Затем, поддерживая штырями собранный пакет, выводят штыри из вновь образовавшихся ячеек. Приводом горизонтального перемещения сварочного устройства пакет смещают в глубину на размер новой ячейки и фиксируют его на штырях в этом положении, введя их во вновь образованные ячейки, после чего сварочное устройство отводится в исходное положение, где на него устанавливается очередная гофрированная пластина, которая вновь закрепляется на утапливающихся штырях с помощью отсоса, и вновь процесс повторяется.
Описанная конструкция и способ изготовления сотопласта на ней имеет следующие недостатки:
низкая производительность процесса, так как требуется применение в технологии предварительно гофрированных заготовок, что является самостоятельным и достаточно трудоемким и энергоемким процессом;
операция установки очередной формованной заготовки на нагревательно-сварочное устройство вносит дискретность в работу установки, снижающую производительность процесса;
предварительное гофрирование заготовок увеличивает общие материальные затраты, необходимые для изготовления сотопласта.
Целью изобретения является создание способа и установки, обеспечивающих
1. Высокую производительность, низкую трудоемкость за счет полноты автоматизации процесса; исключения элементов дискретности, т. е. обеспечения непрерывного процесса изготовления сотопласта (отсутствие пауз на низкопроизводительных операциях типа установки заготовок, фиксирования их относительно друг друга, извлечения готовых сотоблоков и т. д. );
2. Низкую стоимость за счет совмещения операций гофрирования и сварки при высокой степени автоматизации;
3. Повышение прочностных характеристик сотопласта за счет обеспечения правильности геометрии заданной и различной форм ячеек, в том числе шестигранной, прямоугольной, гибкой типа "флекс" и другой формы.
4. Технологичность при изготовлении конструкций на основе сотопласта за счет правильной геометрии кромок изготавливаемого сотопласта по длине и ширине, что дает возможность обеспечить сращивание двух и более сотопластов, например, с помощью клеев;
5. Изготовление сотопластов из термопластичных пленок и листов, а также бумаг, картона, ткани, однонаправленных структур на основе стеклонитей, углеродных, фениловых, кварцевых, борных и других высокопрочных волокон и нитей, пропитанных или ламинированных термопластами или термореактивными связующими, в том числе высокотемпературными типа полиамидов, поликарбонатов, полиэфиркетонов, полиэфирэфиркетонов, полифениленсульфидов и других.
Способ изготовления сотопласта заключается в осуществлении единого процесса послойного гофрирования с одновременной сваркой при непрерывном и последовательном пошаговом формовании с образованием полуячеек на бесконечной ленте, подаваемой с опережением под сварочный индентор сварочно-формующего блока, с одновременной сваркой участков верхнего слоя с соответствующими участками ранее отформованного нижнего слоя и одновременной термофиксацией предыдущего отформованного гофра верхнего слоя. Во время формования каждого очередного гофра за счет температуры и давления, создаваемых формующим и термофиксирующим инденторами, участок этого гофра сваривается с соответствующим зеркально симметричным участком ранее отформованного нижележащего гофра.
Установка для изготовления сотопласта содержит базовую раму, на которой установлены одна или более пар сборочных направляющих, две плиты, которые имеют возможность вертикального возвратно-поступательного перемещения относительно базовой рамы. При этом каждая плита снабжена рамой со стержнями, собранными в виде гребенок. Рама со стержнями имеет возможность горизонтального возвратно-поступательного перемещения в направлении осей стержней.
Совместное перемещение рамы со стержнями и плиты обеспечивает перемещение осей стержней по траектории прямоугольника.
Для гофрирования с одновременной сваркой на каждой паре направляющих установлены сварочно-формующие механизмы, включающие один или два блока, каждый из которых состоит из формующего (сварочного) термофиксирующего инденторов. Инденторы имеют возможность шагового перемещения (каждый раз на один шаг профиля) и возвратно-поступательного вертикального движения при каждом шаге для создания формующего усилия. Таким образом, инденторы выполняют функцию пуансонов, перемещающихся по профилю, образованному стержнями.
Сварочно-формующий механизм снабжен одним или двумя раскладочными роликами, подающими ленту под формующий индентор, с точной фиксацией ее на стержнях.
Формование и сварка ленты осуществляется на двух рамах со стержнями. Ряды стержней одной рамы попеременно вводятся в зацепление со стержнями другой рамы так, что стержни обеих рам образуют профиль Б (фиг. 2) заданной конфигурации, являющейся матрицей. Формование каждой полуячейки при шаговом перемещении инденторов осуществляется непрерывно и последовательно.
При завершении гофрирования и сварки очередного слоя стержни нижнего ряда выводятся (вытягиваются) из зацепления со стержнями верхнего ряда, что дает возможность стержням верхнего ряда опуститься на торцы направляющих. При этом стержни нижнего ряда, совершив движение по траектории прямоугольника, вводятся в зацепление со стержнями, уже занявшими нижнее положение. Отформованная лента оказывается зажатой между рядами стержней, как это показано на фиг. 2.
При этом одновременно с формированием очередного гофра за счет температуры и давления осуществляется сплавление (сварка) или отверждение композиций двух соседних слоев на участке В.
Последовательно повторяемые процессы формования и сварки для образования ячейки, извлечение стержней из образованных ячеек с переменой местоположения рам со стержнями относительно друг друга, реверсирование направления движения сварочно-формующего механизма с раскладочными роликами и согласованная их работа по формованию ячеек с одновременной сваркой обеспечивают получение сотопласта требуемой ширины и высоты в автоматическом режиме.
При израсходовании ленты на бобине устанавливается новая бобина, начало ленты которой сваривается индентором с концом отформованной, и процесс продолжается.
При применении термопластичных композиций в связи с необходимостью термофиксирования (охлаждения) отформованных профилей и сваренных участков необходимо применять два индентора, один из которых нагрет любым способом до температуры, обеспечивающей пластичность термопласта, а другой - холодный, обеспечивающий термофиксирование отформованной полуячейки.
Для обеспечения точности размера сотопласта по высоте его ячеек дополнительно к раскладочному устройству предусмотрены направляющие, которые постоянно фиксируют изготавливаемый в непрерывном процессе сотопласт относительно сварочно-формовочного устройства с раскладчиком ленты.
Способ и установка позволяют снизить энергоемкость, металлоемкость, стоимость за счет совмещения операций гофрирования, сварки и термофиксации путем применения принципа пошагового формования полуячеек, исключающего необходимость одновременного нагрева больших металлических масс, за счет применения только двух рядов формующих стержней.
Способ и установка позволяют изготовлять сотопласт из армированных "жестких" материалов - препрегов, армированных угле-, боро- и др. волокнами.
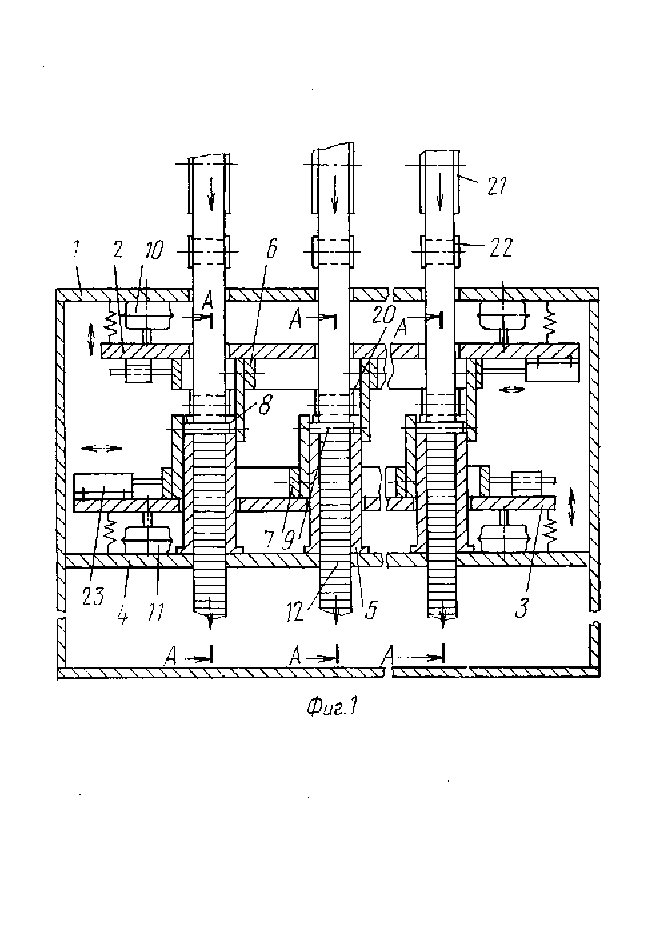
На фиг. 1 изображен общий вид установки для изготовления сотопласта, разрез; на фиг. 2 - разрез А-А на фиг. 1.
Установка содержит общую раму 1, на которой размещены верхняя 2 и нижняя 3 плиты, установленные с возможностью вертикального возвратно-поступательного перемещения относительно рамы. На нижнем основании рамы 4 смонтированы несколько пар направляющих 5.
На каждой из плит 2 и 3 установлены рамы 6 и 7 с несколькими рядами стержней 8 и 9, образующих гребенки. Рамы 6 и 7 установлены с возможностью горизонтального возвратно-поступательного перемещения относительно плит 2 и 3 в направлении осей стержней. Поочередно одна из двух рам 6 и 7 со стержнями при помощи приводов 10 или 11, например пневматических, фиксируется стержнями на верхних торцах направляющих 5, а другая при этом аналогичными приводами введена своими стержнями в зацепление со стержнями первой. Расстояние между направляющими 5 каждой пары соответствует высоте изготавливаемого сотопласта 12.
Для гофрирования с одновременной сваркой над каждой парой направляющих предусмотрены формовочно-сварочные механизмы 13, включающие два блока 14 и 15, каждый из которых состоит из формующего индентора 16, обеспечивающего разогрев ленты 17 любыми методами нагрева и гофрирование ее давлением индентора 16, и термофиксирующего индентора 18. Один из блоков формовочно-сварочного механизма обеспечивает работу (гофрирование и сварка) при движении в одном направлении, другой - в обратном.
Для точной раскладки ленты 17 препрега между формовочно-сварочными блоками 14 и 15 смонтирован раскладочный механизм, состоящий из роликов 19, расположенных между направляющими пластинами 20, расстояние между которыми равно ширине раскладываемой ленты 17, т. е. высоте сотопласта.
На раме 1 установки со стороны верхней плиты 2 смонтирован ряд катушек накопителей 21 (бобин) с тормозными устройствами, количество которых равно числу пар направляющих 5, что соответствует числу одновременно изготавливаемых сотопластов 12.
Установка работает следующим образом.
Концы ленты 17 препрега с катушек накопителей 21 через систему роликов 22 заправляются в каждую пару раскладочных роликов 19 под формующие инденторы 16 формовочно-сварочных механизмов 13, которые в начале процесса находятся в одном из крайних положений над крайними стержнями верхних рам. Пуском формовочно-сварочных механизмов 13 осуществляется вертикальное перемещение формовочных инденторов 16 одной из пар. При этом осуществляется образование первых гофров в каждом ряду. После заданной выдержки (0,5-1,0 с) формовочные 16 и термофиксирующие 18 инденторы этой же пары поднимаются и механизмом горизонтального перемещения смещаются на один шаг профиля. После этого термофиксирующие инденторы 18 опускаются, термофиксируя отформованные первые гофры. В момент касания термофиксирующими инденторами 18 дна отформованных гофров опускаются формующие инденторы 16, подбирая с раскладочных роликов 19 механизма необходимую длину ленты и формуя очередные гофры. Затем оба индентора 16 и 18 поднимаются и перемещаются на один шаг профиля. После этого цикл работы повторяется. Формовочно-сварочные механизмы 13 останавливаются в крайнем положении. Включением соответствующих приводов 23 осуществляется горизонтальное перемещение нижней рамы 7 со стержнями 9 в направлении осей стержней относительно нижней плиты 3 до вывода стержней этой рамы из зацепления со стержнями 8 верхней рамы. Стержни 8 верхних рам с помощью привода 10 перемещаются вниз до фиксации стержней 8 этих рам на торцах направляющих 5.
С помощью приводов (например, пружин) нижняя плита 3 вместе с нижней рамой 7 перемещается вверх до соответствующих упоров, после чего рама 7 со стержнями 9 приводом 23 возвращается в исходное положение относительно плиты 3, которая затем вместе с рамой 7 со стержнями 9 с помощью привода 11 смещается вниз до укладки стержней 9 между стержнями 8 ранее опустившейся рамы 6, находящихся на торцах направляющих 5. При этом отформованные ленты оказываются зажатыми между стержнями верхних 6 и нижних 7 рам. Таким образом в результате совместного перемещения плиты 3 и рамы 7 (плиты 2 и рамы 6) осуществляется движение стержней 9 (8) по траектории прямоугольника. В результате осуществляется попеременное извлечение стержней каждой рамы из образованных ячеек и попеременная укладка их на нижние ряды стержней, находящихся в это время на торцах направляющих.
Перемещением формовочно-сварочных механизмов 13 в обратном направлении осуществляется последовательное формование раскладываемых под формовочные инденторы 16 лент 17 по указанной последовательности. За счет температуры и давления, создаваемого инденторами, осуществляется соединение (сварка, склейка) участков 24 гофрируемых слоев с примыкающими к ним участками 25 ранее отформованных слоев, находящихся в данный момент между стержнями верхних рам.
Соединение осуществляется сплавлением термопластичных композиций с последующей термофиксацией за счет охлаждения. В результате одновременного гофрирования и соединения верхних слоев с нижними последовательно и послойно образуется ячеистая структура. При этом форма ячейки сотопласта зависит от формы поперечного сечения применяемых стержней и инденторов. Так, например, при изготовлении сотопласта с шестигранной ячейкой размером 3,5 мм на основе ленты из фенилоновой бумаги толщиной 0,13 мм и шириной 10 мм, имеющей двухстороннее поликарбонатное покрытие толщиной 0,05 мм, усилие на формующих и термофиксирующих инденторах составляет Р = 3-3,5 кг, температура формующего индентора поддерживается в диапазоне 260-270оС, время выдержки при формовании и термофиксации 0,5-1,0 с. По данному способу был получен сотопласт, имеющий  100 кг/м с прочностью на сжатие σ = 35-40 кг/см. Учитывая возможность одновременного изготовления на установке до 10 шт. сотопластов, производительность одной единицы оборудования при двухсменной работе может составить 0,2 м3 в сутки.
100 кг/м с прочностью на сжатие σ = 35-40 кг/см. Учитывая возможность одновременного изготовления на установке до 10 шт. сотопластов, производительность одной единицы оборудования при двухсменной работе может составить 0,2 м3 в сутки.
Таким образом, по сравнению с прототипом данный способ и установка обеспечивают
высокую производительность, низкую трудоемкость и снижение стоимости за счет полноты автоматизации процесса, совмещения операций гофрирования и сварки с одновременной термофиксацией, обеспечения непрерывности процесса изготовления сотопласта, т. е. исключения пауз на низкопроизводительных операциях типа установки заготовок, извлечения готовых сотоблоков, а также исключения операций по резке сотоблоков на сотопанели;
получение сотопласта с высокой точностью заданной геометрии ячеек, что повышает его прочностные характеристики;
значительное снижение энергоемкости за счет применения принципа пошагового формования полуячеек, исключающего необходимость одновременного нагрева больших металлических масс, так как способ требует разогрева только ограниченного участка ленты препрега в пределах одного гофра;
применение двух взаимодействующих рядов стержней значительно уменьшает металлоемкость установки.
Способ и установка позволяют получать сотопласт любой заданной высоты, а также любого типоразмера ячейки и разнообразной конфигурации, в том числе шестигранную, прямоугольную, типа "флекс". Существеннейшим достоинством данного способа и установки в отличие от существующих является возможность изготовления сотопласта из армированных "жестких" полуфабрикатов - препрегов, армированных угле-, боро-, стекло- и другими волокнами в автоматическом режиме, благодаря возможности осуществления пошагового непрерывного формования, исключающего разрыв армирующих волокон ленты, с совмещением операций гофрирования, сварки и термофиксации во времени.
(56) 1. Заявка РСТ (WO) N 87/06186, кл. В 32 В 3/12, 1987.
2. Авторское свидетельство СССР N 1526075, кл. В 32 В 3/12, 1987.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ СОТОПЛАСТА | 1991 |
|
RU2068340C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОПЛАСТА ИЗ ТЕРМОПЛАСТОВ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2051040C1 |
| МНОГОСЛОЙНАЯ ПАНЕЛЬ | 1992 |
|
RU2040403C1 |
| Устройство для изготовления сотопакета из листового термопластичного материала | 1982 |
|
SU1082617A1 |
| МНОГОСЛОЙНАЯ ПАНЕЛЬ | 1992 |
|
RU2032040C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЛЬЕФНОГО ЗАПОЛНИТЕЛЯ | 2005 |
|
RU2307032C1 |
| УСТАНОВКА ДЛЯ ГОФРИРОВАНИЯ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2007 |
|
RU2359773C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛООБМЕННИКА, ТЕПЛООБМЕННИК ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННОГО ЛИСТА ДЛЯ ТЕПЛООБМЕННИКА | 2011 |
|
RU2479815C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФИЛЬТРОВАЛЬНОГО ЭЛЕМЕНТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2272710C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЯЧЕИСТОЙ ЗВУКОПОГЛОЩАЮЩЕЙ ПАНЕЛИ | 2012 |
|
RU2504477C1 |

Изобретение может быть использовано в авиастроении, судостроении и других отраслях народного хозяйства. Цель изобретения - повышение производительности, снижение стоимости, повышение прочностных характеристик сотопласта. Гофрирование ленты материала осуществляется послойно одновременно со сваркой как один процесс при непрерывном и последовательном пошаговом формовании с образованием очередного гофра на бесконечной ленте, подаваемой с опережением под формующий индентор сварочно-формующего блока, с одновременной сваркой участков верхнего слоя с соответствующими участками ранее отформованного нижнего слоя и одновременной термофиксацией сваренного предыдущего гофра верхнего слоя. Установка состоит из рамы 1, на которой размещены несколько пар направляющих 5, установлены две плиты 2 и 3 с возможностью вертикального возвратно-поступательного перемещения. Каждая плита 2 (3) снабжена рамой 6 (7) со стержнями 8 (9) в виде гребенок, которые имеют возможность горизонтального возвратно-поступательного перемещения относительно плиты в направлении осей стержней. Совместное перемещение плиты и рамы со стержнями обеспечивает движение стержней по траектории прямоугольника. Над каждой парой направляющих размещены катушки-накопители 21 и сварочно-формующие узлы с раскладочными роликами, которые служат для раскладки лент на поверхности стержней 8 и 9. Сварочно-формующий узел состоит из двух блоков, каждый из которых имеет формующий индентор и термофиксирующий индентор, имеющие возможность вертикального возвратно-поступательного перемешения для гофрирования и горизонтального шагового перемещения сварочно-формующего узла относительно профиля, образуемого стержнями. 2 ил.