Изобретение относится к оборудованию резинотехнической промышленности и предназначено для изготовления бесконечных зубчатых ремней, в том числе с обкла- дочной тканью на их зубчатой поверхности.
Цель изобретения.- упрощение конструкции установки за счет исключения привода для перемещения опоры.
На фиг. 1 схематично изображена предлагаемая установка в положении сборки заготовки втулки; на фиг.2 - то же, в положении разрезки викеля на кольцевые ремни; на фиг.З - вид А на фиг.2; на фиг.4 - фрагмент установки с силовым цилиндром.
Установка для изготовления кольцевых резинотехнических изделий содержит вул- канизационный пресс 1 с подвижной верхней 2 и неподвижной 3 плитами и установленными на них полуформами 4 и 5. Пресс .1 установлен на станине 6. С прессом
I связан горизонтальный кронштейн 7.
На станине 6 смонтированы бабки 8 со шпинделем 9, ножевая головка 10 для резки викеля и устройство для сборки заготовок, имеющее консольно установленный в опоре
II с возможностью вращения и аксиального перемещения сборочный барабан 12 и размещенное на станине 6 средство 13 для навивки кордшнура. Опора 11 установлена с возможностью вертикального перемещения относительно продольной оси установки и жестко связан с горизонтальным кронштейном 7. Для аксиального перемещения барабана 12 имеется силовой цилиндр 14,- который штоком 15 связан со сборочным барабаном 12. Цилиндр 14 фланцем установлен в опоре 11 с возможностью относительного перемещения в вертикальном направлении. Цилиндр 14 связан со станиной с помощью пружины 16, На конце штока 15 с возможностью вращения и взаимодействия со шпинделем 9 смонтирован барабан 17 для резки свулканизационного викеля на кольца.
В установке имеется привод 18, от которого приводится во вращение шпиндель 9 и ходовой винт 19 для перемещения каретки средства 13 для навивки кордшнура, Для вращения барабана 12 относительно штока 15 имеется привод 20 с передачей 21.
Вулканизэционный пресс может быть одноместным или двухместным. В последнем случае (фиг.З) на плитах его устанавливается по две аналогичные полуформы 4 и 5, соответственно удваивается количество барабанов, шпинделей и силовых цилиндров.
Описание работы установки дается на примере изготовления бесконечных заготовок зубчатых ремней.
Установка работает следующим образом.
В позиции Б на барабане 12 производится сборка заготовки изделия - викеля 22
с помощью средства 13 (фиг.1). При этом вращение барабана 12 производится от привода 20 через передачу 21, а перемещение каретки средства 13 - с помощью ходового винта 19 от привода 18. Затем шток 15
силового цилиндра 14 выдвигается влево и переводит бараба.н 12 с викелем 22 в полость пресс-формы, образованной полуформами 4 и 5, т.е. в позицию В. Производятся смыкание полуформ 4 и 5 и формование и
5 вулканизация викеля 22. При этом силовой цилиндр 14 вместе со штоком 15 и закрепленными на нем барабанами 12 и 17 пере- -. мещается по мере опрессовки викеля в вертикальной плоскости в направляющих
0 опоры 11,
После окончания процесса вулканизации штоком 15 барабана 12 возвращается в позицию Б. При этом с барабана 12 снимается свулканизованный викель 22 и остается
5 в полуформах 4 и 5.
Одновременно с переходом барабана 12 в позицию Б барабан 17, закрепленный на конце штока 15 из позиции Г, переводится в позицию В и оказывается внутри викеля
0 22. После этого производится размыкание полуформ 4 и 5 и освобождение викеля 22, который оказывается на барабане 17. В результате размыкания полуформ 4 и 5 силовой цилиндр 14 со штоком 15 и
5 установленными на нем барабанами 12 и 17 перемещается вместе с кронштейнами 7 и плитой 2 пресса 1. устанавливаясь между полумуфтами 4 и 5 (показано штриховыми линиями на фиг.1). При этом барабан 12
0 входит во взаимодействие с механической передачей 21.
В таком положении на барабане 12 производится сборка очередного викеля 22. Затем штоком 15 вводится в зону прессования
5 в позицию В, а одновременно с этим установленный на конце штока 15 барабан 17с викелем 22 переводится в позицию Г (фиг.2), Полуформы 4 и 5 смыкаются и производится вулканизация очередного викеля 22. В то же
0 время шпинделем 9 барабан 17 приводится во вращательное движение, ножевой головке Юсообщается радиальная подача и производится разрезка викеля 22 на бесконечные ремни 23 заданной ширины.
5 При переводе барабана 17 в позицию В (а барабана 12 соответственно в позицию Б) ремни 23 снимаются с его поверхности, чем и завершается цикл их изготовления.
Предлагаемый агрегат обеспечивает выполнение полного перечня операций изготовления зубчатых ремней в полуавтоматическом режиме, расширяя тем самым технологические возможности аналогичного оборудования и создает предпосылки для роботизации этого производственного процесса.
Формула изобретения Установка для изготовления кольцевых резинотехнических изделий, содержащая вулканизационный пресс с подвижной и неподвижной плитами и установленными на них полуформами, связанный с прессом горизонтальный кронштейн, устройство для сборки заготовки, имеющее консольно установленный с возможностью вращения и аксиального перемещения сборочный
барабан, смонтированную с возможностью вертикального перемещения относительно продольной оси установки опору и размещенные на станине средство для навивки кордшнура и силовой цилиндр для аксиального перемещения сборочного барабана, отличающаяся тем, что, с целью упрощения конструкции установки, опора жестко связана с горизонтальным кронштейном, последний связан с подвижной плитой пресса, а силовой цилиндр штоком связан со сборочным барабаном и установлен в опоре с возможностью относительного перемещения в вертикальном направлении и подпружинен относительно станины.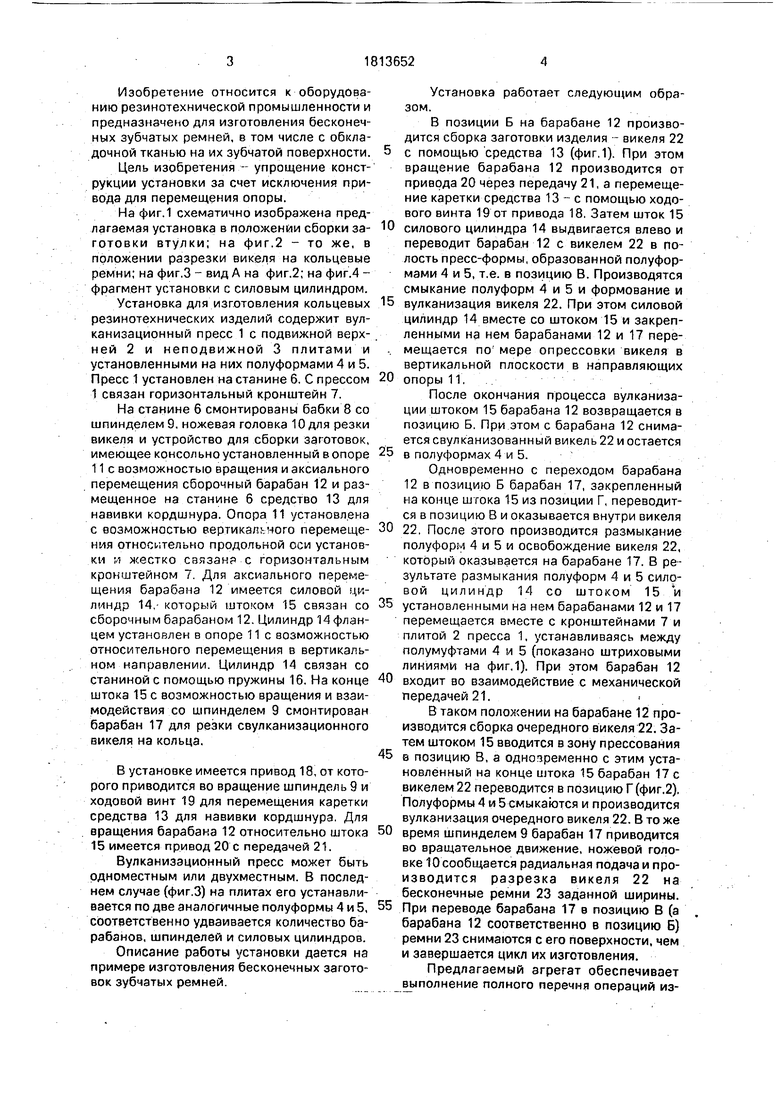

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления бесконечных резинокордных лент | 1989 |
|
SU1728051A1 |
| Устройство для изготовления зубчатых лент | 1990 |
|
SU1789345A1 |
| Установка для изготовления кольцевых резинотехнических изделий | 1989 |
|
SU1765022A1 |
| Устройство для изготовления кольцевых полимерных изделий | 1990 |
|
SU1789346A1 |
| СТАНОК ДЛЯ СБОРКИ ЗАГОТОВОК РЕМНЕЙ | 1997 |
|
RU2163195C2 |
| Способ изготовления зубчатых ремней и устройство для его осуществления | 1985 |
|
SU1310243A1 |
| Станок для сборки и резки викелей | 1981 |
|
SU1024301A1 |
| Устройство для изготовления бесконечных ремней | 1987 |
|
SU1512782A1 |
| Станок для сборки и резки викелей | 1977 |
|
SU716854A1 |
| Устройство для изготовления бесконечных зубчатых лент | 1990 |
|
SU1736719A1 |
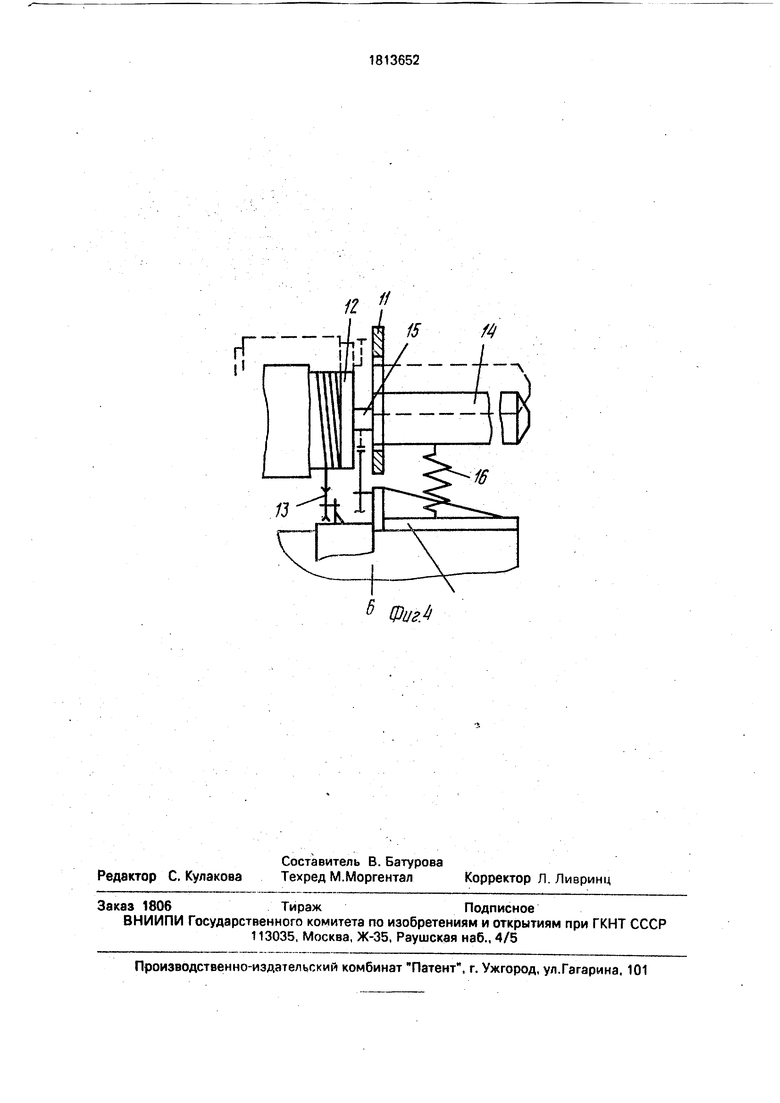
Использование: изготовление бесконечных зубчатых ремней. Сущность изобретения: опора 11 для силового цилиндра 14 жестко связана с кронштейном 7, который соединен с подвижной плитой 2 пресса 1. Силовой цилиндр 14 связан штоком 15 со сборочным барабаном 12 и установлен в опоре 11 с возможностью относительного перемещения в вертикальном положении. После сборки заготовки 22 изделия барабан 12 перемещается штоком 15 в полость пресс-формы вулканизационного пресса. При смыкании полуформ и формовании изделия барабан 12 перемещается внизотно- . сительно продольной оси установки. После вулканизации полуформы раскрываются и барабан 12 возвращается в исходное положение. 4 ил.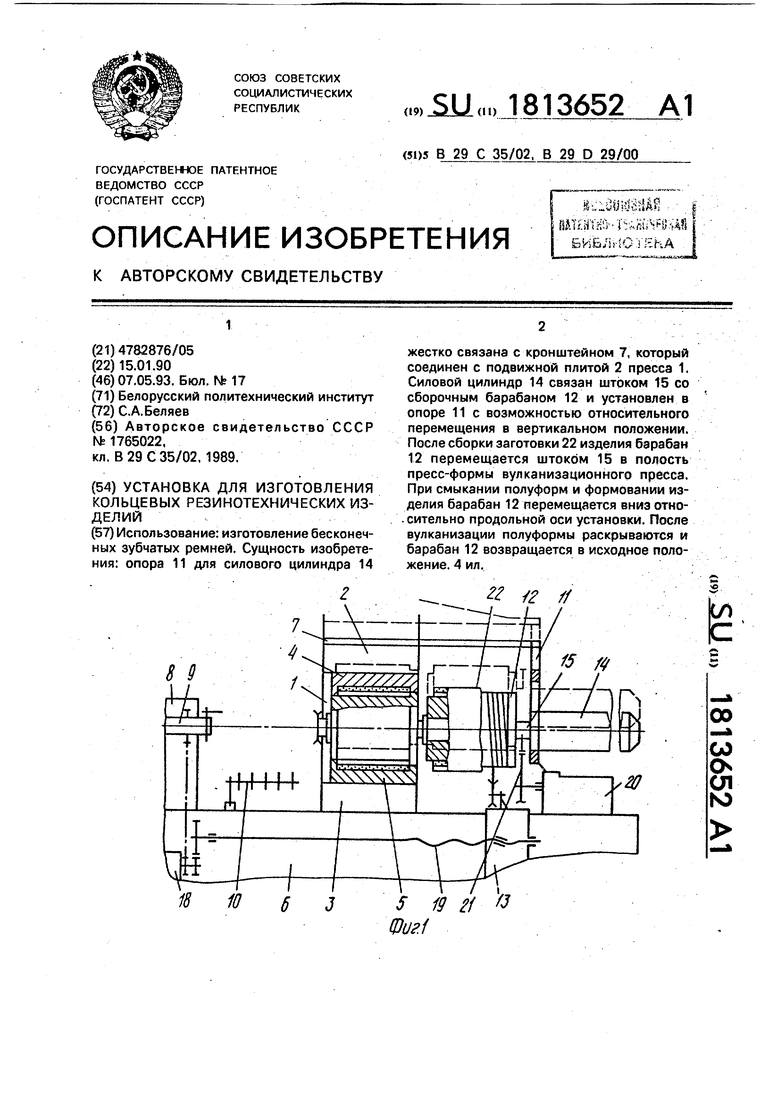
itfff A
Фиг.1
Фиг.З
Фиг.4
| Установка для изготовления кольцевых резинотехнических изделий | 1989 |
|
SU1765022A1 |
| Солесос | 1922 |
|
SU29A1 |
