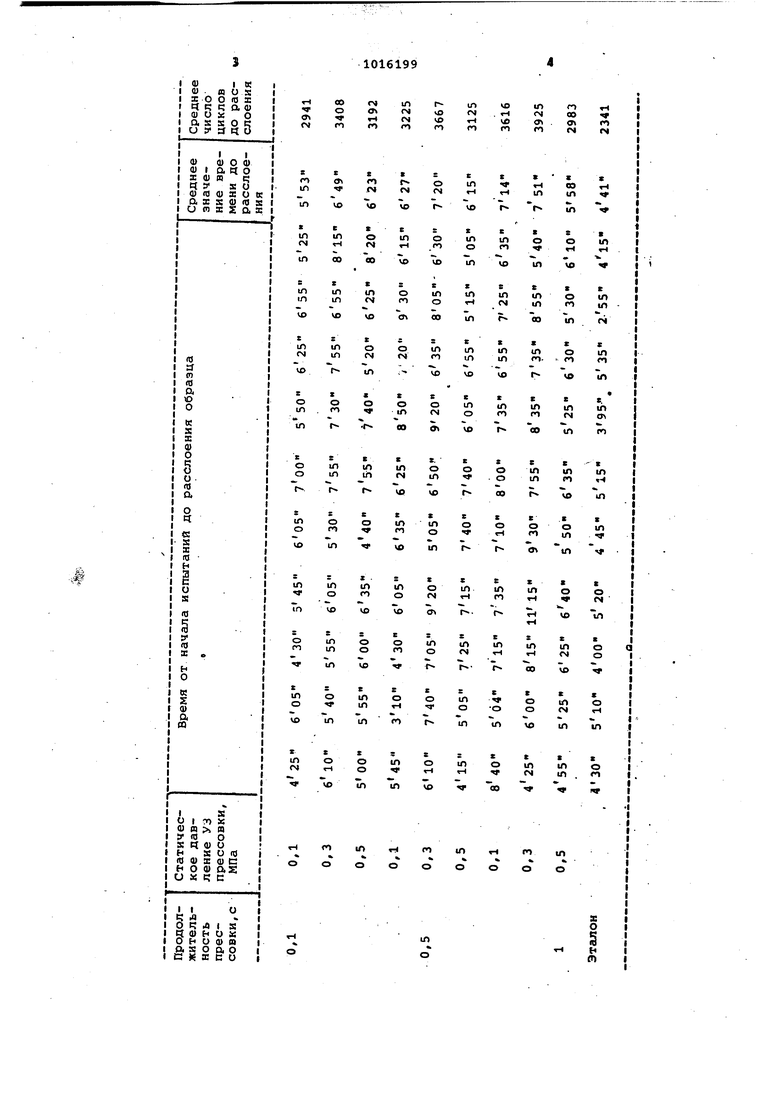
Изобретение относится к переработке полимерных материашов, а имен но к технологии обрезинивания корда и может быть применено при изготовлении резинотканевых слоеных полуфабрикатов в шинной и резинотехнической промышленности. Известен способ двустороннего обрезинивания корда, при котором последний пропускают между валками каландра с последующей его обкладкой слоями резиновой смеси и опрессовкой, причем в процессе обрезинивания корд подвергают дополнительно му силовому воздействию. При таком способе дополнительным силовым воздействием на корд являются продольные колебания fl. Однако относительные перемещения кордных нитей и резины в продольном направлении приводят к недостаточному проникновению резины в структу ру каждой отдельной нити. Наиболее близким по технической сущности и достигаемому эффекту к изобретению является способ двустороннего обрезинивания корда, при котором последний пропускают между валками каландра с последующей его обкладкой слояг-м резиновой смеси и опрессовкой, причем перед входом в зазор между валкамк каландра в зоне контакта с одним из слоев резиновой смеси корд подвергают дополнительному силовому воздействию в перпендикулярном ему направлении. В таком способе дополнительное сило вое воздействие на корд обеспечивается как за счет линейного сосредоточенного статического усилия, прикладываемого к корду в поперечном направлении, так и за счет распределенного по месту контакта усилия прижатия корда к находящемуся на нижнем валке каландра обкладочному резиновому спею в результате натяже ния корда 23. Вследствие высокой скорости дефо мации и значительного времени релак сации напряжений, деформация резино вой смеси от действия статического сосредоточенного усилия имеет преим щественно упругий характер, что сни жает эффективность силового воздействия, а следойателыю не обеспечивает необходимого качества обрезине ного корда. Цель изобретения - повышение качества обрезиненного корда. Цель достигается тем, что соглас но способу двустороннего обрезинива ния корда, при котором последний пропускают между валками каландра, с последующей его обкладкой слоями резиновой смеси и опрессовкой, причем перед входом в зазор между валками каландра в зоне контакта с одним из слоев резиновой смеси корд подвергают дополнительному силовому воздействию в перпендикулярном ему направлении, дополнительное силовое воздействие на корд осуществляют с использованием энергии ультразвуковых колебаний. На чертеже представлена схема процесса обрезинивания. Способ осуществляют следующим образом. Корд 1 подают на установочный валик 2, определяющий начало контакта кордного полотна с нижним обкладочным слоем 3 резиновой смеси. В зоне АВ перед валками каландра производят обкладку корда с нижней стороны слоем 3 и предварительную прессовку корда при .дополнительном силово,м воздействии на него в перпендикулярном йму направлении с использованием энергии ультразвуковых колебаний. При этом усилие прессовки определяют су.-марным действием /F,,,. + Рдин / статического и динамического усилия,оказываемого на кордное полотио в точке спрессующим ультразвуковым инструментом 4, а также распределенным в зоне контакта АВ уси- лием Т натяжения корда. Далее корд подают в зазор между в :1лками 5 и 6 каландра. Здесь на корд накладывают верхний обкладочный слой 7 резиновой смеси, и после опрессовки получают обрезиненный корд необходимой толщины. Зона Ы) зона действия основного прессующего усилия. В качестве прессующего инструмента могут быть использованы кольцевые магнитострикЦионные преобразователи известной конструкции или система стержневых преобразователей с ультразвуковыми инструментами, работающими за счет продольных или поперечных колебаний. Пример. Партия обрезиненного корда (калибр 1,15 мм, корд марки 23КНТС, резиновая смесь - 100% СКИ-3 подвергается предварительной при дополнительном силовом воздействии ультразвуковых колебаний со статическим давлением до 0,5 МПа, (амплитуда 25 мкм и частота f 18 кГц) в течение О,-1 с, 0,5 с, и 1 с. Полученный обрезиненный корд с двух сторон обкладывают слоями резиновой смеси. Затем изготовляют образцы в виде параллелепипеда с размером сторон 18 18-15, которые испытывают на расслаивание при циклической нагрузке на бре1 ерной машине по ГОСТ 9981. В таблице приведены результаты лспыта ний.
и ю
с: а (Ц о
т л
ОО
х
S-«ч
s
m
fV I I
(DOW
а ч о
:
S 5
n
оч
го
Tf
1Л
0
о tR
S ID S
to X
о. X
Е
in
гЧ СО
с
ш
ш
с
1Л
1Л CN
in
X
о in
о
м
г
Е
ш
о о
in
о т
ш о
1Л
VO
ш о
ш
V0
у
(О X
н о
к
0)
а
О)
X.
E
о
in (Ч
ro о
I Iи
с; д
о р; лIS
ч 0) иик
о н
оао
g
Xси
ршго
1Л rv|
vO
го
VO
ve го
ел. оч
fOг
го
(Ч
X
« тН
с ш
CO
о
tn
ш
(N г
VO
X
E
X
X
о
ш о
tn го
о
о
го
чVO
o
Е
Е
X
с |Л
ш см
in о
in in
tn tn
о
го
ID
ri
X
г
Е
X
:
ш
in in
in in
tn гоо го
in
го
чэ
VO
10
tn
Е
X
с
E.
X
X
in о
tn
tn
о
n го
in гм
го
м
OS
oo
et
VO
Е.
X
t
Е
E
о
tn tn
о о
in
tn
о ш
РО VO
00
in
VO
X 1Л
ЕЕ
X
E
о
о о
о «г
tn
гощ
г|
о
Ч
в
tn
X
X
Е
X
с
E
in
ш
ш
о
о
о
го
N
01
tn
VO
E
E
E
X
:
E
о
tn tn
in
о
tn
о
N
tn
CO
r ч
VO
rrt
го о
t
tn
tn
.
ъ
о
о
о о
о
in о
н
m
S 1016199
Из таблицы видно, что при предва- Максимальная прочность имеет месрительной прессовке с применениемто при давлении 0,3 МПа и времени ультразвуковых колебаний в течениеобработки 1 с и состгшляет 3925 цик0,1 с прочность связи резины с кор-лов, что на 68% выше того же покадом по отношению к эталону, изготов-зателя для эталона, ленному известным способом, увеличи- . . , вается в среднем на 40%. В интервалеПрименение ультразвуковых колевремени прессовки от 0,1 до 1 с в качестве дополнительного растание прочности связи пpoиcxoдиtсилового воздействия при предваримедленнее, а при одновременном уве-тельной опрессовке позволяет повыличении статического давления прес-Ю сить качество обрезиненного корда совки от 0,3 до 0,5 МПа прочностьза счет повышения прочностных хараксвязи начинает снижаться.теристик последнего.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ регулирования процесса обрезинивания корда и устройство для его осуществления | 1990 |
|
SU1757904A1 |
| Способ изготовления обрезиненного металлокордного полотна | 1977 |
|
SU716858A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШКИ ПНЕВМАТИЧЕСКОЙ ШИНЫ | 2004 |
|
RU2269419C2 |
| Способ контроля качества обрезиненного невулканизованного корда | 1981 |
|
SU981010A2 |
| Способ определения качества каландрованного обрезиненного корда | 1988 |
|
SU1537548A1 |
| Способ контроля качества обрезиненного невулканизованного корда | 1977 |
|
SU680904A1 |
| СПОСОБ ПОЛУЧЕНИЯ РЕЗИНОВОЙ СМЕСИ | 1994 |
|
RU2099362C1 |
| Каландр для обрезинивания корда | 1978 |
|
SU802077A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БРЕКЕРА ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1993 |
|
RU2041823C1 |
| Способ настройки каландра | 1987 |
|
SU1701563A1 |
СПОСОБ ДВУСТОРОННЕГО ОБРЕЗИНИВАНИЯ КОРДА, при котором последний пропускают между валками кгшандра с последующей его обкладкой слоями резиновой смеси и опрессовкой, причем перед входом в зазор между валками каландра в зоне контакта с одним из слоев резиновой смеси корд подвергают дополнительному силовому воздействию в перпендикулярном ему направлении,отличаюцийс я тем, что, с целью повьшения качества обрезиненного корда, дополнительное силовое, воздействие на корд осуществляют с использованием энергии ультразвуковых колебаний. ;о :о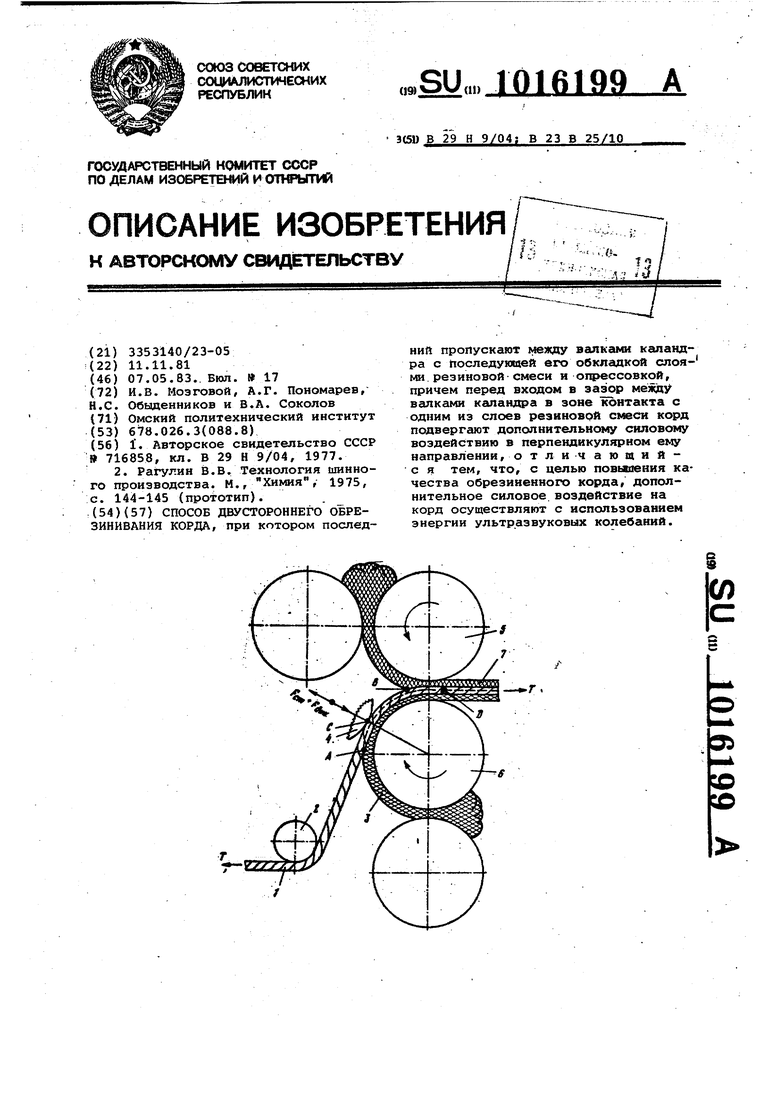
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ изготовления обрезиненного металлокордного полотна | 1977 |
|
SU716858A1 |
| Солесос | 1922 |
|
SU29A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Рагулия В.В., Технология шинного производства | |||
| М., Химия, 1975, с | |||
| Аппарат для электрической передачи изображений без проводов | 1920 |
|
SU144A1 |
