Изобретение относится к оборудованию заводов резинотехнической промьшшенности и может быть использовано при производстве покрышек пневматических шин.
Известен способ изготовления обрезиненного металлокордного полотна, при котором поступающие со шпулярника металлокордные нити собирают в горизонтальной плоскости в безуточное полотно и обрезинйвают его одновременно с двз сторон, пропуская между валками.каландра.
Недостатком способа является то, что он не обеспечивает получение полотна с точным шагом расположения
нитей по ширине полотна, так как ни металлокорда в зазоре между валками каландра не зафиксированы и под действием сил-, возникающих от течения резины в зазоре, смеп1аются.
Известен также способ изготовления обрезиненного металлоргордного полотна, при котором поступающие со шпулярника металлокордные нити собирают с помощью шагонаправляющих Зстройств в безуточное полотно и обрезинйвают его между валками ка-, ландров последопательно с одной, и другой стороны,
Недост;1тком известного способа является то, что при обрезинивании
металлокордного полотна с .плотным шагом распределения в нем нитей, осоРеннб VifiH малом их днанетре, нарушается точность распределения нитей по шагу и тем самым снижается качество готового полотна.
Целью изобретения является повышение качества обрезиненного металлокордного полотна с плотным шагом, . Указанная цель достигается тем, что металлокордные нити собирают в два безуточных полотна с одинаковым количеством нитей в 1каждом, равным половине количества нитей в готовом полотйё, и с шагом ййтями, равным удвоейному шагу в готовом полотне, обрёзинивают одно из полотен с одной стороны, затем укладьгоают на него с необрезиненной стороы второе полотно, располагая нити последнего s промежутках между нитями первого олотна, и обрёзинивают собранное полотно с другой стороны.
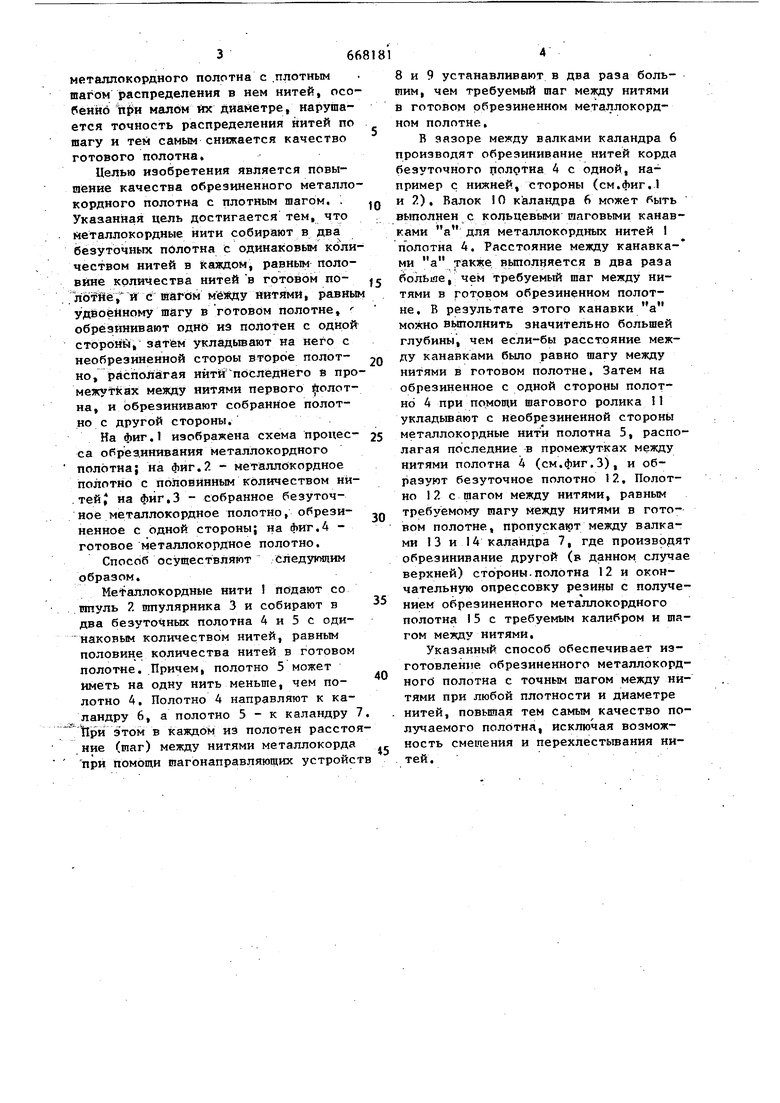
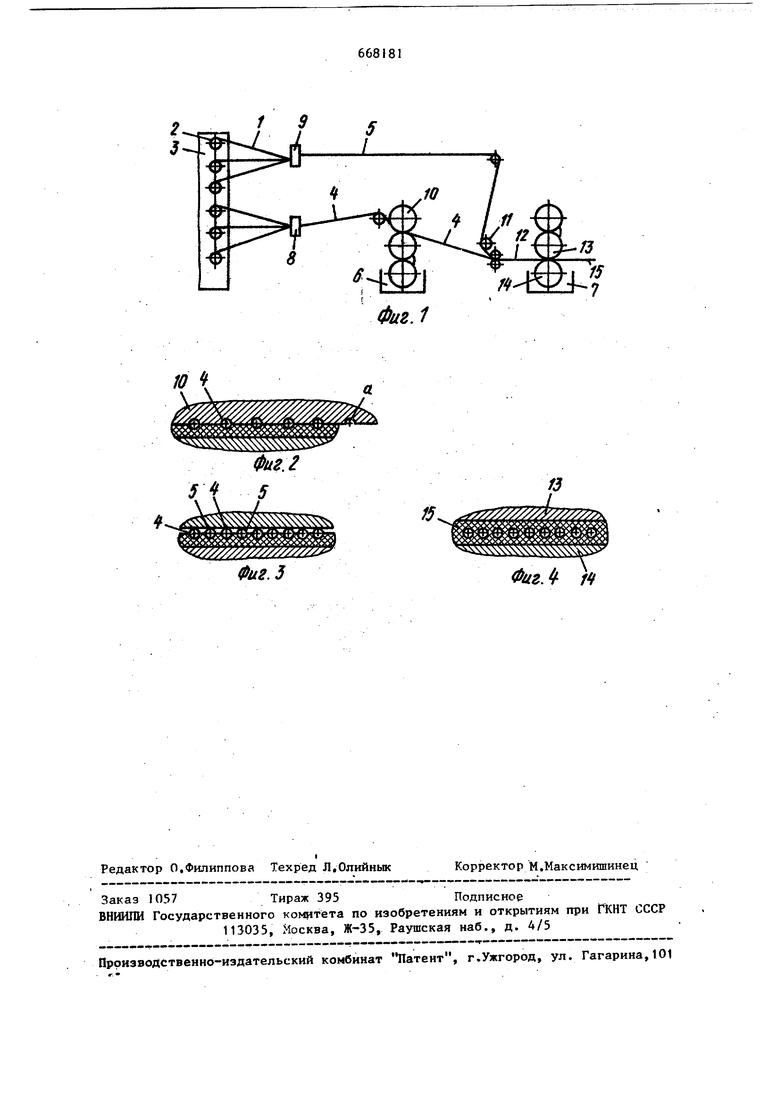
На фиг.1 изображена схема процесса обреэ.инивания металлокордного полотна; на фиг.2 - металлокордное полотно с половинным количеством нй.тей; иа фйг.З - собранное безуточное металлокордное полотно, обрезиненное с одной стороны; на фиг.А готовое металлокордное полотно.
Способ осушествляют йледующим образом.
МеФаллокордные нити I подают со ипуль 7. шпулярника 3 и собирают в два безуточных полотна А и 5 с одинаковым количеством нитей, равным половине количества нитей в готовом полотне. Причем, полотно 5 может Иметь на одну нить меньше, чем полотно 4. Полотно 4 направляют к каландру 6, а полотно 5 - к каландру 7 При этом в каждом из полотен расстояние (шаг) между нитями металлокорда при помощи шагонаправляющих устройст
8 и 9 устанавливают в два раза большим, чем требуемый шаг между нитями в готовом рбреэиненном металлокордном полотне.
В зазоре между валками каландра 6 производят обрезинивание нитей корда безуточного ролдтна 4 с одной, например с нижней, стороны (см.фиг.1 и .). Валок 10 каландра 6 может быть выполнен с кольцевыми шаговыми канавками а для металлокордных нитей 1 полотна 4. Расстояние между канавка- ми а также вшолняется в два раза больше, чем требуемый шаг между нитями в ротовом обрезиненном полотне. В результате этого канавки а можно вьшолнить значительно большей глубины, чем если-бы расстояние между канавками было равно шагу между нитями в готовом полотне. Затем на обрезиненное с одной стороны полотно 4 при помопщ шагового ролика 11 укладьшают с н1еобрезииенной стороны металлокордные нити полотна 5, располагая последние в промежутках между нитями полотна 4 (см.фиг.3), и образуют безуточное полотно 1.. Полотно 12 с шагом между нитями, равным требуемому шагу между нитями в готовом полотне, пропускают между валками 13 и 14 каландра 7, где производят обрезинивание другой (в данном случае верхней) стороны.полотна 12 и окончательную опрессовку резины с получением обрезиненного металлокордного полотна I5 с требуемым калибром и шагом между нитями.
Указанный способ обеспечивает изготовление обрезиненного металлокордHord полотна с точным шагом между нитями при любой плотности и диаметре нитей, повьш1ая тем самым качество получаемого полотна, исключая возможность смешения и перехлестывания нитей.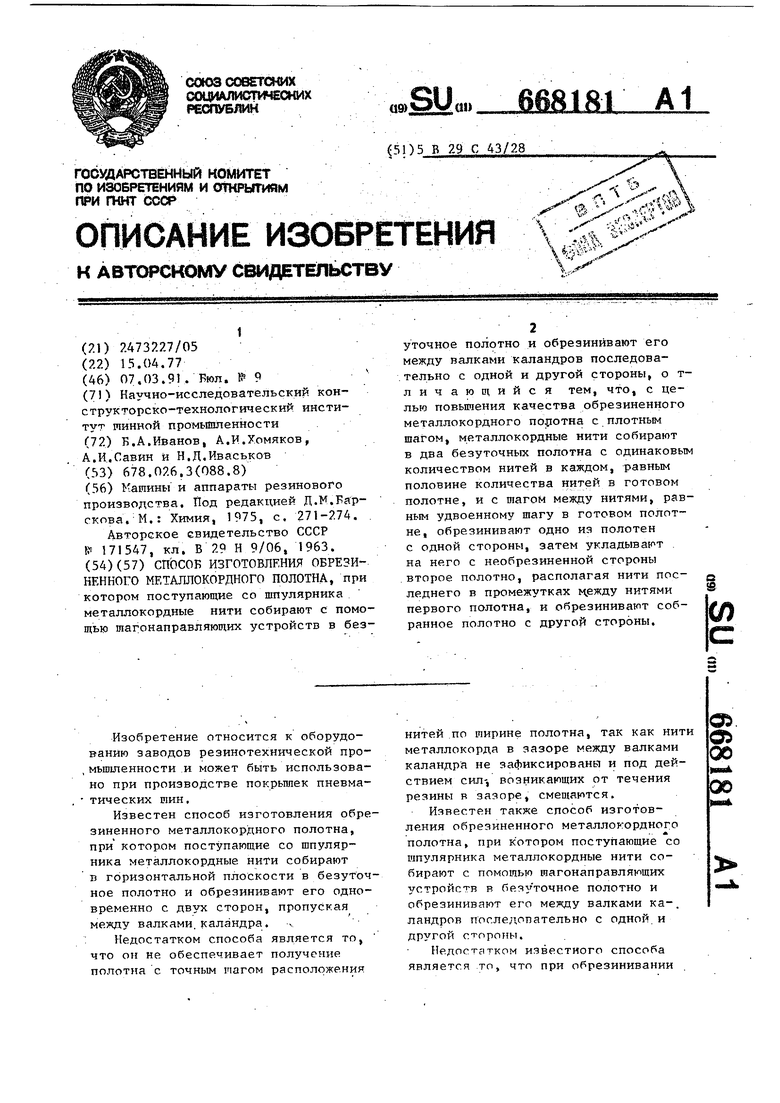
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления обрезиненного металлокордного полотна | 1977 |
|
SU758668A1 |
| Установка для перезарядки каландра безуточным кордом | 1984 |
|
SU1224171A2 |
| Способ изготовления обрезиненного металлокордного полотна | 1977 |
|
SU716858A1 |
| УСТАНОВКА ДЛЯ ОБРЕЗИНИВАНИЯ МЕТАЛЛОКОРДА | 1965 |
|
SU171547A1 |
| Устройство для изготовления обрезиненного металлокордного полотна | 1976 |
|
SU599451A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШКИ ПНЕВМАТИЧЕСКОЙ ШИНЫ | 2004 |
|
RU2269419C2 |
| Нитераспределительное устройство | 1987 |
|
SU1541067A1 |
| Нитераспределительное устройство | 1979 |
|
SU861097A1 |
| Способ изготовления обрезиненного металлокордного полотна | 1986 |
|
SU1431946A1 |
| Устройство для обрезки кромок выходящего из каландра обрезиненного полотна | 1977 |
|
SU716857A1 |
СПОСОБ ИЗГОТОВЛЕНИЯ ОБРЕЗИ- КЕННОГО МЕТАЛЛОКОРДНОГО ПОЛОТНА, при котором поступающие со шпулярника металлокордные нити собирают с помощью тагонаправляющих устройств в безуточное полотно и обрезинйвают его между валками каландров последова- .тельно с одной и другой стороны, о т- личaюD^ийcя тем, что, с целью повымения качества обрезиненного металлокордного полотна с плотным шагом» металлокордные нити собирают в два безуточных полотна с одинаковым количеством нитей в каждом, равным половине количества нитей в готовом полотне, и с шагом между нитями, равным удвоенному шагу в готовом полотне, обрезинйвают одно из полотен с одной стороны, затем укладывают на него с необрезиненной стороны второе полотно, располагая нити последнего в промежутках нежду нитями первого полотна, и обрезинйвают собранное полотно с другой стороны.(Лс
ii:iib i
.
.J
4 x ;;sy;
Фиг. m
| Машины и аппараты резинового производства | |||
| Под редакцией Д.М.Бар- скова.'М.: Химия, 1975, с | |||
| Искроудержатель для паровозов | 1920 |
|
SU271A1 |
| УСТАНОВКА ДЛЯ ОБРЕЗИНИВАНИЯ МЕТАЛЛОКОРДА | 0 |
|
SU171547A1 |
| Солесос | 1922 |
|
SU29A1 |
