Из авт. св. № 64791 известно устройство для изготовления труб с попербчными ребрами путем протягивания пуансона черкез трубу, помещенную в матрице с углублениями соответствующей формы давяутренней поверхности. Пуансон в описанном устройстве выполнен коническим или клиновым, с целью постепенного воздействия на металл трубы.
В Отлячие от описанного устройства в предлагаемом устройстве такого же назначения м.атрица, служащая для взаимодействия с коническим или КЛИНОВЫМ пуансоном, составлена из пластин -со окошенными концами для образования углублений в CoioTBeTCTBHiH с формой поперечных ребер трубы.
Указанная |м.атрица снабжена приспособлением, Служащим для стягивания ее половин, с целью создания плотного прилегания пластин друг к другу.
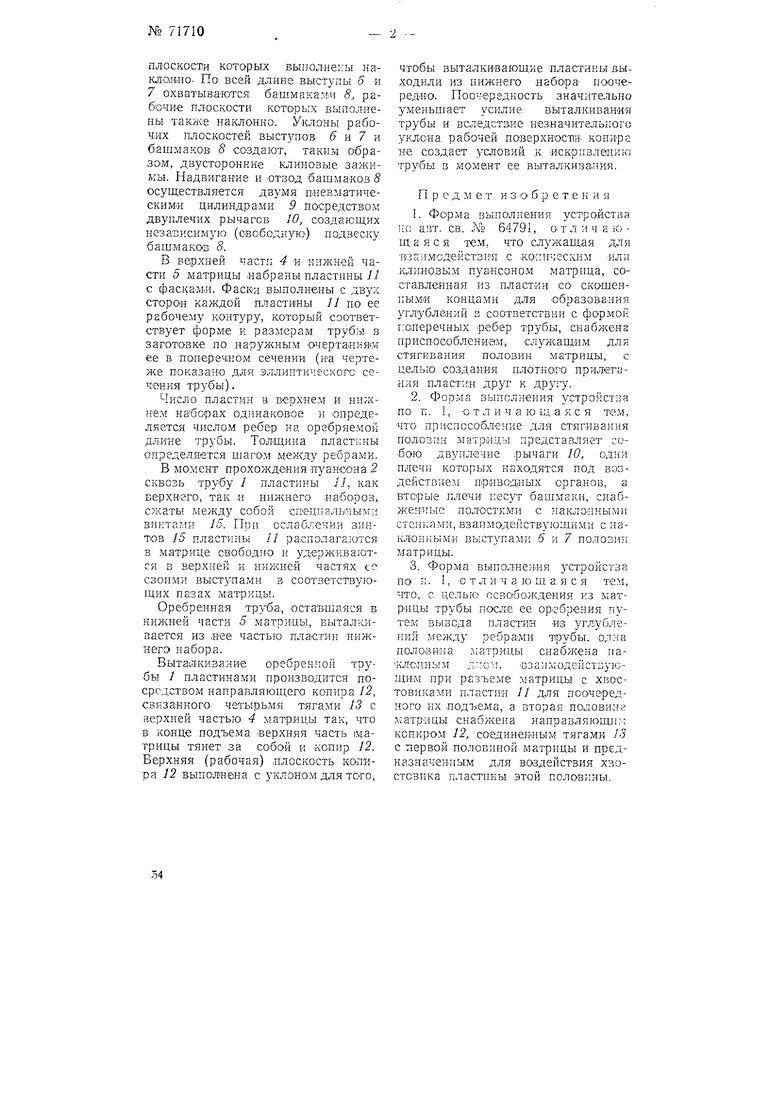
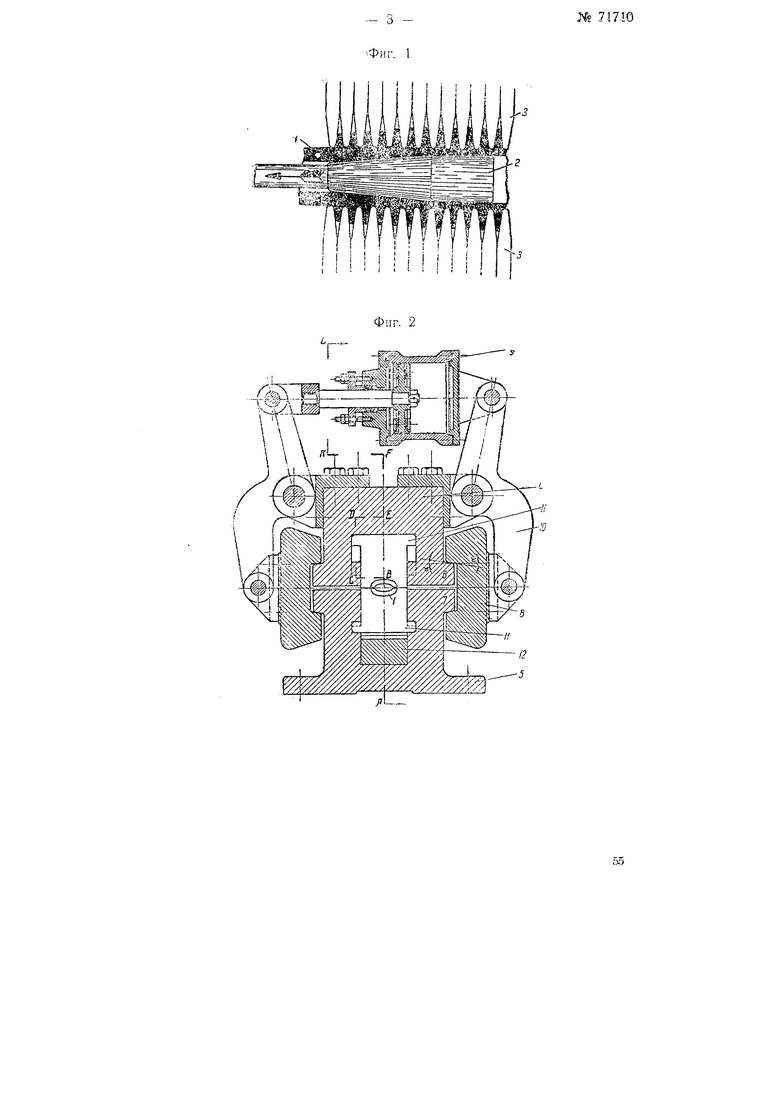
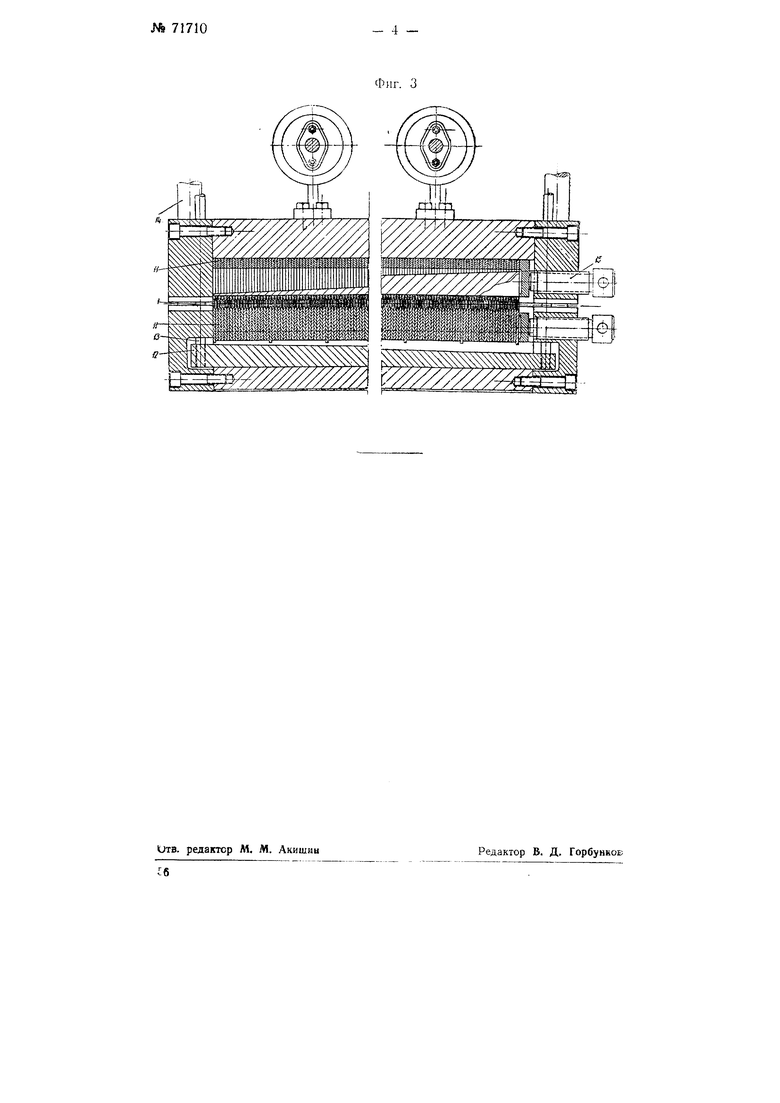
На фиг. 1 изображена схема оребрения трубы; на фиг. 2 - поперечный разрез предлагаемого устройства; на фиг. 3 - разрез фиг. 2 по ABCDEFKL.
Способ оребренЕя состоит в том, irro мег.алл трубы 1 (алюминий.
крас«ая медь) под действием усилий протягиваемого скВОзь трубу конического пуансона 2 течет и заполняет в матрице 3 пустоты (щели), выполнелные по очертаниям ребер (фиг. 1). TaiKHM образом, поме прохода конического пуансона сквозь трубу по всей длине происходит увеличение ее внугреннего сечения, Н за Счет уменьшения толЩины стенок трубы на наружной поверхности будут образованы ребра.
Матрица 3 устройства состоит из двух частей: верхней 4 ,и нижней 5. Линия разъема проходит по продольной оси 0|ребряемой трубы 1 (фиг. 2).
Закладывание трубы в матрицу происходит в момент, когда верхняя часть 4 поднята и между нею и нижлей 5 по всей их длине образован достаточный зазор. Подъем и опускание верхней части производится механизмом подъема, при этом верХ1НЯ:Я часть 4 ходит по четырем круглым направляющим 14, укрепленным в нижней части 5 матрицы.
Плотное соединение обеспечивается с помощью продольных двусторонних выступов 6 и 7 на обеих частях матрицы, верхние и нижние
53
плоскости которых выполнены накл-OiHiHo. По всей длине выступы 5 и 7 охватываются башмакам1Ч 8, рабсчие пл-оскости которых вьшолиены также наклонно . Уклоны рабоч.нх плоскостей выступ.ов 5 и 7 и башмаков 8 создают, таким образам, двусторонние клиновые зажимы. Надвигание и отвод башмаков 8 осуш.ествляется двумя ,вм.атическимИ цилиндрами 9 посредством двуплечих рычагов 10, создающих независимую (ово бодную) подвеску баш маков 5.
В верхней части 4 и нижней части 5 матрицы набраны пластины У7 с фас1чаМ(И. Фаски выполнены с двух сторон каждой пластины 11 но ее рабоче.1у icoHTypy, который соответствует форме к размерам трубы в заготовке по наружным очертаниясл ее в папереч.ком сечении (на чертеже показано ДЛЯ эллиптического сечения трубы).
нем HaoOipax одинаковое и определяется числом ребер на оребряемой длине трубы. Толщина пластины определяется шагом между ребрами.
В момент прохождения луансоНа 2 сквозь трубу 1 пластины 11, как верхнего , так и нижнего наборов, сжаты между собой спецпалтуяыми винта ди 15. При ослаблении винтов 15 пластины // располагаются в матрице свободно и удерЖИваются в верхней н нижней частях ее своими выступами в соответствучощих пазах матриць;.
Сребренная труба,, оставшаяся в нижней части 5 матрИ|Цы, выталкивается из ,нее частью пластин нижнего набора.
Выталкивание ор&бренмой трубы 1 пластинами производится посредством направляюш,его копира /2, связанного четырьмя тягами 13 с верхней частью 4 матрицы так, что в конце подъема верхняя часть 1матрицы тянет за собой и копир 12. Верхняя (рабочая) .плоскость копира 12 вьшолиена с уклоном для того.
чтобы выталкиваюш.ие пластины выходили из нижнего набора поочередно. Поочередность значительно уменьшает усилие выталкивания трубы и вследствие незначительного уклона рабочей поверхности копира не создает условий к искривлению трубы в MOiMBHT ее вытаЛКива.ния.
Предмет изобретен и я
1.ФорМа выполнения устройства но ант. св. ЛЬ 64791, и ч а ю щ а я с я тем, что служащая для взаимодействия с Кокическим или клиновым пуаисоном матргща, составленная из пластин СО скошенными концами для образования углублений S соответствии с фОрмон поперечных ребер трубы, снабжена приспособлением, служащи1М для стягивания половин матрицы, с целью созда:ния плотною при.легания пластин друг к другу.
2.Форма выполнения устройства ПО п. 1, отличающаяся тем, ЧТО приспособление для стягивания полозПН матрицы представляет собою двуплечие рычаги 10, одни плечи которых находятся под воздействием приводных органов, а вторые плечи Кесут башмакл, снабжен ные полостями с наклонными стенками, взаиМОДействуюшими с наклонг:ыми выступаМИ 6 и 7 половин матрицы.
3.Форма выполнения устройства ПО п. 1, О т л и ч а ю ш. а я с я тем, что-, с целью- освабо.ждения из матРицы трубы после ее оребрения путем вывода пластин из углублений между р-ебра:ми трубы, одна цоло,ви1на л;атрицы снабжена паклонным ллом, взаимодействуюП1ИМ при разъеме матрицы с хвостовирсами пластин 11 для поочередНОго их подъема, а вторая полови-нг матрицы снабжена направляюши:-; копиром 12, соединенным тягами 13 с первой половиной матрицы и предназначенным для воздейСтвия хвостовика пластины этой половины.
№ 71710
с)
Фиг. 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления труб с поперечными ребрами | 1945 |
|
SU79884A2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ С ПОПЕРЕЧНЫМИ РЕБРАМИ | 1944 |
|
SU64791A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ С ПОПЕРЕЧНЫМИ РЕБРАМИ | 1944 |
|
SU64829A1 |
| Штамп для штамповки поковок с оребрением | 1991 |
|
SU1794575A1 |
| ШТАМП ДЛЯ ЗАКАЛКИ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ | 1973 |
|
SU376460A1 |
| Двухшарошечное долото для вращательного бурения скважин | 1947 |
|
SU72169A1 |
| ОТОПИТЕЛЬНЫЙ РАДИАТОР-КОНВЕКТОР И СПОСОБ КРЕПЛЕНИЯ ТРУБЫ РЕГИСТРА В ОТВЕРСТИИ ЕГО ТРУБЧАТОГО КОЛЛЕКТОРА | 2003 |
|
RU2252370C1 |
| ОТОПИТЕЛЬНЫЙ РАДИАТОР-КОНВЕКТОР И СПОСОБ КРЕПЛЕНИЯ ТРУБЫ РЕГИСТРА В ОТВЕРСТИИ ЕГО ТРУБЧАТОГО КОЛЛЕКТОРА | 2003 |
|
RU2385442C2 |
| Штамп для вытяжки и обрезки | 1982 |
|
SU1015973A1 |
| ПОЛУПРОВОДНИКОВЫЙ ИСТОЧНИК ИЗЛУЧЕНИЯ | 2010 |
|
RU2444812C1 |
ГУххч хххххччхччхчхчхчхчч.ч.
Фнг. 3
