1
Изобретение относится к устройствам для закалки крупногабаритных изделий.
Известен штамп для закалки крупногабаритных деталей, содержандий верхнюю и нижнюю плиты, пуансон и матрицу с полостями для подачи закаливающей жидкости. Однако при закалке деталей с высокими бортами возникает коробление бортов, изменение угла наклона бортов, обусловленное большим зазором между пуансоном и матрицей.
Цель изобретения - обеспечение постоянной фиксации геометрик закаливаемой детали штампом в процессе ее за калки и свО|бодного съема детали по окончании закалки. Это достигается при выполнении пуансона и матрицы штампа сборными из неподвижных и подвижных частей с направляюшими, установленными на роликах для обеспечения перемещения подвижных частей пуа-нсона и матрицы штампа в направлении усадки закаливаемой детали. Кроме этого, подвижные части пуансона снабжены клиновым устройством, образующим при закрытии штампа с соответствующими им подвижными частями матрицы клиновые пары, обеспечивающие зажим бортов закаливаемой детали и фиксацию ее геометрии в процессе закалки. Количество .подвижных частей пуансона и матрицы с клиновыми устройствами зависит от формы закаливаемой детали.
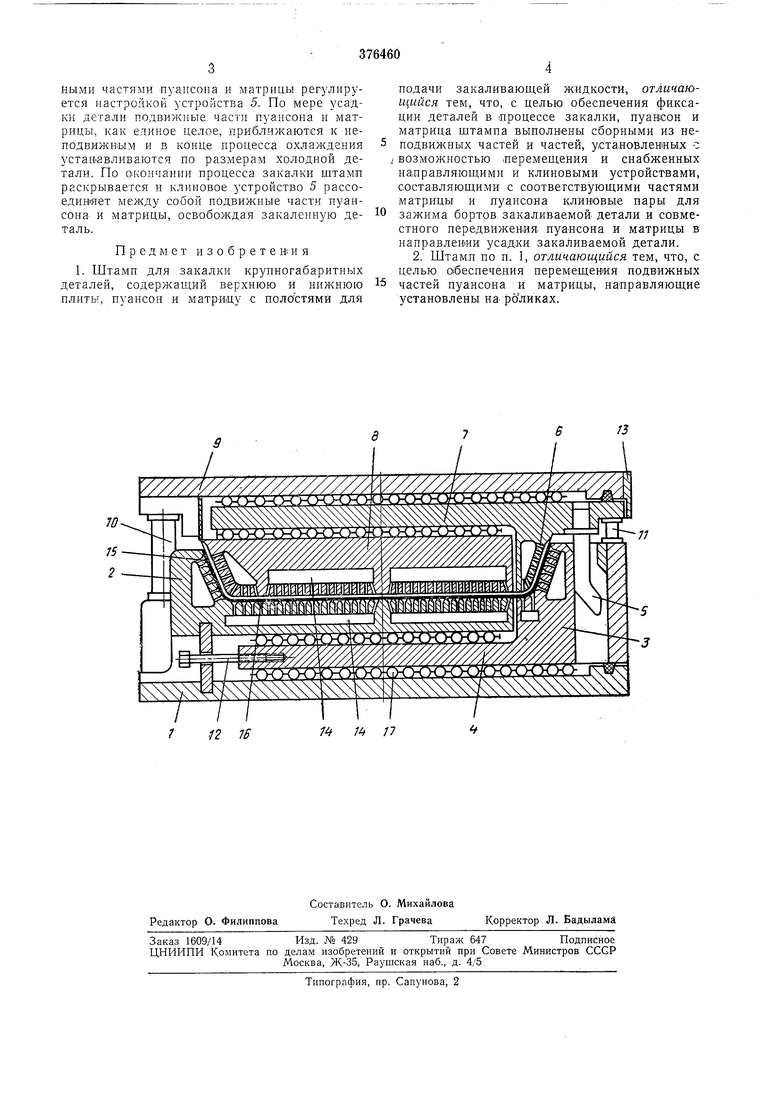
На чертеже схематически показан закалочный штамп, разрез.
Штамп для завалки содержит нижнюю плиту / с направляющими, смонтированными на ней неподвижной частью матрицы 2 и подвижной частью матрицы 5 с направляющей
4, клиновое устройство 5, подвижную часть пуансона 6 с ваправлаяющей 7, неподвижную часть пуансона S, верхнюю плиту 9, направляющие колонки 10, стоп-блоки и и упоры 12 и /5 подвижных частей матрицы и пуаисона. Рабочие поверхности пуансона и .матрицы выполнены в виде ребер.
Направление ребер на пуансоне и матрице взаимно перпендикулярное. В теле пуансона и матрицы имеются полости 14, к которым
подводится под давлением закаливающая жидкость. К поверхности закаливаемой детали /5 закаливающая жидкость подается через отверстие 16. Для перемещения подвижных частей пуансона и матрицы направляющие установлены на роликах П.
При раскрытии штампа клиновое устройство 5 отводит подвижные части матрицы 5 и пуансона 6 в противоположные стороны до упоров 12 и 13. При этом размер матрицы
становится равным или большим, чем размер горячей детали, а размер пуансона меньше размера холодной детали. В таком положении в штамп укладывается горячая деталь. При закрытии штампа замыкаются подвижные части пуансона и матрицы клиновым устройством 5 относительно фактического положения борта детали 15. Зазор между подвижНыми частями пуансона и матрицы регулируется настройкой устройства 5. По мере усадки детали подвижиые части пуансона н матрицы, как единое целое, приближаются к неподвижным и в конце процесса охлаждения устанавливаются по размерам холодной детали. По окончании процесса закалки штамп раскрывается и клиновое устройство 5 рассоединяет между собой подвижные части пуансона и матрицы, освобождая закаленную деталь.
Предмет и з о б р е т е HI и я
1. Штамп для закалки крупногабаритных деталей, содерл ащий верхнюю и нижнюю плиты, пуансон и матрицу с поластямй для
подачи закаливающей жидкости, отличающийся тем, что, с целью обеспечения фиксации деталей в процессе закалки, пуансон и матрица штампа выполнены сборными из неподвижных частей и частей, установленных с возможностью -перемещения и снабженных направляющими и клиновыми устройствами, составляющими с соответствующими частями матрицы и пуансона клиновые пары для зажнма бортов закаливаемой детали и совместного передвижения пуансона и матрицы в направлении усадки закаливаемой детали.
2. Штамл по п. 1, отличаюи ийся тем, что, с целью 0|беспечения перемещения подвижных частей пуансона и матрицы, направляющие установлены на э5ликах.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для закалки деталей | 1980 |
|
SU910803A1 |
| Закалочный штамп,преимущественно для длинномерных изделий | 1982 |
|
SU1070184A1 |
| ПРЕСС ДЛЯ ЗАКАЛКИ ДИСКОВ В ВОДООХЛАЖДАЕМЫХ ШТАМПАХ | 2011 |
|
RU2499841C2 |
| СПОСОБ ВЫТЯЖКИ И ШТАМП ДЛЯ ВЫТЯЖКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ДЕТАЛИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ (ВАРИАНТЫ) | 2009 |
|
RU2423199C2 |
| СПОСОБ ГИБКИ И ОБЪЕМНО-ПОВЕРХНОСТНОЙ ЗАКАЛКИ РЕССОРНЫХ ЛИСТОВ ИЗ СТАЛЕЙ ПОНИЖЕННОЙ ПРОКАЛИВАЕМОСТИ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2422542C1 |
| Штамп для получения деталей из листового материала вырубкой по контуру | 1975 |
|
SU558738A1 |
| ВСЕСОЮЗНАЯ па vr;!v:"-r5 -.-.-v'.'''''i^'''' "(I | 1973 |
|
SU365217A1 |
| СПОСОБ ВЫТЯЖКИ И ШТАМП ДЛЯ ВЫТЯЖКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ДЕТАЛИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ | 2008 |
|
RU2401173C2 |
| Штамп последовательного действия | 1990 |
|
SU1733167A1 |
| Штамп совмещенного действия для гибки и обрезки деталей | 1980 |
|
SU931261A1 |
/4« 7 11
