Изобретение относится к обработке металлов давлением и может быть использовано при разработке специального щтам- пового инструмента.
Известен штамп для объемной штамповки изделий с ребрами, содержащий верхнюю и нижнюю половины с предварительным и окончательным ручьями с выполненными в каждом из них полостями для формирования ребер и межреберных стков и снабженный специальными мостиками с определенными параметрами, расположенными между указательными полостями..
Описанная конструкция предназначена для многопереходной штамповки грубых
поковок с большими штамповочными уклонами и не может быть использована для получения поковок сложной конфигурации без штамповочных уклонов и с заданными размерами ребер.
Известен штамп для штамповки поковок с оребрением, принятый за прототип и содержащий пуансон, обойму, связанный с толкателем пресса выталкиватель, на котором закреплена матрица с вкладышами, на поверхности которых выполнены вертикальные и поперечные ручьи.
Описанная конструкция обладает недостатками. При штамповке размеры ручья ребра определяются величиной упругой деформации конструкции, которая трудно
Ч
О
ь ел VI ел
поддается учету, что затрудняет получение ребер с заданными размерами, подвижные вкладыши, связанные с выталкивателем, усложняют конструкцию и работу с ней. Кроме того, конструкция применима в основном для изготовления плоских деталей (панелей) и не может быть использована для получения криволинейных оребренных поверхностей с большим радиусом кривизны типа различных днищ (сферических, конических, цилиндрических и т.д.)
Целью изобретения является расширение технологических возможностей штампа путем обеспечения возможности получения поковок днищ типа оболочек вращения с ортогональным .оребрением без штамповочных уклонов и обеспечения при этом их бездефектного извлечения.
Поставленная цель достигается тем, что в штампе для штамповки поковок с оребрением, содержащем пуансон, обойму, связанный с толкателем пресса выталкиватель, на котором закреплена матрица с вкладышами, на поверхности которых выполнены вертикальные и поперечные ручьи, в матрице выполнены вертикальные и поперечные ручьи, в матрице выполнены вертикальные и поперечные ручьи, в матрице выполнены кривовидные пазы, вкладыши расположены в указанных пазах, при этом одна из поверхностей каждого паза совпадает боковой поверхностью каждого паза совпадает с боковой поверхностью одного из поперечных ручьев, образующие второй поверхности выполнены с уклоном в сторону вертикальной оси штампа, а вкладыши выполнены по длине из отдельных секторных элементов, контактирующих между собой.
Кроме того, торцевые плоскости каждого второго элемента, контактирующие с соседними элементами, могут быть выполнены с уклоном в сторону вертикальной оси штампа и расположены друг к другу под углом, вершина которого направлена в сторону поковки.
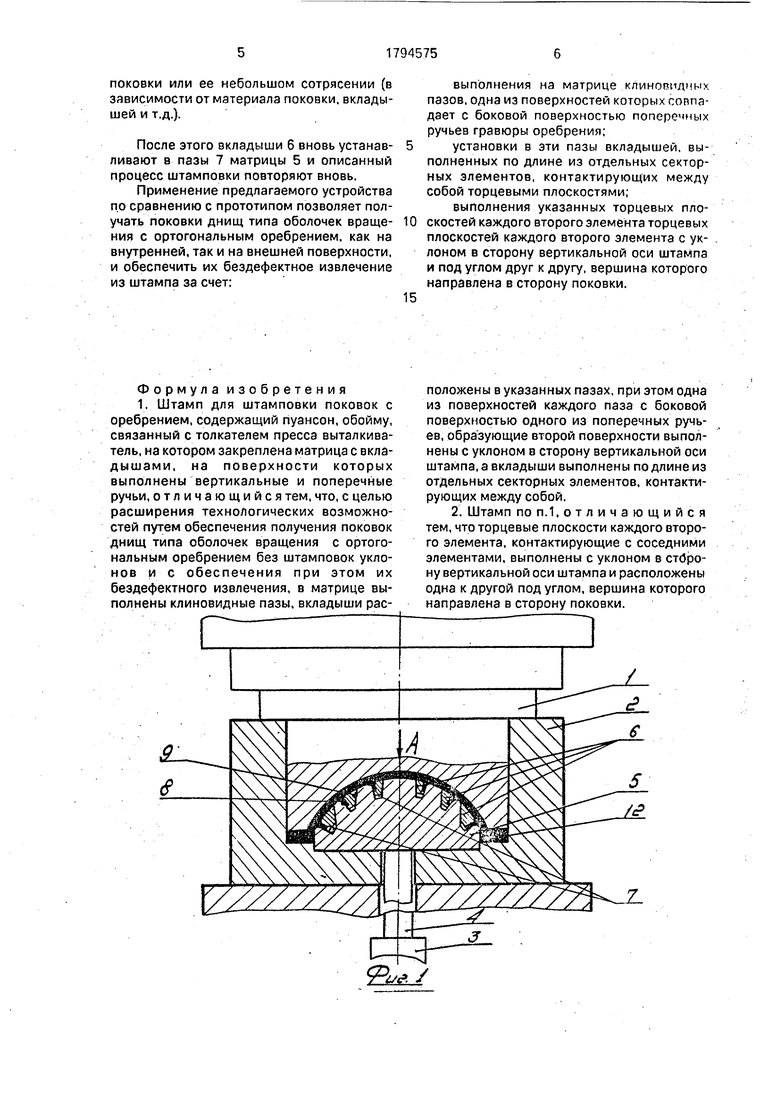
На фиг. 1 показано устройство для штамповки поковок сферических днищ с ортогональным оребрением; на фиг.2 - вид А на фиг.1. Штамп содержит пуансон 1, обойму 2, связанный с толкателем 3 пресса выталкиватель 4, на котором закреплена матрица 5 с вкладышами 6. на поверхностях матрицы 5 и вкладышей 6 выполнены вертикальные и поперечные ручьи гравюры штампа. На матрице 5, кроме того, выполнены клиновидные пазы 7, внешняя поверхность 8 которых совпадает с боковой поверхностью поперечных ручьев, а вгутрення 9 выполнена с уклоном в сторону вертикальной оси
штампа (т.е. пазы 7 образованы в данном случае коническими поверхностями).
Вкладыши б в сечении имеют профиль, совпадающий с профилем соответствующего паза и опирается на его боковые поверхности 8 и 9. при этом каждый вкладыш 6 выполнен из отдельных секторных элементов 10 (в данном случае из 4-х) торцевые плоскости 11, которых контактируют между
собой.
Кроме того, торцевые плоскости 11 каждого второго секторного элемента 10 каждого из вкладышей 6 могут быть выполнены с уклоном в сторону вертикальной оси штам5 па и расположены друг к другу под углом, вершина которого направлена в сторону поковки. Позицией 12 обозначена поковка (на фиг.2 не показана). Необходимо подчеркнуть, что количество секторных элементов
0 10 каждого вкладыша б и места разъемов определяются конструктивно, применительно к конкретной конструкции, и зависят от количества, размеров и конфигураций ребер поковки.
5 Конструкция используется следующим образом.
На штамп в пазы 7 матрицы 5, связанной с выталкивателем 4 расположенной в обойме 2, устанавливают секторные эле0 менты 10 вкладышей б, которые, контактируя между собой по торцевым плоскостям 11 и плотно прижимаясь за счет клиновой формы к поверхностям 8 и 9 пазов 7. образуют с матрицей 5 сплошную формообразу5 ющую поверхность с ручьями гравюры штампа. Затем осуществляют нагрев штампа (нагреватель не показан), устанавливают в него заготовку и ходом пуансона 1 производят штамповку поковки 1. После подьема
0 пуансона 1, ходом толкателя 3 пресса вверх через выталкиватель 4 поднимают матрицу 5с поковкой 12 над обоймой 2 и, подкладывая под фланец паковки 12 какой-либо упор на фиг. не показа обратным ходом вытэлки5 вателя 4 снимают ее с матрицы 5. которая уходит вниз. При этом вкладыши 6 за счет трения извлекаются из пазов 7 и остаются на ребрах поковки 12. После чего вкладыши б снимают с ковок 12 последовательным
0 извлечением их секторных элементов 10 по направлению к геометрическому центру поковки (т.е. по оси симметрии элемента внутрь и вниз вдоль ребер). При этом первыми извлекают элементы 10, торцевые пло5 скости 11 которых выполнены друг к другу под углом с вершиной в сторону поковки 12 (т.е. не прижатые к поковке соседними элементами 10). На практике, как правило, элементы 10 выпадают из поковки 12 сами при ее охлаждении, при нагреве охлажденной
поковки или ее небольшом сотрясении (в зависимости от материала поковки, вкладышей и т.д.).
После этого вкладыши 6 вновь устанавливают в пазы 7 матрицы 5 и описанный процесс штамповки повторяют вновь.
Применение предлагаемого устройства по сравнению с прототипом позволяет получать поковки днищ типа оболочек вращения с ортогональным оребрением. как на внутренней, так и на внешней поверхности, и обеспечить их бездефектное извлечение из штампа за счет:
0
выполнения на матрице клиновидных пазов, одна из поверхностей которых совпадает с боковой поверхностью поперечных ручьев гравюры оребрения;
установки в эти пазы вкладышей, выполненных по длине из отдельных секторных элементов, контактирующих между собой торцевыми плоскостями;
выполнения указанных торцевых плоскостей каждого второго элемента торцевых плоскостей каждого второго элемента с уклоном в сторону вертикальной оси штампа и под углом друг к другу, вершина которого направлена в сторону поковки.

| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ БЕЗОБЛОЙНОЙ ШТАМПОВКИ ПОКОВОК ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАТЕРИАЛОВ | 2003 |
|
RU2248856C1 |
| СПОСОБ ШТАМПОВКИ ПОКОВОК ТИПА КРЕСТОВИН В ШТАМПЕ С ГОРИЗОНТАЛЬНЫМ РАЗЪЕМОМ МАТРИЦ | 2009 |
|
RU2399456C1 |
| ШТАМП ДЛЯ ОБЪЕМНОЙ ШТАМПОВКИ | 1990 |
|
RU2011463C1 |
| Штамп для закрытой штамповки поковок | 1975 |
|
SU505484A1 |
| Комбинированный штамп | 1977 |
|
SU657899A1 |
| Штамп для закрытой объемной штамповки | 1988 |
|
SU1555038A1 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2020 |
|
RU2756213C1 |
| ШТАМП С ГОРИЗОНТАЛЬНЫМ РАЗЪЕМОМ МАТРИЦ ДЛЯ ШТАМПОВКИ ПОКОВОК ТИПА КРЕСТОВИН | 2013 |
|
RU2550067C1 |
| Штамп для получения заготовок изделий с полостями | 1990 |
|
SU1801703A1 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2019 |
|
RU2732514C1 |

Сущность изобретения: штамп содержит пуансон, обойму, матрицу с вкладыша.2 ми, выталкиватель, связанный с толкателем пресса. Вкладыши расположены в клиновидных пазах, выполненных в матрице, причем одна из поверхностей каждого паза совпадает с боковой поверхностью одного из поперечных ручьев, а образующие второй поверхности выполнены с уклоном в сторону вертикальной оси штампа. Вкладыши выполнены по длине из отдельных секторных элементов, контактирующих между собой. Торцевые плоскости каждого второго элемента, контактирующие с соседними элементами, выполнены с уклоном в сторону вертикальной оси штампа и расположены друг к другу под углом, вершина которого направлена в сторону поковки. 1 з,п.ф-лы, 2 ил.. ел С
Формула изобретения 1. Штамп для штамповки поковок с оребрением, содержащий пуансон, обойму, связанный с толкателем пресса выталкиватель, на котором закреплена матрица с вкла- дышами, на поверхности которых выполнены вертикальные и поперечные ручьи, отличающийся тем, что, с целью расширения технологических возможностей путем обеспечения получения поковок днищ типа оболочек вращения с ортогональным оребрением без штамповок уклонов и с обеспечения при этом их бездефектного извлечения, в матрице выполнены клиновидные пазы, вкладыши расположены в указанных пазах, при этом одна из поверхностей каждого паза с боковой поверхностью одного из поперечных ручьев, образующие второй поверхности выполнены с уклоном в сторону вертикальной оси штампа, а вкладыши выполнены по длине из отдельных секторных элементов, контактирующих между собой.
яь /
&).Ј
| Штамп для объемной штамповки изделий с ребрами | 1980 |
|
SU897377A1 |
| ШТАМП ДЛЯ ШТАМПОВКИ ОРЕБРЕННЫХ ПАНЕЛЕЙ | 0 |
|
SU373072A1 |
