СЛ
;о
О9
Изобретение оИ осится к обработке металлов давлением и может быть использовано для изготовления деталей методом вытяжки с одновременной обрезкой пр1щуска материала их ториов.
Известен штамп для обрезки припуска у торца пустотелых деталей, содержащий верхнйю плиту с закрепленными на ней копиром и нижнюю плиту с обрезной матрицей, гнездом для обрезаемой детали, а также вкладываемое в полость детали устройство для обрезки, состоящее из двух установле1шых с возможностью радиального перемещения щироких и двух узких обрезных пуансонов с режущими кромками, обращенными к стенкам детали и расположенными на уровне верхней гшос кости обрезной матрицы. Обрезные пуансоны торцами, обращенными к центру устройства, взаимодействуют с копиром, который имеет клиновые поверхности, причем две из них, контактирующие с узкими nyaiicojiaMK, расположены ближе к торцу копира, чем две остальных Г11 .
Однако в давшем щтампе производится обрезка припуска только после оформления степок детали, например после вытя лски, Од ювременно произвести эти операции на нем нельзя. Кроме того, они- сш1ная схема штампа пригодна только для обрезки деталей, имеющих значительные поперечные сечения, так как при их малых размерах выпо1шить и разместить обрезное устройство в полости детали затруднительно.
Известен штамп для вытяласи и обрезки, содержащий закрепле11ную на верхней плите вытяжную матрицу и размещенный на нила1ей плите вытяжной пуансон с режущей кромкой, удаленной от его рабочего торца на высоту готового изделия L2
Недостатком известного щтампа являеся невьюокое качество среза, так как он производится в направлении, непер пендикулярном -поверхности стенки детали.. Кроме того, на этом штампе можно производить обрезку деталей, имеющих малые толщины стенок, так как с увеличением толщины резко возрастает площадь поверхности среза. Причем качеств среза с увеличением толщины также уздгдщается.
Целью изобретения является повышение качества готового изделия.
Поставленная цель достигается тем, что щтамп, для вытяжки и обрезки, содержащий закрепленную на верхней штате вытялшую матрицу и размещенный на
лиясней плите вытяжной пуансон с режущей кромкой, удаленной от его рабочего торна на высоту готового изделия, снаб- жен размещенной внутри матрицы и подпружиненной к верхней плите траверсой, пуансоном обрезки, вьшолненным в виде двух щироких и двух узких секций, установленных в траверсе с возможностью сблшке1щя к центру щтампа и несущих на нерабочем торце поворотные кулачки, а также взаимодействующие с последними жестко закрепленными на матрице копирами с клиновыми выступами, расположенными на разной высоте, при этом вытяжной пуансон имеет поднутрение в зоне режущей кромки и продольные пазы с. режущими боковыми кромками в зоне ;взаимодействия с узкими секциями пуансона обрезки, вьшолненными с дополнительными боковыми режущими кромками, а в стенке вытяжной матрицы под секции пуансона обрезки вьшолнены продольныеокна.
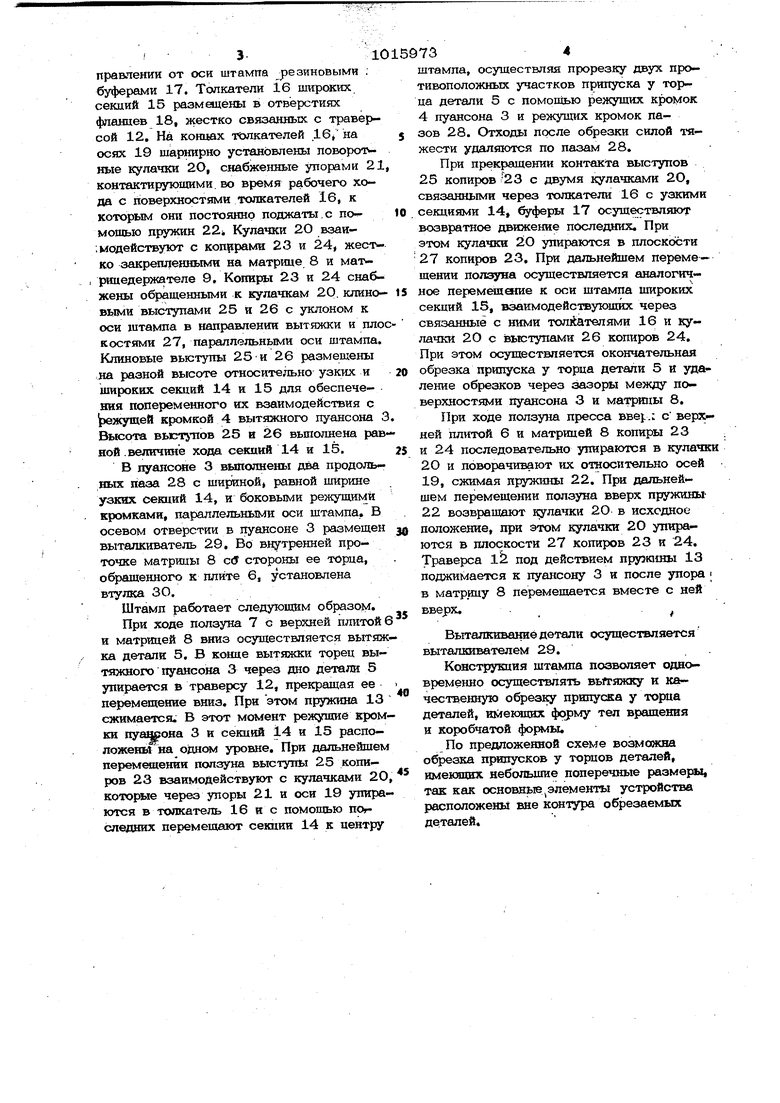
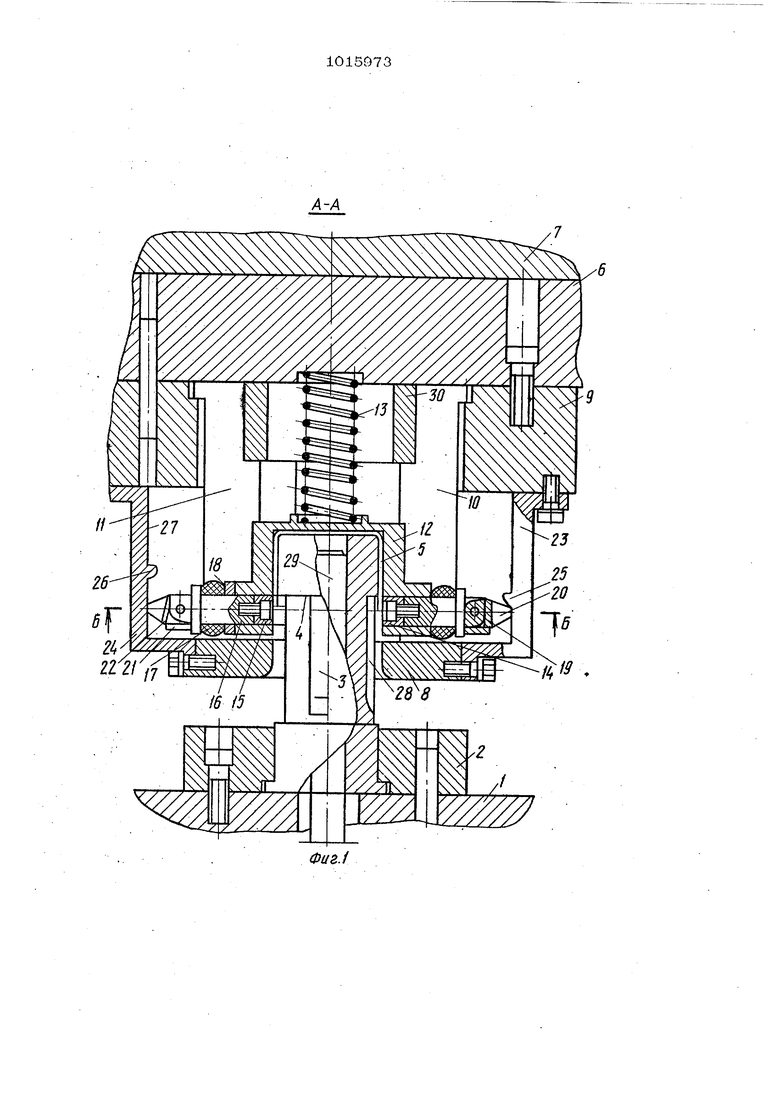
На фиг. 1 изображен щтамп, продольный разрез по плоскостям, проходящим через широкие и узкие секции пуансона обрезки (разрез А-А нафиг.2)наф:-гг.2-гоже поперечный разрезе плоскосги.прокояящей через широкие и узкие секции пуансона обрезки (разрез Б-Б на фиг. 1).
Штамп состоит из нижней плиты 1, пуансонодержателя 2, вытяжного пуансона 3, имеющего режущую кромку 4, повторяющую KOHiyp обрезаемого торца .. выт51гиваемой детали 5 и расположенную от торца вытяжного пуансона 3 на рассто янии, равном высоте готового изделия. На верхней плите 6, закрепленной на ползуне 7 пресса, установлена вытяжная матрица 8 с матрицедержателем 9. В отверстии матриць 8 и выполненных со стороны ее торца, обращенного к верхней плите 6, четырех продольных окнах 10 и 11 размещена с возможностью осевого перемещения траверса 12, подпружиненная относительно верхней плиты 6 пружиной. 13 сжатия. Траверса 12 вьшолнена с полостью, в которой размещена вытягиваемая деталь 5, в дно которой она упирается в конце вытяжки. Соосно окнам 10 и 11 в траверсе 12 вьшолнены скбозные радиальные отверстия, в которых размещены соот ветственно две узких и две щироких секции 14 и 15 пубшсона обрезки.
Узкие секции 14 снабжены также дополнительными режущими кромками на боковых плоскостях. Секции 14 н 15 жестко связаны с толкателяк1И 16, постоянно отткатыми от траверсы 12 в направлении от оси штампа резиновыми : буферб1ми 17. Толкатели 1б широких секций 15 размещены в отверстиях фланцев 18, жестко связанных с траверсой 12. На концах толкателей 16/ на осях 19 шарнирно установлены поворотные кулачки 2О, снабженные упорами 21 контактирующими, во время рабочего хода с поверхностями толкателей 16, к которым они постоянно поджаты.с по мощью пружин 22i Кулачки 2О взаи.модействуют с копирами 23 и 24, жестко закрепленными на матрице 8 и матрицедержателе 9, Копиры 23 и 24 снабжены обращенными к кулачкам 2О, клино- выми выступами 25 и 26 с уклоном к оси штампа в направлении вытяжки и пло костями 27, параллельнь1ми оси штампа. Клиновые вьютупы 25 и 26 размешены на разной высоте относительно узких и широких секций 14 к 15 для обеспечения попеременного их взаимодействия с ржущей кромкой 4 вытяжного пуансона 3 Высота ВЫСТ5ТЮВ 25 и 26 вьшолнена рав ной, величине хода секций 14 и 15. В пуансоне 3 выполнены два продольных паза 28 с шириной, равной ширине узких секций 14, и боковыми релчгщимй кромками, параллельными оси штампа, В осевом отверстии в пуансоне 3 размещен выталкиватель 29, Во внутренней проточке матрицы 8 c(J стороны ее торца, обращенного к плите 6, установлена втулка ЗО. Штамп работает следующим образом, При ходе ползуна 7 с верхней плитой и матрицей 8 вниз осуществляется вытяж ка детали 5. В конце вытяжки торец вытяжного пуансона 3 через дно детали 5 упирается в траверсу 12, прекращая ее перемещение вниз. При этом пружина 13 сжимается. В этот момент режущие кром ки 3 и секций 14 и 15 расположены на одном уровне. При дальнейшем перемещения ползуна выступы 26 копиров 23 взаимодействуют с кулачками 20 которые через упоры 21 и оси 19 упираются в толкатель 16 н с помощью пргследних перемещают секции 14 к центру штампа, осуществляя прорезку двух противоположных участков припуска у торца детали 5 с помоЩью режуших кромок 4 пуансона 3 и режущих кромок пазов 28. Отходы псюле обрезки силой ч-яжести удаляются по пазам 28, При прекращении контакта выступов 25 копиров 23 с двумя кулачками 2О, связанными через толкатели 16 с узкими секциями 14, буферы 17 осуществляют возвратное движение последних. При этом кулачки 2О упираются в плоскости 27 копиров 23, При дальнейшем перемещении ползуна осуществляется аналогичное перемещение к оси штампа широких секций 15, взаимодействующей: через связанные с ними толкателями 16 и кулачки 20 с вьютупами 26 копиров 24, При этом осуществляется окончательная обрезка припуска у торца детали 5 и удаление обрезков через зазоры между поверхностями пуансона 3 и матрицы 8, При ходе ползуна пресса вве.: с верхней плитой 6 и матрицей 8 копиры 23 и 24 последовательно упираются в кулачки 2О и поворачивают их относительно осей 19, сжимая пружины 22, При дальнейшем перемещении ползуна вверх пружины22 возвращают кулачки 20 в исходное положение, при этом кулачки 20 упираются в плоскости 27 копиров 23 и 24, Траверса 1 под действием пруггашы 13 поджимается к пуансону 3 и после упора ; в матрицу 8 перемещается вместе с ней вверх, Выталкивание детали осуществляется выталкивателем 29. Конструкция штампа позволяет одновременно осуществлять вытяжку и качественную обрезку припуска у торца деталей, ш екщнх форму тел вращения и коробчатой формы. По предложенной схеме возможна обрезка припусков у торцов деталей, имеющих небольщие поперечные размеры, так как основньге элементы устройства расположены вне ксчкгура обрезаемых деталей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для вырубки и многопереходной вытяжки | 1987 |
|
SU1459768A1 |
| Штамп для вытяжки и обрезки | 1990 |
|
SU1784351A1 |
| Штамп для вытяжки и обрезки края | 1980 |
|
SU884796A1 |
| Штамп для вырубки, вытяжки и обрезки | 1977 |
|
SU624687A1 |
| УСТРОЙСТВО ДЛЯ ВЫРУБКИ, ВЫТЯЖКИ И ОБРЕЗКИ ДЕТАЛЕЙ | 2003 |
|
RU2240887C1 |
| Штамп для вытяжки деталей иОбРЕзКи пРипуСКА | 1976 |
|
SU816626A1 |
| Штамп совмещенного действия | 1988 |
|
SU1763071A1 |
| Штамп для вытяжки и обрезки | 1975 |
|
SU645730A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ФИГУРНЫХ КОНИЧЕСКИХ ДЕТАЛЕЙ | 1993 |
|
RU2065793C1 |
| ШТАМП ДЛЯ ОБЪЕМНОГО ДЕФОРМИРОВАНИЯ И ОБРЕЗКИ ПОКОВОК | 1992 |
|
RU2018401C1 |
ШТАМП ДЛЯ ВЫТЯЖКИ И ОБРЕЗКИ, содержащий закрепленную на верхней плите вытяжную матрицу и размещенный на нижней плите вытяжной пуансон с режущей кромкой, удаленной 1015973 А 3
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Мещерин В | |||
| Т | |||
| Листовая штамповка, Атлас схем | |||
| Машгиз, 1951, лист 18, фиг | |||
| Пюпитр для работы на пишущих машинах | 1922 |
|
SU86A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Романовский В | |||
| П | |||
| Справочник по холодной штамповке | |||
| Л., Машиностроеirae, 1979, с | |||
| Приспособление для увеличения сцепной силы тяги паровозов и других повозок | 1919 |
|
SU355A1 |
| Устройство для отыскания металлических предметов | 1920 |
|
SU165A1 |
