(54) УСТРОЙСТВО ДЛЯ ВЫРЕЗАНИЯ ФИГУРНЫХ СТЕКОЛ

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство управления станком для вырезки фигурных стекол | 1988 |
|
SU1662958A1 |
| Устройство для вырезания фигурных изделий | 1975 |
|
SU549431A1 |
| Устройство для вырезки фигурных стекол | 1981 |
|
SU990695A1 |
| Устройство для вырезания фигурных стекол | 1974 |
|
SU655663A1 |
| УСТРОЙСТВО ЗАЩИТЫ ОТ ВНУТРЕННИХ ПЕРЕНАПРЯЖЕНИЙ ТРЕХФАЗНЫХ ЭЛЕКТРИЧЕСКИХ СЕТЕЙ С ИЗОЛИРОВАННОЙ НЕЙТРАЛЬЮ (ВАРИАНТЫ) | 2001 |
|
RU2232457C2 |
| СИНХРОННЫЙ ДВИГАТЕЛЬ | 2004 |
|
RU2271600C1 |
| Выпрямитель для возбуждения синхронных электродвигателей | 2018 |
|
RU2699082C2 |
| СИНХРОННЫЙ ДВИГАТЕЛЬ | 2004 |
|
RU2272351C1 |
| Устройство для фигурной резки стекла | 1981 |
|
SU952783A1 |
| УСТРОЙСТВО ДЛЯ ПЛАВНОГО ПУСКА АСИНХРОННОГО ДВИГАТЕЛЯ | 2005 |
|
RU2294592C1 |
1
Изобретение относится к вырезанию фитурных, например автомобильных, стекол по замкнутому контуру и может быть применено на заводах технического стекла.
Известно устройство шя вырезания .фигурных стекол, содержащее датчики положения режущей головки, устанопленные на копире, а привод перемещения режущей головки содержит средства iviR независимых перемещений по крайней мере двух рычагов, установленных в и1арнирнь,1х соединениях щарнирно-рычажиого механизма и связанных с датчиками псэложенкя режущей головки 1.
Дня останова режущей голо.вки в нужной точке служит упор с электро- или пневмоприводом.
. Недостатком данного устройства является низкое качество вырезания фигурных стекол в зоне замыкания контура надреза, тик как режу-щая головка после удара об упор отскакивает (наблюдается дребезг режущей гоЛовки). В результате этого в зоне замыкания контура надреза стекла образуются щербины, привоця1цие стекло к разрущемию на дальнейщих технологических операциях, особенно тер мических..
Известно устройство для вырезания фигурных стекол; содержащее режущую головку, копир, электродвигатель привода головки с пусковой цепью, в которую включен основной конечный выключатель 2.
Недостатком указанного устройства является то, что режущая головка по окончанию процесса резания останавливается в разных положениях.
Цель изобретения - повыщение качества реза.
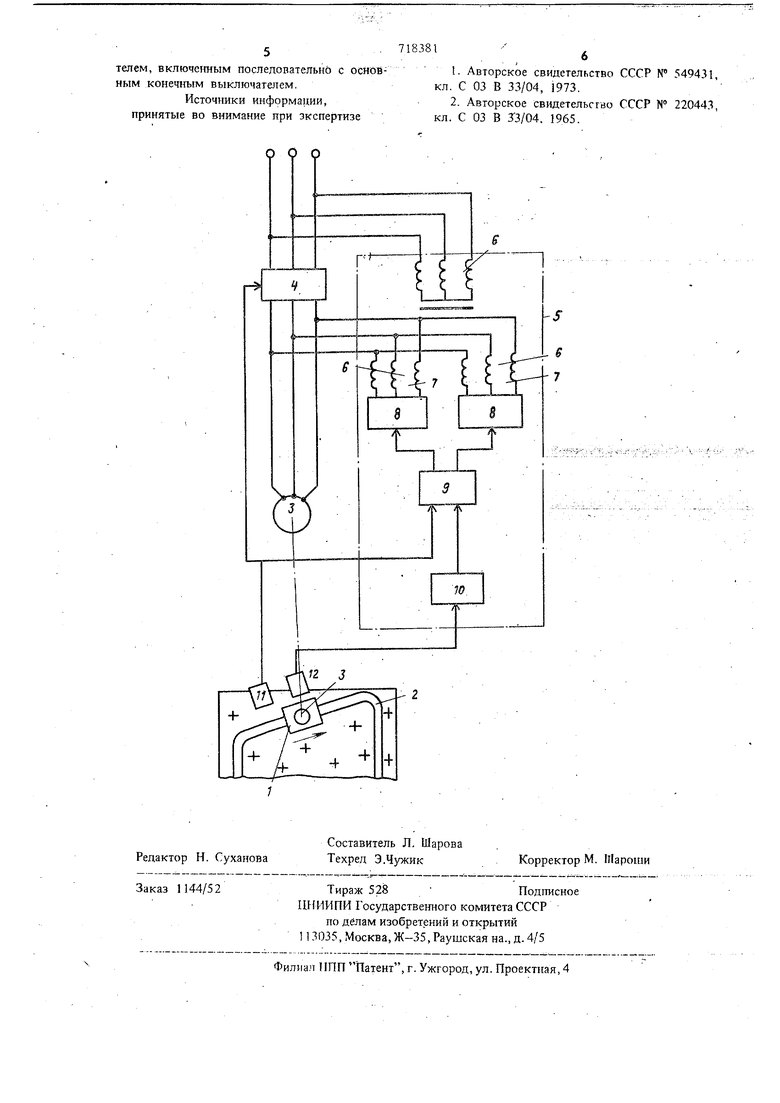
Поставленная цель достигается тем, что устройство для вырезания фигурных стекол, содержащее режущую головку, копир, электродвигатель привода головки с пусковой цепью, в которую включен основной конечрилй выключатель, снабжено дополнительным конечным выключателем и фазовым дискриминатором, состоящим,из блока синхронизации, генератора задающей частоты, двух ключей и трехфазного трансформатора, причем одни выводы псрпичных обмоток трехфазного трансформатора объединены, другие выводы подключены к соответствующим фазам цепи питания, одни выводы вторичных обмоток подключены к электродвигателю, другие выводы вторичных обмоток подключены к соответствующим выходам ключей, входы которых соединены с выходами генератора задающей частоты; один из выходов которого соединен с основным конечным выключателем, а другой вход соеди нен через блок синхронизации с дополнительным конечным выключателем, включенным последовательно с основным конечным выклю ча1елем. На чертеже приведена функциональная схем устройства для вырезания фиг)фных стекол. Устройство для вырезания фигурных стекол содержит режущую головку 1, движущуюся в направлении, указанном стрелкой, по копиру 2, трехфазный электродвигатель 3 привода режущей головки, пусковую цепь 4 трехфазного электродвигателя привода режущей готовки, фазовый дискриминатор 5, состоящий из трехфазного трансформатора 6 с вторичными обмотками 7, ключей (тиристорных) 8, генератора 9 задающей частоты и блока 10 синхро низации, а также установленных на копире первого 11 и второго 12 конечных выключателей. - Работает устройство следующим образЪм. В начале рабочего цикла режущую головку опускают на стекло, затем посредством пусковой цепи включают электродвигатель 3 привода режущей головки на напряжение промыщленной частоты. Режущая головка 1 начинает движение по копиру 2 в направлении, указанном стрелкой, с номинальной скоростью и производит надрез стекла стеклорезным инструментом по контуру копира. При подходе к зоне замыкания контура надреза режущая головка 1 воздействует на первый конечный выключатель 11, ко торый выключает пусковую цепь 4 и включает фазовый дискриминатор 5 в режиме преобразования частоты питающего напряжения путем запуска генератора 9 задающей частоты. ITpiK этом электродвигатель 3 привода режущей головки переключается с напряжения промыщленной частоты 50 Гц на преобразованное напряжение фазового дискриминатора частотой например, 2 Гц, интен9ивно тормозится и пере ходит на пониженную (ползучую) скорость вращения в соответствии с преобразованной частотой. Принцип преобразования частоты с помощью фазового дискриминатора заключается в следующем. Генератор 9 задающей частоты выходными импульсами поочередно включает ключи 8 обмоток 7 трансформатора 6 с частотой, напри14 . мер)48 Гц. Тогда на выводах обмоток 7, подключенных к статорным обмоткам электродвигателя 3, образуется трехфазное синусои- . дальнее напряжение с частотой, равной разности частоты питающей сети и частоты поочередного включения ключей В, т.е. . 50 Гц - 48 Гц 2 Гц. Таким образом, режущая головка 1 к заданной точке останова, контролируемой вторым конечным выключателем 12, подходит на пониженной скорости. Достигнув заданной точки останова, режущая головка 1 воздействует на второй конечный выключатель 12, который включает блок 10 синхронизадаи, а последний выходными импульсами синхронизирует генератор 9 задающей частоты питающей сети 50 Гц,переводя тем самым фазовый дискриминатор 5 в режим выпрямителя питающего напряжения. В этом случае по обмоткам статора электродвигателя 3 привода режущей головки 1 будет протекать ток нулевой частоты (выпрямленный) и производать электродинамическое торможение электродвигателя 3. Величина тока торможения регулируется путем изменения фазы синхроимпульсов блока 10 синхронизации. По истечении заданного времени торможения схема приводится в исходное . состояние. Расчетный разброс точек останова режущей головки в случае применения данного изобретения не превышает 0,5 мм, что в два раза выше технологических требований. Формула из об р е т е н и я Устройство для вырезания фигурных стекол, содержащее режущую головку, копир, электродвигатель привода головки с пусковой цепью, в которую включен основной конечный выключатель, о, т л и ч а ю щ е е с я тем, что, с целью повышения качества реза, оно снабжено дополнительным конечным выключататем и фазовым дискриминатором, состоящим из блока синхронизации, генератора задающей частоты, двух ключей и трехфазного трансформатора, причем одни выводы первичных обмоток трехфазного трансформатора объединены, другие выводы подключены к соответствующим фазам цепи питания, одни выводы вторичных обмоток подключены к электродвигателю, другие выводы вторичных обмоток подключены к соответствующим выходам ключей, входы которых соединены с выходами генератора задающей частоты, один из выходов которого соединен с основным конечным выключателем, а другой вход соединен через йпбк синхрониза1щи с дополнительным конечным выключа
