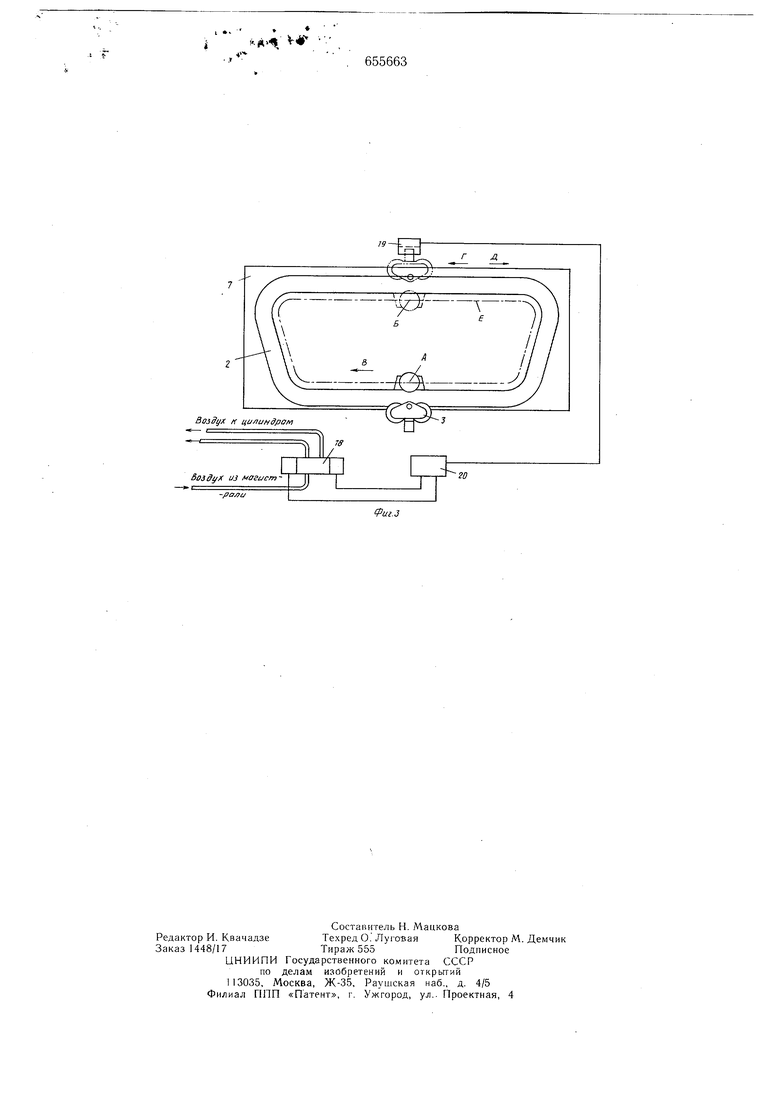
но связанных с поворотными осями, выполненными с эксцентричными шинами, причем один из рычагов укреплен на штоке цилиндра и взаимодействует с рабочим столом. На фиг. 1 изображено предложенное устройство, продольный разрез; на фиг. 2 - рабочий стол, общий вид; на фиг. 3 - схема включения привода перемещения стола. На раме 1 неподвижно установлен копир 2, эквидистантный контуру вырезаемой заготовки. На нем подвижно установлена режушая головка 3. Привод ее включает электродвигатель 4 с редуктором, неподвижно соединенные с копиром 2 направляющие лекала 5, по которым перемешается тяговая цепь 6, связывающая электродвигатель 4 с режущей головкой 3. Стол 7, предназначенный для размещения стекла посредством подшипниковых опор 8, установлен на эксцентричных типах 9 осей 10, шарнирно соединенных с установленными на раме 1 вертикально новоротными рычагами II, соединенными посредством тяг 12 с приводом, осуществляющим поворот р1 1чагов и соответственно подъем и опускание осей 10. На столе 7 щарнирно установлены два силовых цилиндра 13 и 14 привода перемеп1ения стола вдоль параллельных сторон копира, HJTOKH которых соединены с рычагом 15, закрепленным на оси 10. Ограничителем хода рычага является паз ползуна 16, переметаемого в направляющих стола 7 посредством винта 17. Сжатый воздух распрс;,еляется но цилиндрам 13 и 14 элсктропневмоклапаном 18, пол.учающим сигнал от концевого выключателя 19 через электро1ПП51Й преобразователь 20. Транспортным средством для перемен ения стекла 21 служит роликовый конвейер 22. Устройство работает следующим образом. Лист стекла 21 по роликовому конвейеру 22 неремен1ают под режущую головку 3, после чего стол 7 с листом стекла 21 посредством тяг 12 и рычагов 11 поднимается на осях 10 вверх. Включается электродвигатель 4. Ведомая цепью 6 режущая головка 3 начинает движение в направлении стрелки «В из положения «А и наносит на стекле царапину «Е по контуру вырезаемой заготовки. Стол 7 при этом находится в положении, показанном на фиг. 1. В момент прохождения резательной головки 3 положения «Б сигнал от концевого выключателя 19 через электронный преобразователь 20 поступает в электропнев.моклапан 18, посредством которого цилиндр 13 сообщается с атмосферой, а цилиндр 14-с источником сжатого воздуха. В результате этого рычаг 15 поворачивается влево до упора, насколько этому позволяет паз нолзуна 16, и перемещает стол 7 с листом стекла 21 по ходу движения резательной головки в направлении стрелки «Д, этим заготовка укорачивается на величину перемещения стола. Резательная головка 3 продолжает движение при сдвинутом столе 7. Процесс резания заканчивается выключением электродвигателя 4 по достижении резательной головкой 3 исходного ноложения «А. Стол 7 опускается и стекло 21 с нанесенной царапиной выводится из-под резательной головки 3. Технология изготовления стекол «триплекс предполагает наличие одновременно двух заготовок - удлиненной и укороченОписываемое устройство удовлетворяет этому условию. Следующий рабочий цикл аналогичен нредыдущему, но при достижении резательной головкой 3 положения «Б стол из положения, занятого в предыдущем рабочем цикле, перемещается навстречу движущейся резательной „головке 3 (по стрелке «Г), чем и обеспечивается вырезание удлиненной заготовки. Таким образом чередование перемещения -стола в момент резания по ход,у движения резательной головки или навстречу ее движению обеспечивает вырезапие соответственно укороченной и удлиненной заготовки на одном устройстве. Регулирование величины перемещения стола 7 троизводят путем перемещения ползуна 16 в направляющих стола 7 винтом 17, изменяя тем самым ход рычага 15. Крайние положения ползуна 16 соответствуют нулевому и максимальному углу поворота рычага 15 и,соответственно,нулевому и максимальному перемещению стола 7. Таким образом, предложенное устройство позволяет вырезать по одному копиру заготовки разной длины и за счет этого сократить производственные площади, занятые оборудованием, на котором вырезают заготовки стекол «триплекс. Наличие .механизма д;гя регулирования величины перемещения стола, выполненного в виде клинового паза, позволяет легко и оперативно менять длину заготовок. Это особенно важно в период пастройки оборудования нри переходе па новый вид продукции. Формула изобретения Устройство для вырезания фигурных стекол, по крайней мере,с двумя параллельными сторонами, включающее копир, рабочий стол, режущую головку и привод, отличающееся тем, что, с целью обеспечения воз.можности вырезания стекол разной длины по одному копиру, оно снабжено силовым цилиндром и системой рычагов, шарнирно связанных с поворотными осями, выполненными с эксцентричными щипами, причем один из
рычагов укреплен на штоке цилиндра и взаимодействует с рабочим столом.
Источники информации, принятые во внимание при экснертизе
6
1.Авторское свидетельство СССР 400535, кл. С 03 В 33/04, 1972.
2.Авторское свидетельство СССР 130646, кл. С 03 В 33/04, 1959.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для вырезания фигурных стекол | 1976 |
|
SU652129A1 |
| Устройство для вырезания фигурных изделий | 1975 |
|
SU549431A1 |
| Устройство для управления подачей заготовки в станок для вырезки фигурных стекол | 1986 |
|
SU1433918A1 |
| Устройство для вырезки фигурных стекол | 1981 |
|
SU990695A1 |
| Устройство для вырезки фигурных стекол | 1976 |
|
SU581096A2 |
| Устройство для вырезания плоских фигурных стекол | 1978 |
|
SU776992A1 |
| Устройство для отделения отходов стекла | 1975 |
|
SU616242A1 |
| Установка для раскроя ленты стекла на форматы | 1981 |
|
SU977417A2 |
| Устройство для вырезания фигурных стекол | 1984 |
|
SU1231020A1 |
| Устройство управления станком для вырезки фигурного стекла | 1988 |
|
SU1578088A1 |
655663
:
BoiSyx к цилиндром
