;,-;.. г .
18434
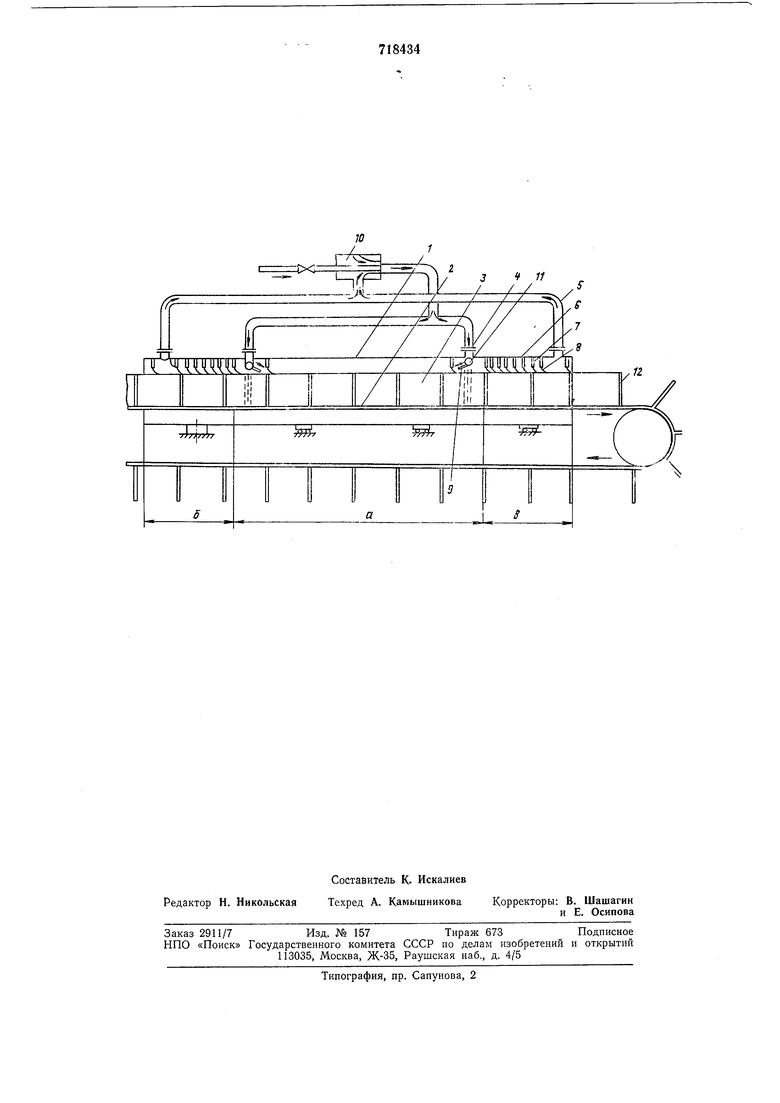
тельные элементы 6, выполненные в виде ряда П-образных пластин 7, снабженных эластичными фартуками 8, установленными регулируемыми но высоте. На входе в уплотнительные элементы 6 установлены щелевые эжекторы 9, соединенные с трубопроводами 4 подачи пара, а на выходе трубопровода 5 для отсоса пара установлен эжектор 10 острого пара с закольцеванием и повторным использованием пара.
Работает автоклав следующим образом.
Свежеотформованные изделия 3 поступают на конвейер 2 в корпус 1 автоклава с поста формовки изделий (на чертеже не показано) и подаются в камеру б переменного давления. При этом боковые и верхние грани изделий скользят «но шерсти по торцам эластичных фартуков 8 уплотнительных элементов 6. Пар, подаваемый щелевыми эжекторами 9 в зону а постоянного давления, проходит между фартуками 8 и поверхностями изделий к концам корпуса 1 в зону в переменного давления, постепенно теряя свое давление до величины, равной или близкой к атмосферному. Для устранения избыточного давления пара на выходе и утилизации тепла отработанного пара к корпусу автоклава после уплотнительных элементов 6 подходит трубопровод 5, отсос пара из которого производится эжектором 10 острого пара.
Попадание пара в нижнюю часть автоклава, расположенную под конвейером, устраняется путем плотного прижатия верхней ленты конвейера массой свежеотформованных изделий, находящихся на нем, и давлением пара сверху.
Конденсат удаляется из нижней части автоклава любым известным способом.
Для уменьшения давления пара на входе в уплотнительные элементы и для стабилизации их работы подача пара в зону постоянного давления осуществляется через подковообразные трубы И для подачи теплоносителя к щелевым эжекторам 9.
Струи пара, выходящие из эжекторов 9, направлены в середине зоны постоянного давления, проходят через первый ряд фартуков и создают депрессию давления пара.
Создающиеся из-за разницы давления i
талкнвающие силы, действующие на изделия, при полностью загруженном изделиями конвейере взаимно уравновешиваются на концах корпуса автоклава. Возникающие усилия распределяются между перегородками 12 конвейера.
Процесс гидротермальной обработки изделий в автоклаве протекает непрерывно при непрерывном движении конвейера.
При первоначальном вводе в работу автоклава для уравновешивания выталкивающей силы необходимо подачу пара в зону постоянного давления производить лишь после того, как изделия заполнят весь корпус автоклава. Изделия, заполняющие одну из зон переменного давления - зону в, зону снижения давления, выйдут из автоклава, не набрав необходимой прочности, и направляются повторно на конвейере в автоклав.
Предлагаемый автоклав долговечен и имеет высокий коэффициент использования его во времени.
Формула изобретения
Автоклав ненрерывного действия для тепловлажностной обработки строительных изделий, включающий корпус, выполненный с камерами постоянного и переменного давления, систему трубопроводов для подачи теплоносителя, размещенную в камере постоянного давления, и систему трубопроводов для отсоса нара, размещенную в камерах переменного давления, конвейер для перемещения изделий и уплотнительные элементы, размещенные на границах камер, отличающийся тем, что, с целью повышения герметичности автоклава, он снабжен щелевыми эжекторами, соединенными с трубопроводами подачи пара, а уплотнительные элементы выполнены в виде ряда П-образных пластин с эластичными фартуками и дополнительно установлены по периметру камер переменного давления. Источники информации,
принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 493516, кл. С 21D 9/00, 1973.
2.Авторское свидетельство СССР № 148790, кл. F 27В 9/26, 1961.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоклав для гидротермальной обработки строительных изделий | 1977 |
|
SU722880A1 |
| Автоклав для гидротермальной обработки строительных изделий | 1986 |
|
SU1390226A2 |
| Автоклав вертикального типа | 1983 |
|
SU1106675A2 |
| УСТРОЙСТВО ДЛЯ ДУГОВОЙ АВТОМАТИЗИРОВАННОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2009 |
|
RU2387523C1 |
| УСТАНОВКА ДЛЯ РАЗДЕЛЬНОЙ СТАБИЛИЗАЦИИ ОСАДКА И ИЛА СТОЧНЫХ ВОД | 1997 |
|
RU2133228C1 |
| ДВИГАТЕЛЬ ВНУТРЕННЕГО СГОРАНИЯ ПОЛЯКОВА В.И. И ГИДРОЭЛЕКТРОСТАНЦИЯ | 1999 |
|
RU2143078C1 |
| Устройство для аспирации разгрузочной тележки конвейера | 1978 |
|
SU787676A1 |
| УСТРОЙСТВО ДЛЯ ПРОПАРИВАНИЯ МАСЛИЧНЫХ СЕМЯН | 1991 |
|
RU2034013C1 |
| Способ агломерации руд и концентратов под давлением и устройство для его осуществления | 1979 |
|
SU885307A1 |
| СПОСОБ УВЕЛИЧЕНИЯ КОРРОЗИОННОЙ СТОЙКОСТИ КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ, МЕТАЛЛИЧЕСКОЕ ИЗДЕЛИЕ С УВЕЛИЧЕННОЙ КОРРОЗИОННОЙ СТОЙКОСТЬЮ | 2014 |
|
RU2595184C2 |