В существующих конструкциях ванных стекловаренных печей производственный поток направлен по длине печи. Загрузка щихты и боя производится с одного конца печи, а выработка - с другого. Вследствие этого печи, как правило, сильно удлинены, что приводит к увеличению теплоотдающих поверхностей.
Кроме того, фронт выработки ограничен периметром рабочей части, что часто приводит к неполному использованию мощности печи.
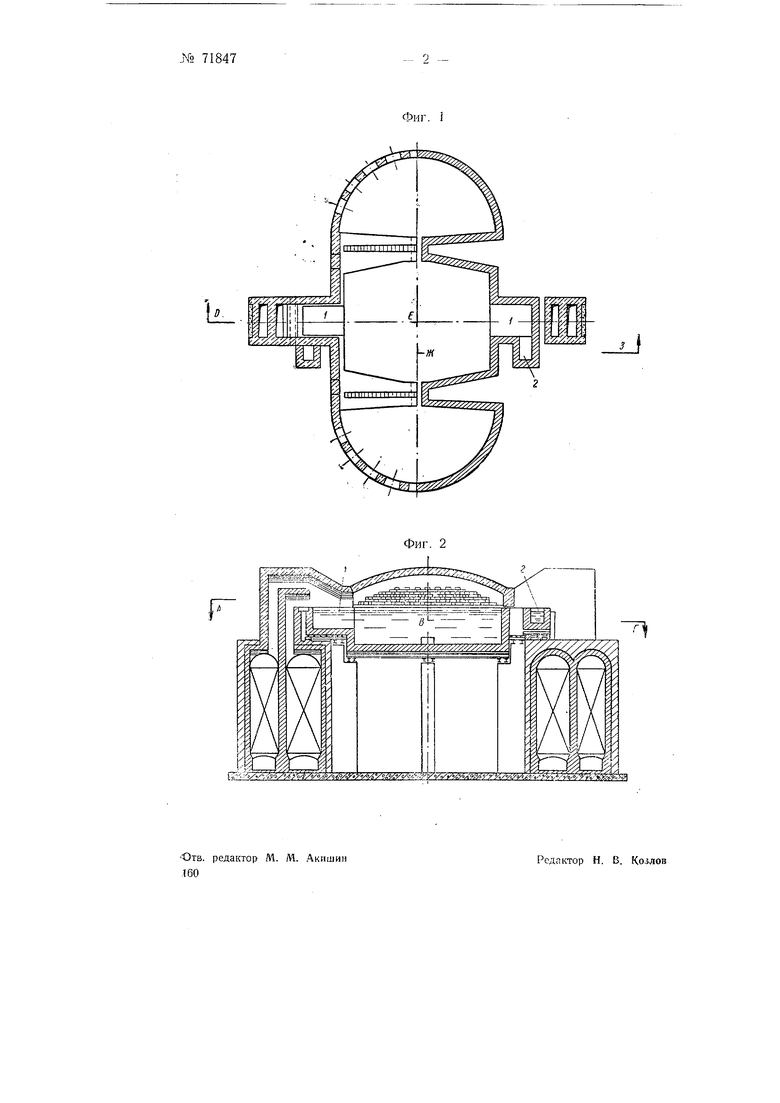
На фиг. 1 изображен схематический план ванной печи согласно изобретению; на фиг. 2 - разрез по Д-Е-Ж 3 по фиг. 1.
Предлагаемая конструкция ванной печи устраняет указанные недостатки тем, что она выполнена с двумя противоположно расположеннылп выработочными бассейнами (фиг. 1). Часть / варочного бассейна печи (фиг. 2) подведена под плиты вылетов горелок для образования бассейнов для щихты, загружаемой через карманы 2.
Предмет изобретения
Ванная стекловаренная печь, о тличающаяся тем, что она выполнена с двумя противоположно расположенными выработочными бассейнами, а часть варочного бассейна печи подведена под плиты вылетов горелок для образования бассейнов для щихты, загружаемой, через карманы 2.
1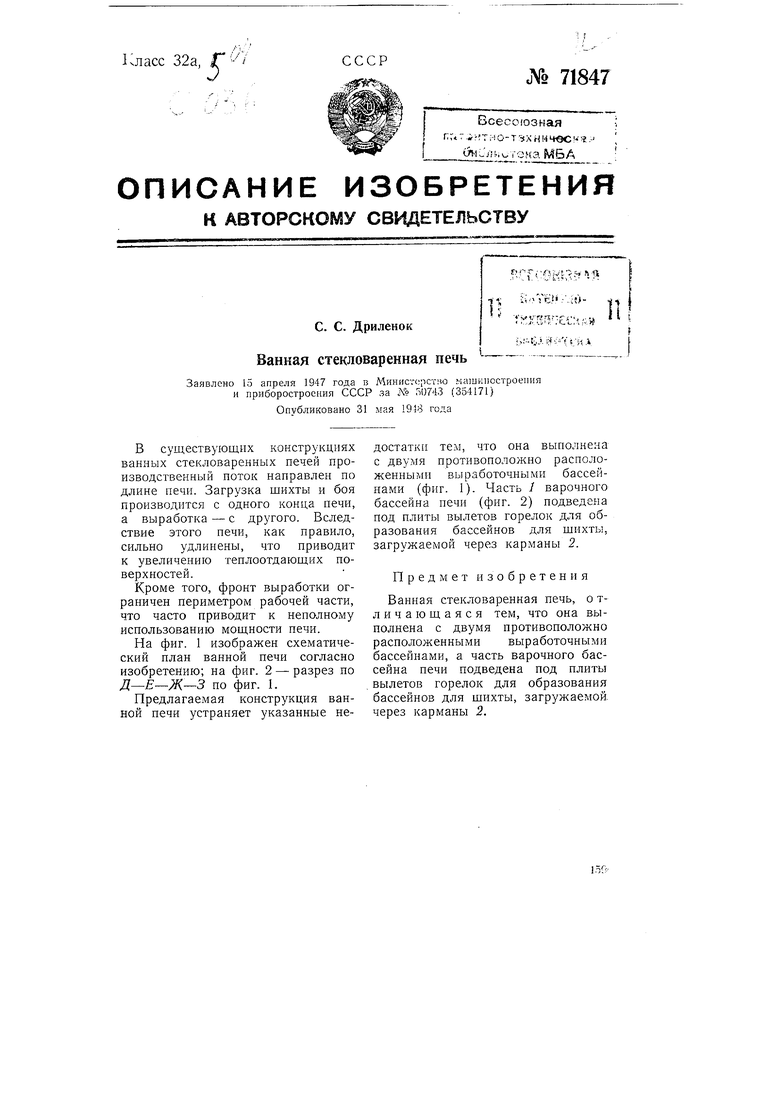
| название | год | авторы | номер документа |
|---|---|---|---|
| Ванная стекловаренная печь | 1955 |
|
SU107584A1 |
| Ванная стекловаренная печь | 1976 |
|
SU655660A1 |
| ВАННАЯ СТЕКЛОВАРЕННАЯ ПЕЧЬ | 1973 |
|
SU385933A1 |
| Ванная стекловаренная печь | 1975 |
|
SU649662A1 |
| Ванная стекловаренная печь | 1980 |
|
SU939408A1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ВАННОЙ СТЕКЛОВАРЕННОЙ ПЕЧИ | 2007 |
|
RU2338700C1 |
| СТЕКЛОВАРЕННАЯ ПЕЧЬ | 1998 |
|
RU2154035C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ЛИНИИ ДЛЯ ПРОИЗВОДСТВА ЛИСТОВОГО ПОЛИРОВАННОГО СТЕКЛА | 2007 |
|
RU2338701C1 |
| Ванная стекловаренная печь | 1981 |
|
SU952774A1 |
| СПОСОБ ВАРКИ СТЕКЛА В ВАННОЙ ПЕЧИ | 2003 |
|
RU2250198C2 |