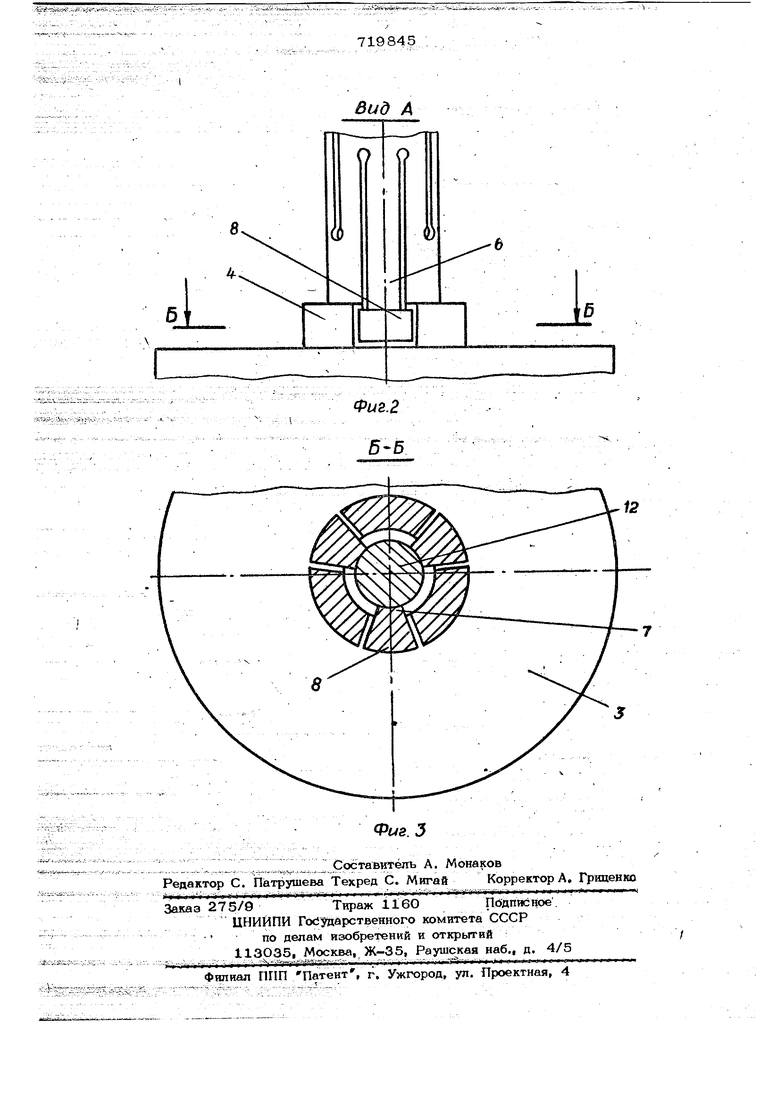
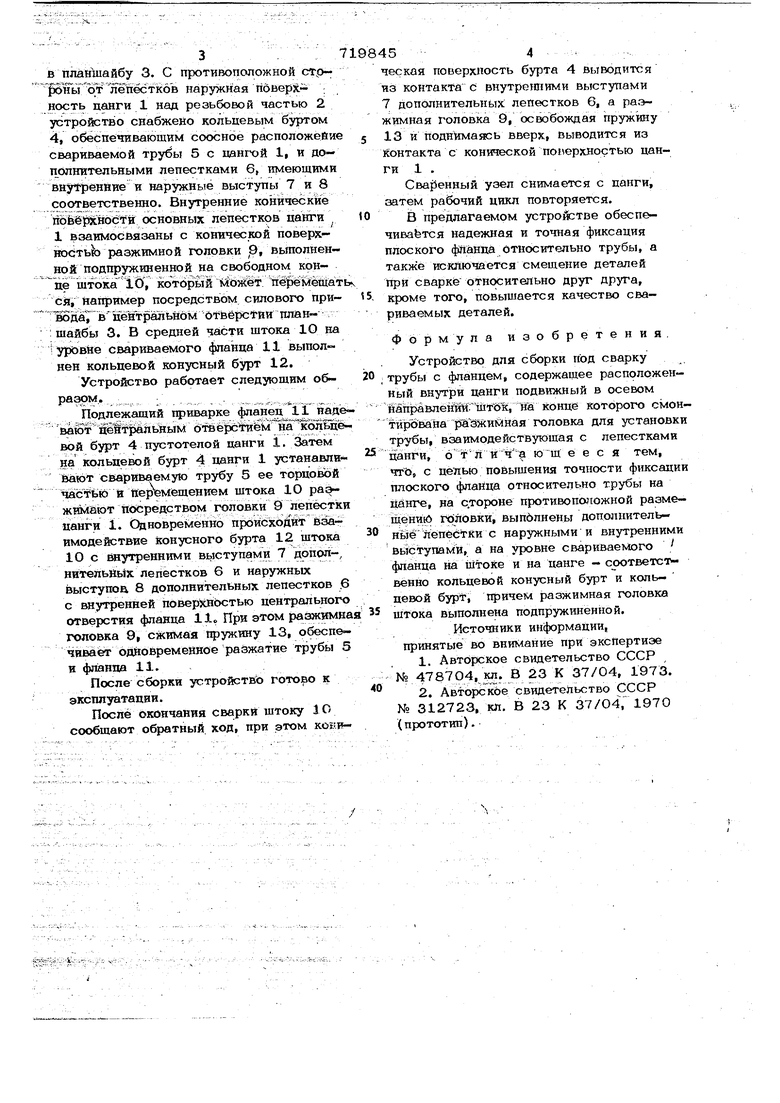
(54) УСТРОЙСТВО ДЛЯ СБОРКИ ПОД СВАРКУ ТРУБЫ С ФЛАНЦЕМ В ппайшайбу 3. С противоположной стр ро ьГотлепестков наружная поверхность цанги 1 над резьбовой частью 2 устройство снабжено кольцевым буртом 4, обеспечивающим соосное расположейие свариваемой труёы 5 с цангой 1, и дополнительными лепестками 6, имеющими внутренйие и наружные выступы 7 и 8 соответственно. Внутренние конические пбМрхнЬстй основных лепестков цанги 1 взаимосвязаны с конической поверх- ностьЬ разжимной головки р, выполненной подпр5гжиненно и на свободном конце щтока iOi, который йЪйёт №ipeKSeiitaT Си, Например посредством силового при1ода7 в Ш нтралЬн6м отверстии план: шайбы 3. В средней части щтока 10 на i уровйе свариваемого фланца 11 выполнен кольцевой конусный бурт 12. Устройство работает следзтощим образом. Подлежащий щжварке фланец 11 Ейют дайтрйпЬйым бтаё рю ёкГнаПюлЩе вой б1фт 4 пустотелой цанги 1. Затем на кольцевой бурт 4 цанги 1 устанавливают свариваемую трубу 5 ее торцо вой и Ке мещением штока 10 ра&ждалают посредством головки 9 лепестки цанги 1. Одновременно происходи Взаимодействие конусного бурта 12 щтока 10с внутренними выступами 7 дрпс«1-, нитепьнь1х лепестков 6 и наружных выступоа 8 дополнительных лепестков .6 с внутренней поверхностью центрального отверстия фланца 11„ При этом раажкмн головка 9| сжимая пружину 13, обеспечивает одновременное разжатие трубы 5 и фланца 11. После сборки устройство готово к эксплуатации. После окончания сварки щтоку Ю сообщают обратный ход, при этом КОЕИческая поверхность бурта 4 выводится из контакта б внутрегшими выступами 7 дополнительных лепестков 6, а раэжимная головка 9, освобождая пружину 13 и поднимаясь вверх, выводится из контакта с конической поверхностью цанги 1 . Сва{5енный узел снимается с цанги, затем рабочий цикл повторяется. В предлагаемом устройстве обеспечивается надежная и точная фиксация плоского фланца относительно трубы, а также исключается смещение деталей при сварке относительно друг друга, кроме того, повыщается качество свариваемых деталей. формула изобретения. Устройство для сборки под сварку трубы с фланцем, содержащее расположенный внутри цанги подвижный в осевом йаправлё1йпГтйтШ, на конце которого смонтй|р6ванара;3жий й ая головка для установки трубы, взаимодействующая с лепестками цанги, 6 Тл е е с я тем, с целью повышения точности фиксации плоского флаНца относительно трубы на цанге, на с.тороне противопозюжной разме- Головки, выпблнены дополнительные лепестки с наружными и внутренними выступами, а на уровне свариваемого фланца на штоке и на цанге - соответс-рвенно кольцевой конусный бурт и кольцевой бурт, ггричем разжимная головка щтока выполнена подпружиненной. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР , № 4787О4, кл. В 23 К 37/04, 1973. 2.Авторское свидетельство СССР № 312723, кл. В 23 К 37/047 1970 (прототип).
Фиг.1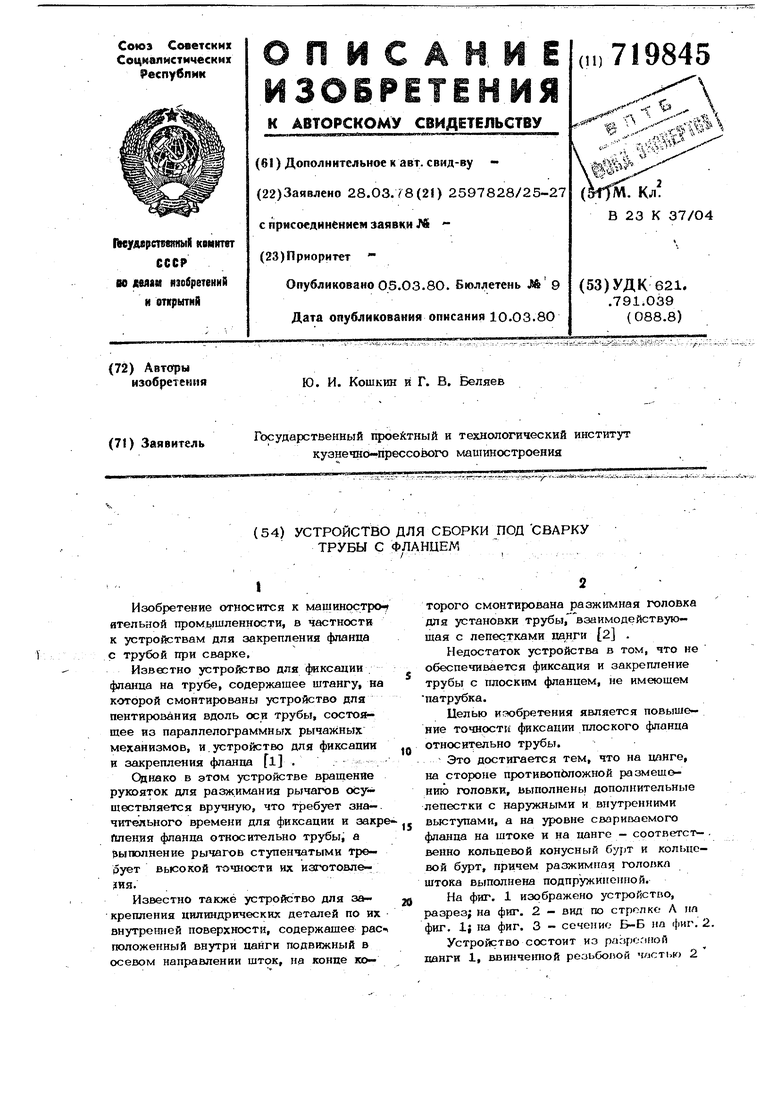
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЦИЛИНДРИЧЕСКИХДЕТАЛЕЙ | 1971 |
|
SU312723A1 |
| Устройство для демонтажа развальцованных труб | 1981 |
|
SU1038111A1 |
| УСТРОЙСТВО ДЛЯ СТУПЕНЧАТОГО ЦЕМЕНТИРОВАНИЯ ОБСАДНЫХ КОЛОНН | 2015 |
|
RU2584428C1 |
| Цанговый патрон | 1986 |
|
SU1399041A1 |
| Раструбный стержень для изложницыцЕНТРОбЕжНОй МАшиНы | 1979 |
|
SU839675A1 |
| Внутренний центратор | 1982 |
|
SU1082592A1 |
| УСТРОЙСТВО ДЛЯ ГЕРМЕТИЗАЦИИ КОНТАКТНО-СТЫКОВОЙ СВАРКОЙ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2003 |
|
RU2245769C2 |
| Штамп для соединения трубных деталей | 1985 |
|
SU1296268A1 |
| Устройство для зажима инструмента в шпинделе металлорежущего станка | 1977 |
|
SU629015A1 |
| Способ установки детали и устройство для его осуществления (варианты) | 2015 |
|
RU2639589C2 |