1 1в to 9 if И
12. П
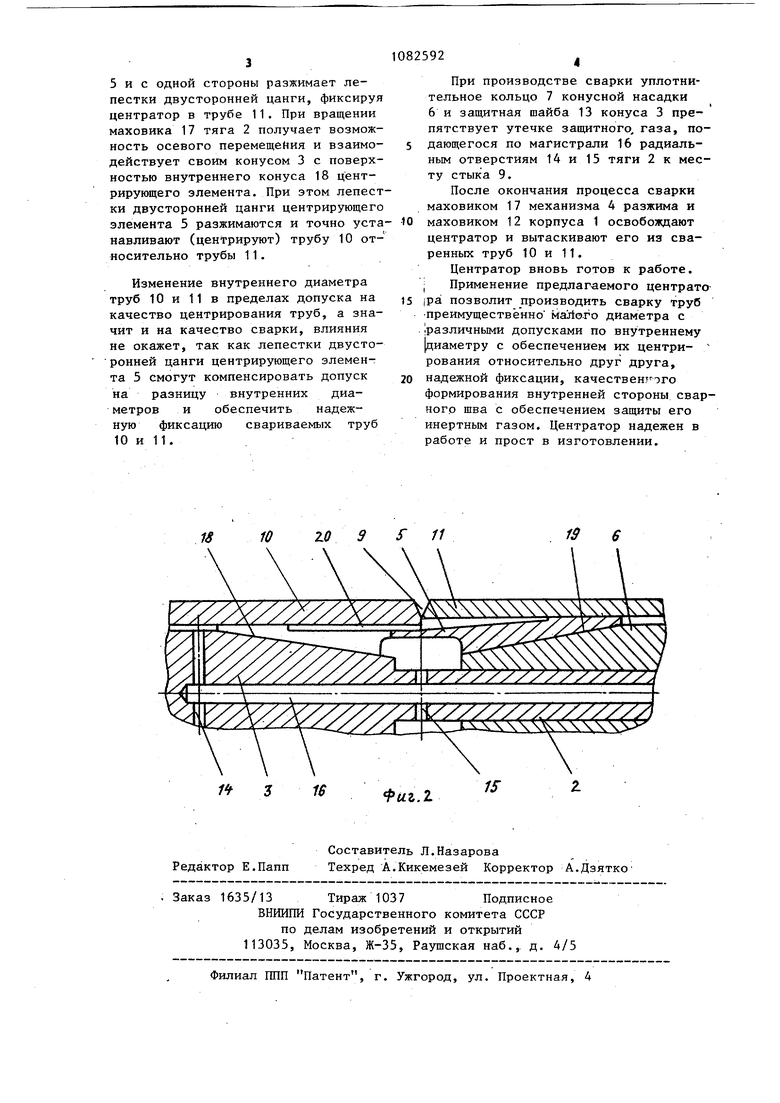
Фигл Изобретение относится к приспосо лениям для сварки изделий из металла и может быть использовано в любо области машиностроения для сварки цилиндрических изделий с кольцевыми швами, преимущественно для сварки труб малого диаметра с различными допусками по внутрениему диаметру. Известен центратор для сборки и сварки труб, содержащий центрирующие механизмы, шарнирно соединенные между собой осью 1j . Недостатком указанного устройства является наличие шарнирных связей в центрирующих механизмах,что ведет к увеличению габаритов устройства. Наиболее близким к предлагаемому является известный внутренний центратор, содержащий корпус, внутри которого размещена приводная тяга с конусом на конце и с каналами для подачи защитного газа, и разжим ной центрирующий элемент 2J . Однако и это устройство не може быть эффективно использовано при; .сварке труб малого диаметра вследст .вде использования в зажимном механизме шарнирных связей, которые увеличивают диаметральные размеры устройства и усложняют его конструк цию . Кроме того, использование вьшеуказанных устройств для центрирования и сварки труб с различными допусками по внутреннему диаметру не обеспечивает надежного зажима свариваемых труб и их центрацию. Конструкции устройств с шарнирн ми связями сложны в изготовлении и нетехнологичны. Цель изобретения - обеспечение возможности центрирования труб мал го диаметра с различными допусками по внутреннему диаметру. Для достижения поставленной цел внутренний центратор, содержащий корпус, внутри которого ра ймещена приводная тяга с конусом на конце с каналами для подачи защитного га за, и разжимной центрирующий элеме снабжен конусной насадкой, установ ленной на приводной тяге симметрич но относительно конуса приводной шги, а разжимной центрирующий эле мент выполнен в .виде двусторонней цанги, размещенной на приводной тя ге с возможностью взаимодействия с конусной насадкой ц конусом приводной тяги. На фиг. 1 представлен центратор, общий вид в разрезе; на фиг. 2 узел I на фиг. 1. Внутренний центратор содержит корпус 1, приводную тягу 2 с конусом 3, привод 4 разжима и разжимной центрирующий элемент 5. Корпус 1 содержит конусную насадку 6 с уплотнительным кольцом 7, гайку 8 для точной настройки центратора на свариваемьй стык 9 труб 10 . и 11 и маховик 12. конце приводной тяги 2 установлена защитная шайба 13, а внутри тяги выполнены радиальные отверстия 14 и 15, соединяющиеся с магистралью 16 подвода инертного газа. Тяга 2 снабжена маховиком 17. Между конусной насадкой 6 и конусом 3 приводной тяги 2 установлен разжимной центрирующий элемент 5, выполненный в виде двусторонней цанги. Разжимной центрирующий элемент 5 расположен между конусом 3 и конусной насадкой 6, и выполнен в виде двусторонней цанги с внутренними конусами 18 и 19, которые имеют возможность взаимодействовать с конусом 3 и конусной насадкой 6. В средней части разжимного центрирующего элемента выполнена кольцевая проточка 20 для формирования, внутренней стороны сварного шва, в которую через магистраль 16 и радиальные отверстия 14 и 15 поступае инертный газ, служащий для защиты внутренней стороны сварногб щва. Кольцо 7 и шайба 13 препятствуют утечке инертного газа из зоны сварки. Устройство работает следующим образом. Центратор в свободном состоянии вводится во внутреннюю полость свариваемых труб 10 и 11 таким образом, чтобы кольцевая проточка 20 разжимного центрирующего элемента 5 оказалась в зоне стьпса 9 свариваемых труб. Более точная настройка кольцевой проточки 20 разжимного центрирующего элемента 5 осуществляется вращением гайки 8. Затем,при вращении маховика 12 корпуса 1 конусная насадка 6 взаимодействует с поверхностью внутреннего конуса 19 центрирующего элемента 5 и с одной стороны разжимает лепестки двусторонней цанги, фиксируя центратор в трубе 11, При вращении маховика 17 тяга 2 получает возможность осевого перемещения и взаимодействует своим конусом 3 с поверхностью внутреннего конуса 18 центрирующего элемента. При этом лепест ки двусторонней цанги центрирующего элемента 5 разжимаются и точно уста навливают (центрируют) трубу 10 относительно трубы 11. Изменение внутреннего диаметра труб 10 и 11 в пределах допуска на качество центрирования труб, а значит и на качество сварки, влияния не окажет, так как лепестки двусторонней цанги центрирующего элемента 5 смогут компенсировать допуск на разницу внутренних диаметров и обеспечить надежную фиксацию свариваемых труб 10 и 11. При производстве сварки уплотнительное кольцо 7 конусной насадки 6 и защитная шайба 13 конуса 3 препятствует утечке защитного, газа, подающегося по магистрали 16 радиальным отверстиям 14 и 15 тяги 2 к месту стыка 9. После окончания процесса сварки маховиком 17 механизма 4 разжима и маховиком 12 корпуса 1 освобождают центратор и вытаскивают его из сваренных труб 10 и 11. Центратор вновь готов к работе. Применение предлагаемого центрато jpai позволит производить сварку труб преимущественно kaJioro диаметра с |различными допусками по внутреннему диаметру с обеспечением их центри- / рования относительно друг друга, надежной фиксации, качествентого формирования внутренней стороны сварного шва с обеспечением защиты его инертным газом. Центратор надежен в работе и прост в изготовлении.
| название | год | авторы | номер документа |
|---|---|---|---|
| Внутренний центратор | 1984 |
|
SU1191237A1 |
| Внутренний центратор для сборки и сварки кольцевых швов в среде защитного газа | 1977 |
|
SU707742A1 |
| Переносное устройство для электродуговой обварки трубок | 1961 |
|
SU140513A1 |
| Внутренний центратор для сборки и сварки в среде защитного газа кольцевых стыков | 1981 |
|
SU996144A1 |
| Центратор для сборки под сварку цилиндрических изделий | 1979 |
|
SU897448A1 |
| Внутренний центратор для сборки и сварки кольцевых швов в среде защитного газа | 1981 |
|
SU1094710A1 |
| Внутренний центратор для сборки под сварку кольцевых стыков | 1990 |
|
SU1756088A1 |
| Внутренний центратор для сборки под сварку труб | 1981 |
|
SU1007884A1 |
| Внутренний центратор | 1982 |
|
SU1076243A1 |
| ВНУТРЕННИЙ ЦЕНТРАТОР ДЛЯ СБОРКИ ТРУБ ПОД СВАРКУ | 1970 |
|
SU260779A1 |
ВНУТРЕННИЙ ЦЕНТРАТОР, содержащий корпус, внутри которого размещена приводная тяга с конусом на конце и с каналами для подачи защитного газа, и разжимной центрирующий элемент, отличаю щи йс я тем, что, с целью обеспечения возможности центрирования труб малого диаметра с различными допусками по внутреннему диаметру, он снабжен конусной насадкой, установленной на приводной тяге симметрично относительно конуса приводной тяги, а разжимной цент1рйрующий элемент выполнен в виде двусторонней цанги, размещенной на приводной тяге с возможностью взаимодействия с конусной насадкой и конусом приводной тяги.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| 0 |
|
SU219044A1 | |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| 0 |
|
SU336137A1 | |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
