Изобретение относится к устройствам для центрирования и разлшма цилиндрических деталей при их сварке.
Известно устройство для закрепления цилиндрических деталей по их внутренней поверхности, содержащее располол :енный внутри пустотелой цанги подвижный в осевом направлении шток, на свободном конце которого смонтирована разжимная головка, взаимодействующая своей наружной конической поверхностью с внутренними коническими поверхностями лепестков цанги. Однако такие цанговые устройства не обеспечивают принудительного сжатия лепестков цанги по диаметру при обратном ходе штока, что необходимо для снятия сваренного узла, имеюшего внутренний проплав.
Предлагаемое устройство позволяет устранить указанный недостаток. Для этого внутренняя поверхность цанги снабжена буртом с кольцеобразным расположенным со стороны зажимной головки выступом с конусообразной наружной новерхностьро, расширяюшейся в направлении обратного хода конусной головки и взаимодействуюш.ей с соответствующей новерхностью кольцевого паза, выполненного на торцевой поверхности головки, расположенной со стороны штока.
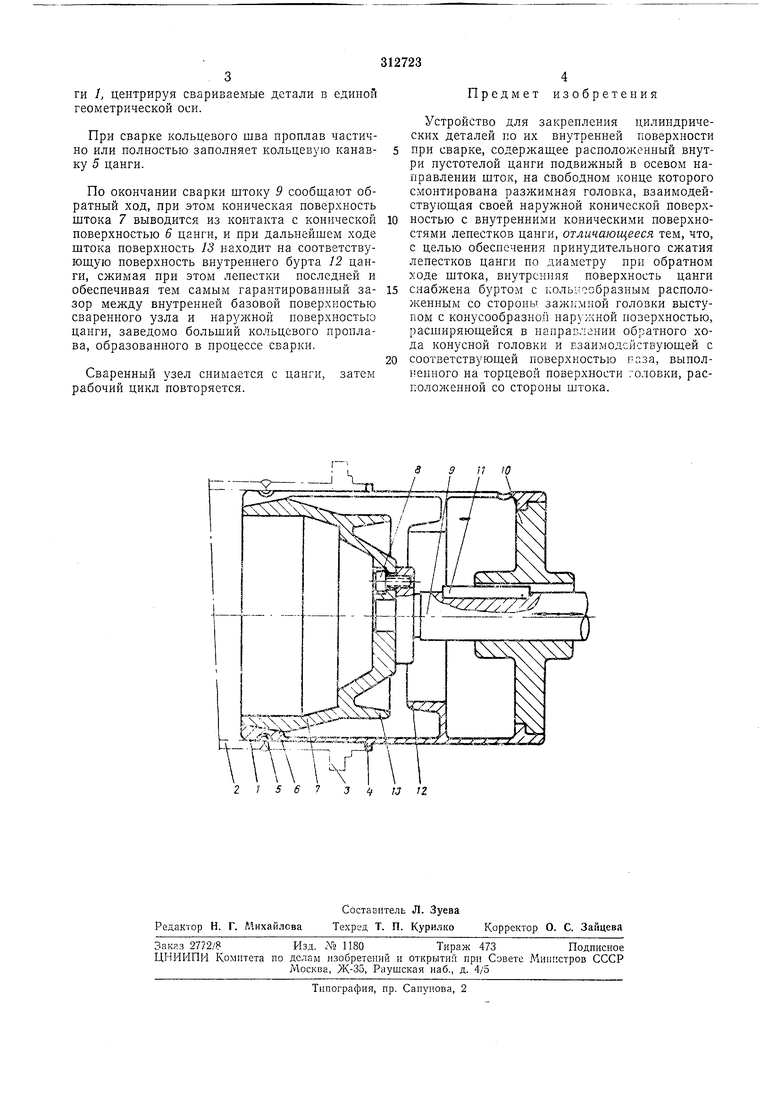
На чертел :е изображено описываемое устройство в продольном разрезе.
Устройство состоит из разрезной цанги /, центрирующей и разжимающей по внутренней поверхности свариваемые детали, например трубу 2 и фланец 3, упирающийся в ограничительный бурт 4. В месте сварочного кольцевого щва на наружной поверхности цанги / для выхода проплава выполнена кольцевая канавка 5. Внутренняя коническая поверхность 6 цанги взаимосвязана с конической поверхностью конусного штока 7, закрепленного винтами 8 на приводном штоке 9, который перемещаться посредством силового нривода вдоль оси в цилиндрическом отверстии крышки 10, соединенной с цангой 1. Приводной шток 9 зафиксирован от поворота шпонкой 1J по пазу крышки 10. Внутри цанги выполнен кольцевой бурт 12, контактирующий нарул ной конической поверхностью с внутренней конической поверхностью 13 штока 7 при обратном ходе штока 9. Коническая поверхность внутреннего бурта 12 выполнена расшнряющейся в направлении обратного хода щтока 7.
Работает устройство следующим образом.
Свариваемые детали, например фланец 3 и трубу 2, устанавливают на цангу / и перемещением штока 9 разлчимают посредством конусной поверхности 6 штока 7 лепестки цанги 1, центрируя свариваемые детали в единой геометрической оси. При сварке кольцевого шва пронлав частично или полностью заполняет кольцевую канавку 5 цанги. По окончании сварки штоку 9 сообщают обратный ход, при этом коническая поверхность штока 7 выводится из контакта с конической поверхностью 6 цанги, и при дальнейшем ходе штока поверхность 13 находит на соответствуюш,ую поверхность внутреннего бурта 12 цанги, сжимая при этом лепестки последней и обеспечивая тем самым гарантированный зазор между внутренней базовой поверхностью сваренного узла и поверхностью цанги, заведомо больший кольцевого проплава, образованного в процессе сварки. Сваренный узел снимается с цанги, затем рабочий цикл повторяется. Предмет изобретения Устройство для закрепления цилиндрических деталей по их внутренней поверхности при сварке, содержаш;ее расположенный внутри пустотелой цанги подвижный в осевом направлении шток, на свободном конце которого смонтирована разжимная головка, взаимодействующая своей наружной конической поверхностью с внутренними коническими поверхностями лепестков цанги, отличающееся тем, что, с целью обеспечения принудительного сжатия лепестков цанги по диаметру при обратном ходе штока, внутренняя поверхность цанги снабжена буртом с кольпообразным расположенным со сторонгзт зажкмпой головки выступом с конусообразной наружной поверхностью, расширяющейся в направлении обратного хода конусной головки и взаимодействующей с соответствующей поверхностью паза, выполненного на торцевой поверхности головки, расположенной со стороны штока.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки под сварку трубы с фланцем | 1978 |
|
SU719845A1 |
| Цанговый патрон | 1986 |
|
SU1399041A1 |
| Внутреннее формирующее устройство для сварки кольцевых швов | 1989 |
|
SU1660919A1 |
| УСТАНОВКА ДЛЯ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1971 |
|
SU291764A1 |
| Способ электронно-лучевой сварки закрытых сферических и цилиндрических сосудов и защитное приспособление для его реализации | 2020 |
|
RU2733964C1 |
| Сборный режущий инструмент | 1983 |
|
SU1085686A1 |
| ЦАНГОВЫЙ ТОКАРНЫЙ ПАТРОН | 2023 |
|
RU2812811C1 |
| Способ установки детали и устройство для его осуществления (варианты) | 2015 |
|
RU2639589C2 |
| Внутренний центратор | 1982 |
|
SU1082592A1 |
| Центратор для сборки под сварку цилиндрических изделий | 1979 |
|
SU897448A1 |
-Х...1.,;1:
--Н-Л- -
21567 J 7J 2
