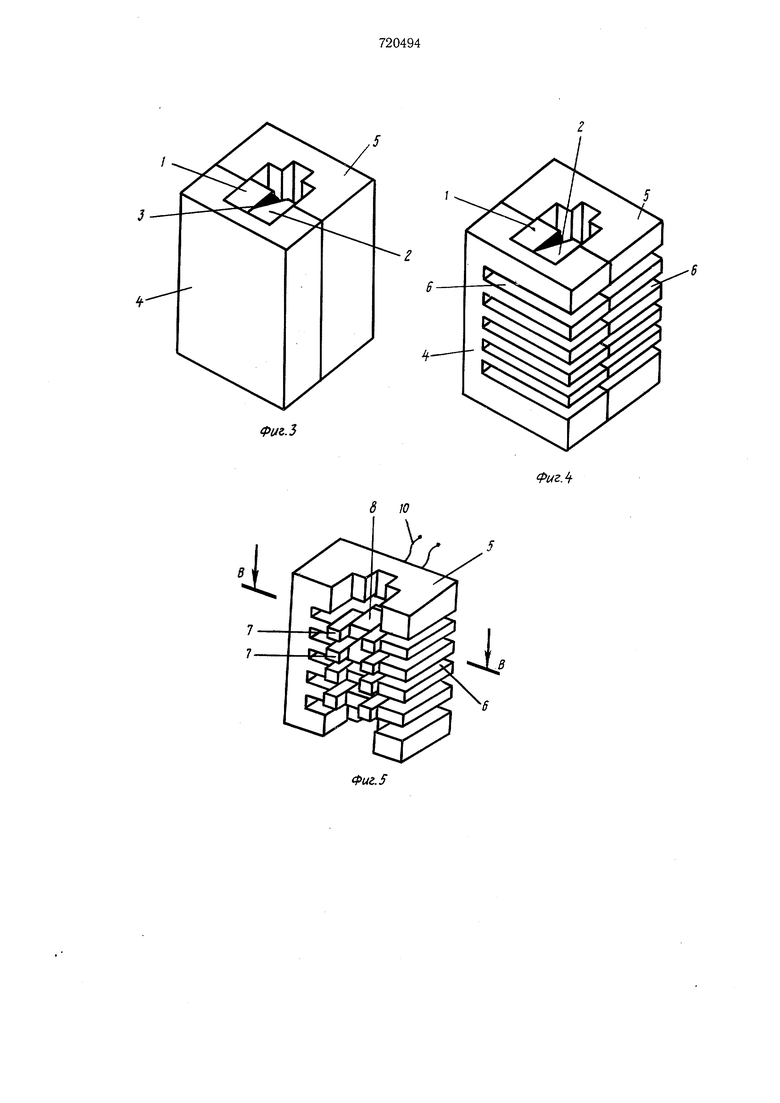
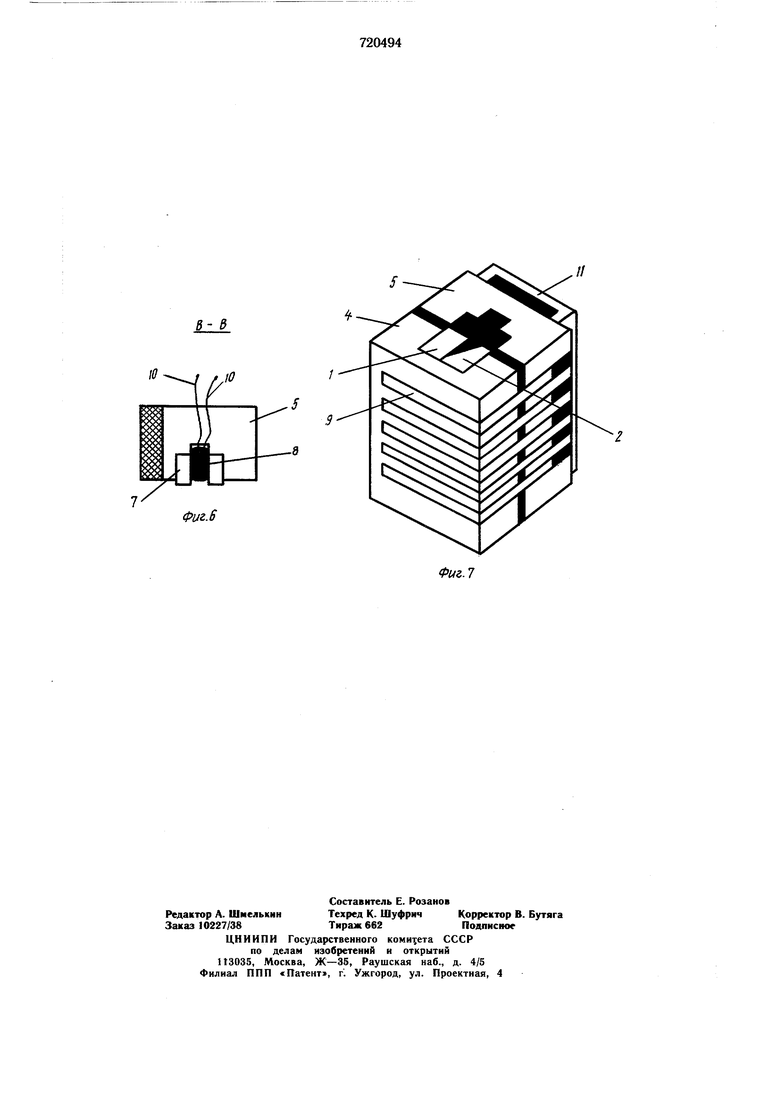
пазов; на фиг. 3 - то же, после прорезания щелевых паЗов; на фиг. 4 - П-образные магнитные ферритовые сердечники, укрепленные во второй керамической обойме; на фиг. 5 - первая и вторая керамические обоймы перед обработкой рабочей поверхности нагнитных головок.
Изготовление блока магнитных головок согласно предложенному способу происходит следующим образом.
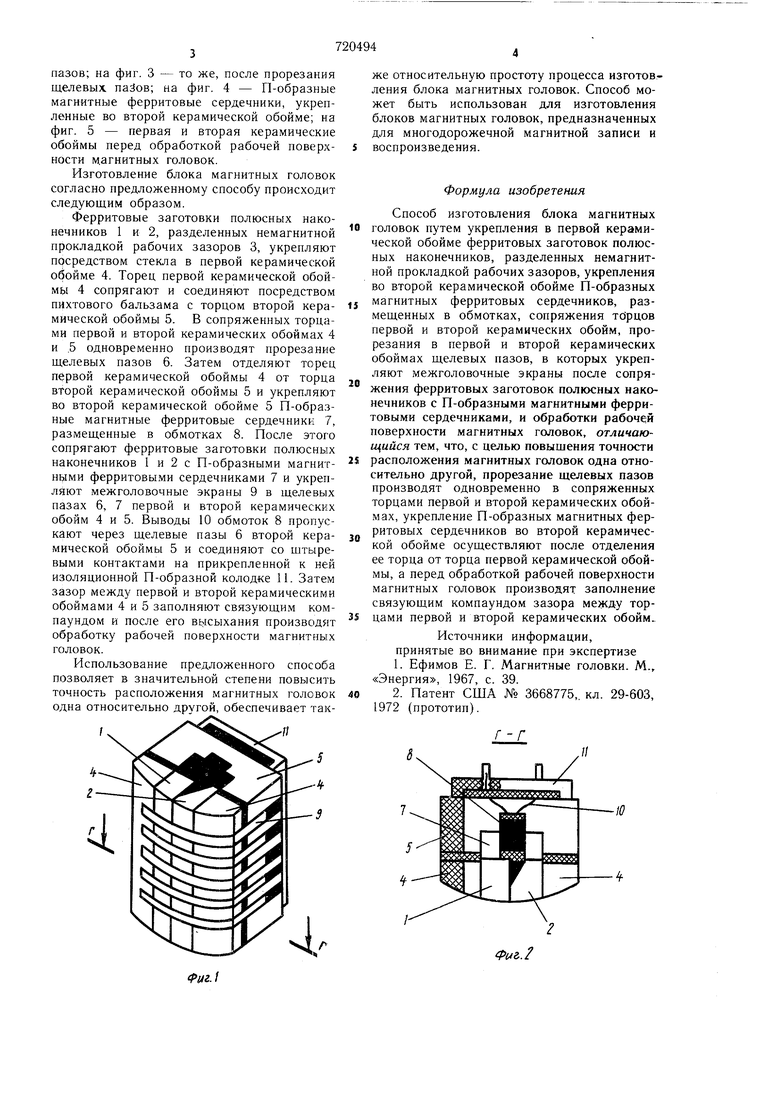
Ферритовые заготовки полюсных наконечников 1 и 2, разделенных немагнитной прокладкой рабочих зазоров 3, укрепляют посредством стекла в первой керамической обойме 4. Торец первой керамической обоймы 4 сопрягают и соединяют посредством пихтового бальзама с торцом второй керамической обоймы 5. В сопряженных торцами первой и второй керамических обоймах 4 и .5 одновременно производят прорезание щелевых пазов 6. Затем отделяют торец первой керамической обоймы 4 от торца второй керамической обоймы 5 и укрепляют во второй керамической обойме 5 П-образные магнитные ферритовые сердечники 7, размещенные в обмотках 8. После этого сопрягают ферритовые заготовки полюсных наконечников 1 и 2 с П-образными магнитными ферритовыми сердечниками 7 и укрепляют межголовочные экраны 9 в щелевых пазах 6, 7 первой и второй керамических обойм 4 и 5. Ёыводы 10 обмоток 8 пропускают через щелевые пазы 6 второй керамической обоймы 5 и соединяют со штыревыми контактами на прикрепленной к ней изоляционной П-образной колодке 11. Затем зазор между первой и второй керамическими обоймами 4 и 5 заполняют связующим компаундом и после его высыхания производят обработку рабочей поверхности магнитных головок.
Использование предложенного способа позволяет в значительной степени повысить точность расположения магнитных головок одна относительно другой, обеспечивает также относительную простоту процесса изготовления блока магнитных головок. Способ может быть использован для изготовления блоков магнитных головок, предназначенных для многодорожечной магнитной записи и воспроизведения.
Формула изобретения
Способ изготовления блока магнитных
0 головок путем укрепления в первой керамической обойме ферритовых заготовок полюсных наконечников, разделенных немагнитной прокладкой рабочих зазоров, укрепления во второй керамической обойме П-образных
магнитных ферритовых сердечников, размещенных в обмотках, сопряжения тбрцов первой и второй керамических обойм, прорезания в первой и второй керамических обоймах щелевых пазов, в которых укрепляют межголовочные экраны после сопряжения ферритовых заготовок полюсных наконечников с П-образными магнитными ферритовыми сердечниками, и обработки рабочей поверхности магнитных головок, отличающийся тем, что, с целью повыщения точности
S расположения магнитных головок одна относительно другой, прорезание щелевых пазов производят одновременно в сопряженных торцами первой и второй керамических обоймах, укрепление П-образных магнитных ферритовых сердечников во второй керамической обойме осуществляют после отделения ее торца от торца первой керамической обоймы, а перед обработкой рабочей поверхности магнитных головок производят заполнение связующим компаундом зазора между тор5 цами первой и второй керамических обойм.
Источники информации, принятые во внимание при экспертизе 1. Ефимов Е. Г. Магнитные головки. М.,. «Энергия, 1967, с. 39.
0 2. Патент США № 3668775,. кл. 29-603, 1972 (прототип).
/;
Г -Г
г./
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления блока магнитных головок | 1990 |
|
SU1714672A1 |
| Блок ферритовых магнитных головок | 1977 |
|
SU705511A1 |
| Блок магнитных головок | 1989 |
|
SU1631594A1 |
| Способ изготовления магнитной головки | 1989 |
|
SU1700589A1 |
| Блок магнитных головок записи и способ его изготовления | 1984 |
|
SU1208581A1 |
| Многодорожечный блок ферритовых магнитных головок | 1983 |
|
SU1112394A1 |
| Многодорожечный блок магнитных головок | 1980 |
|
SU949687A1 |
| Блок магнитных головок | 1990 |
|
SU1714673A1 |
| Блок магнитных головок | 1983 |
|
SU1144140A1 |
| Блок магнитных головок | 1990 |
|
SU1727166A1 |
Фиг. 6
