; .
Изобретение относится к приборостроению,в частности к магнитным головкам, используемым в аппаратах магнитной записи.
Известен блок магнитных головок, содержащий обоймы, в пазах которых установлены машитомягкие сердечники с обмотк..ми. Обоймы выполнены с сопрягаемыми по внешнему периметру пазами, в которых установлены С-образные пружинные держатели. Расположение пружинных держателей в пазах, выполненных по внешнему периметру, обеспечивает быстрое и удобное крепление двух обойм без увеличения общих габаритов блока l ,
Однако такое расположение пазов уменьшает жесткость обойм. При выполнении обойм из металлического сплава уменьшение их жесткости не оказывает заметного влияния на параметры головки, однако при изготовлении обойм из пластмасс увеличивается жесткость, кроме того, при применении пластмассовых обойм невозможен отвод статического электричества с сердечников магнитных головок.
Известны также магнитные головки, в которых в качестве материала обойм используют пластмассу. Это позволяет значительно уменьшить трудоемкость изготовления обойм, упрощает конструкцию магнитных головок, поскольку отпадает необходимость использования дополнительных контактных колодок и плат, а также от падает необходимость использования различных пазов для размещения в них обмоток катушек, расположенных на сердечниках. Отвод статического электричества обеспечивался при использовании токопроводящего компаунда, которым заполнен паз, выполненный в непосредственной близости от внутренней части рабочих зазоров головок, и контактирующего с токопроводящим компаундом межголовочного зкрана, выходящего за пределы обойм магнитных головок 2 .
Однако данная конструкция обладает недостаточно высокой надежностью отвода статического электричества ввиду высокого омического сопротивления компаунда, обусловленного его неоднородностью, а также трудоемкостью при скреплении пластмассовых обойм.
4140
Наиболее близким по технической сущности к предлагаемому является блок магнитных головок, содержащий поперечный паз, в котором размещен 5 немагнитный пружинный элемент, электрически связанный с корпусом блока jg полусердечниками блока магнитных головок 3JI
Известная конструкция позволяет просто и надежно обеспечить отвод статического .электричества с сердечников магнитной головки, однако оно не решает проблему скрепления обойм магнитной головки. ,
15 Известен способ изготовления магнитных головок, при котором обоймы с пазами прессуют (отливают) из пластмассы и одновременно при прессовании производят установку контактов 4.
Однако данный способ не позволяет получить обоймы с большой жесткостью, что затрудняет получение высоконадежных блоков магнитных головок.
5 Цель изобретения, - повьшение ме: ханической прочности блока и снятие статического электричества с полу- сердечников магнитных головок.
Поставленная цель достигается тем,
0 что в блоке магнитных головок, содержащем выполненные из пластмассы две скрепленные немагнитную прокладку корытообразные обоймы, в пазах которых установлены корытообразные магнитомягкие полусердечники с обмотками, в основаниях обойм выполнены Т-образные полости, в которых установлены немагнитные пластины с выступами, в частях пластин с
Q длиной, равной ширине обойьа 1, вьшолнены отверстия с резьбой Bi отверстиях одной из пластин, а выступы сопряжены с боковыми стенками обойм со стороны заднего дополнительного
j зазора и имеют контакт с соответствующими полусердечниками.
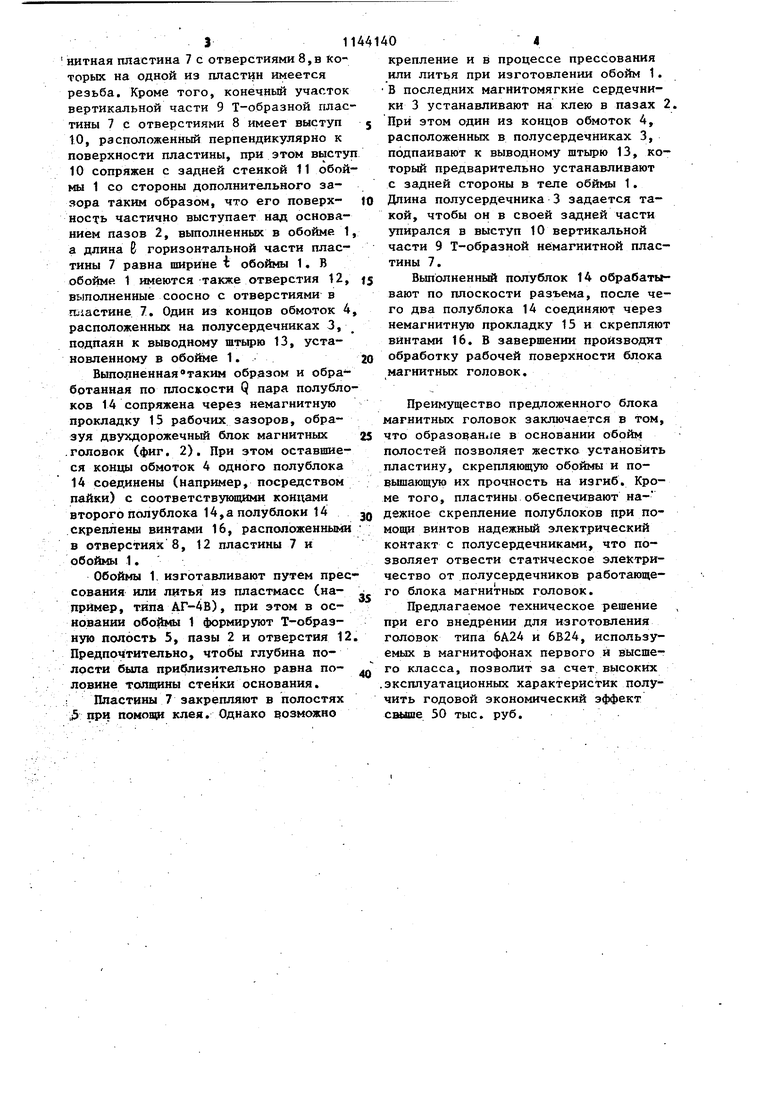
На фиг. 1 показан пример выполнения полублоков; на фиг. 2 - собранный блок магнитных головок, разрез.
0 Блок магнитных головок содержит две пластмассовые корытообразные обоймы 1 (фиг. 1).В обоймах 1 выполнены пазы 2, в которых установлены магнитомягкие сердечники 3 с размещенными на них обмотками 4. Обойма 1 содержит Т-образную полость 5, в которой установлена с сопряжением с поверхностями 6 металлическая немаг нитная пластина 7 с отверстиями 8,в Которых на одной из пластин имеется резьба. Кроме того, конечный участок вертикальной части 9 Т-образной плас тины 7 с отверстиями 8 имеет выступ 10, расположенный перпендикулярно к поверхности пластины, при этом высту 10 сопряжен с задней стенкой 11 обой мы 1 со стороны дополнительного зазора таким образом, что его поверхность частично выступает над основанием пазов 2, выполненных в обойме 1 а длина В горизонтальной части пластины 7 равна ширине i обоймы 1. В обойме 1 имеются также отверстия 12, выполненные соосно с отверстиями в Ш1астине 7. Один из концов обмоток 4 расположенных на полусердечниках 3, подпаян к выводному штьфю 13, установленному в обойме 1. Выполненная таким образом и обра ботанная по плоскости Q пара полубло ков 14 сопряжена через немагнитную прокладку 15 рабочих зазоров, образуя двухдорожечный блок магнитных .головок (фиг. 2), При этом оставшиеся концы обмоток 4 одного полублока 14 соединены (например, посредством пайки) с соответствующими концами второго полублока 14, а полублоки 14 скреплены винтами 16, pacпoлoжeнны ш в отверстиях 8, 12 пластины 7 и обоймы 1. Обоймы 1. изготавливают путем прес сования или литья из пластмасс (например, типа АГ-4в), при этом в основании 1 формируют Т-образную полость 5, пазы 2 и отверстия 12 Предпочтительно, чтобы глубина полрсти была приблизительно равна половине толщины стенки основания. : Пластины 7 закрепляют в полостях ,i3 при помощи клея. Однако возможно крепление и в процессе прессования или литья при изготовлении обойм 1. В последних магнитомягкие сердечники 3 устанавливают на клею в пазах 2. При этом один из концов обмоток 4, расположенных в полусердечниках 3, подпаивают к выводному штырю 13, который предварительно устанавливают с задней стороны в теле обйквы 1. Длина полусердечника 3 задается такой, чтобы он в своей задней части упирался в выступ 1О вертикальной части 9 Т-образной немагнитной пластины 7. Выполненный полублок 14 обрабатывают по плоскости разъема, после чего два полублока 14 соединяют через немагнитную прокладку 15 и скрепляют винтами 16. В завершении производят обработку рабочей поверхности блока магнитных головок. Преимущество предложенного блока магнитных головок заключается в том, что образован.ш в основании обойм полостей позволяет жестко установить пластину, скреплякщую обоймы и повышающую их прочность на изгиб. Кроме того, пластины обеспечивают надежное скрепление полублоков при помощи винтов надежный электрический контакт с полусердечниками, что позволяет отвести статическое электричество от полусердечников работающего блока магнитных головок. Предлагаемое техническое решение при его внедрении для изготовления головок типа 6А24 и 6В24, используемых в магнитофонах первого и высщего класса, позволит за счет, высоких эксплуатационных характеристик получить годовой экономический эффект евшие 50 тыс. руб.
/4
Uf
| название | год | авторы | номер документа |
|---|---|---|---|
| Блок магнитных головок | 1981 |
|
SU999096A1 |
| Блок магнитных головок | 1981 |
|
SU995116A1 |
| Способ изготовления магнитных головок | 1981 |
|
SU966733A1 |
| Магнитная головка | 1990 |
|
SU1705859A1 |
| МНОГОДОРОЖЕЧНЫЙ БЛОК МАГНИТНЫХ ГОЛОВОК | 1996 |
|
RU2108628C1 |
| Способ изготовления блока магнитных головок | 1981 |
|
SU968848A1 |
| Способ изготовления блока магнитных головок | 1980 |
|
SU932539A1 |
| Многодорожечная магнитная головка | 1976 |
|
SU538398A1 |
| Способ изготовления блока магнитных головок | 1983 |
|
SU1134958A1 |
| Двухдорожечный блок магнитных головок | 1982 |
|
SU1081655A1 |
БЛОК МАГНИТНЫХ ГОЛОЮК, I содержаЬщй выполненные из пластмас;сы две скрепленные через немагнитную .прокладку корытообразные обоймы, в пазах которых установлены магнитомягкие полусердечники с обмотками, о тли ч ающий с я тем что, с целью повышения механической прочности блока и снятия статического электричества с полусердечников магнитных головок, в основаниях обойм вьшолнены Т-образные полости, в которых установлены немагнитные пластины с выступами,в частях пластин с длиной,равной ширине обоймы,выполнены отверстия с резьбой в отверстиях одной из пластин, а выступы сопряжены с боковыми стенками обойм со стороны заднего дополнительного зазора и имеют контакт с соот(П ветствз/ющими полусердечниками. 4
Фиг. Z
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Многодорожечная магнитная головка | 1976 |
|
SU538398A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| кл | |||
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
