Изобретение относится к приборостроению, в частности к технике магнитной записи, конкретнее к способам изготовления магнитных головок, полюсных наконечников и поверхности, контактирующей с носителем записи,, и может быть использовано в аппаратуре магнитной записи.
Целью изобретения является повышение качества и процента выхода годных изделий путем упрощения техпроцесса.
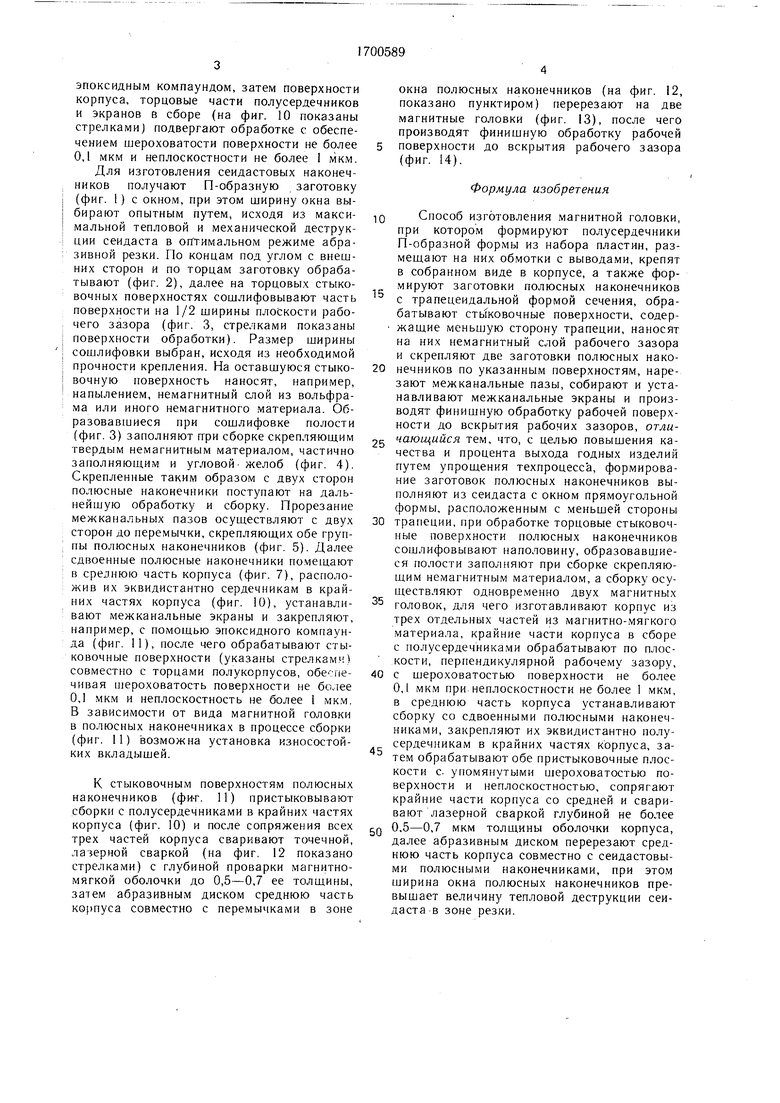
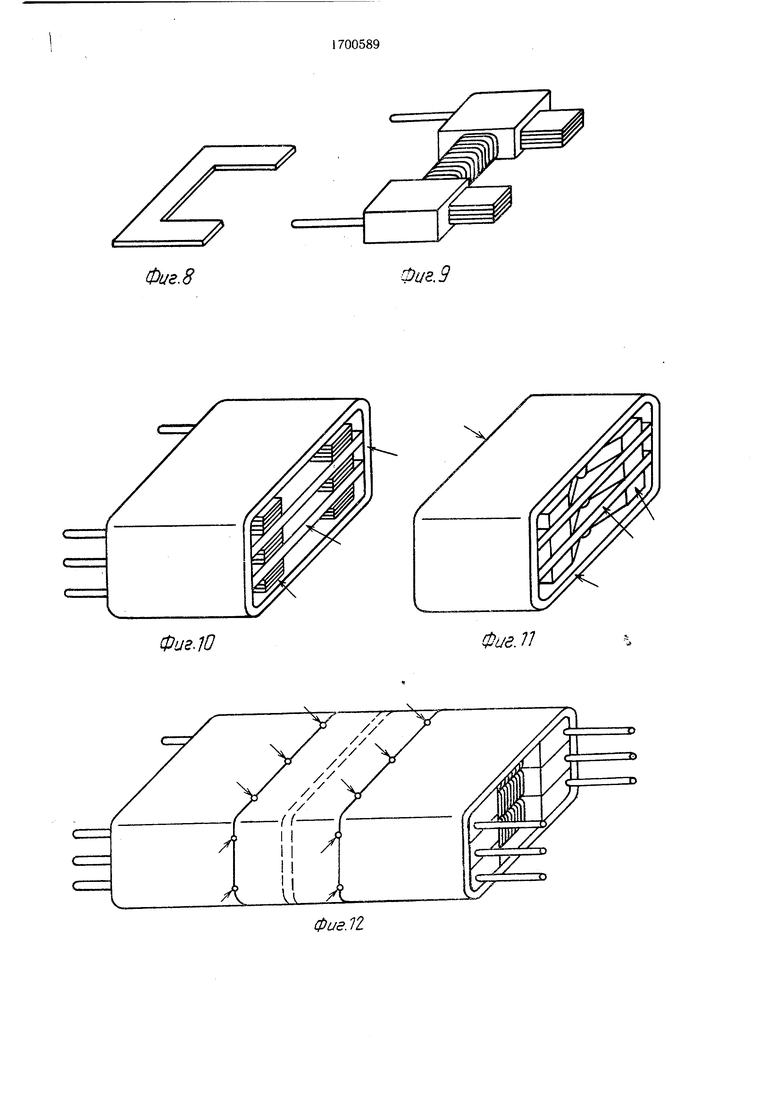
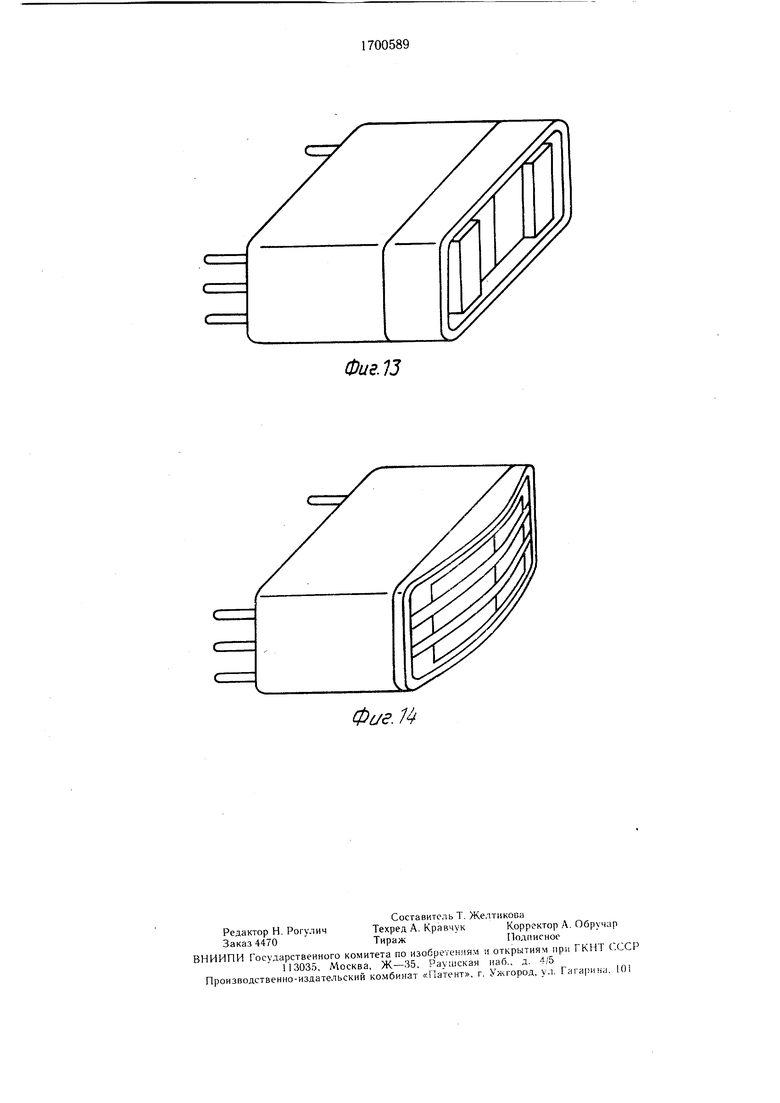
На фиг. 1 показана заготовка для полюсных наконечников: на фиг. 2 и 3 - этапы обработки заготовки; на фиг. 4 - сборка сдвоенных полюсных наконечников; на фиг. 5 - прорезание пазов под межкйналь- ные экраны; на фиг. 6 - крайние части корпуса; на фиг. 7 - средняя часть корпуса; на фиг. 8 - П-образная пластина; на фиг. 9 - полусердечник с обмоткой; на фиг. 10 - установка полусердечников и межканальных экранов в крайних частях корпуса; на фиг. 11 - - установка сдвоенных полюсов наконечников в средней части корпуса; на фиг. 12 - совместная сборка двух магнитных головок и закрепление с помощью лазерной точечной сварки; на фиг. 13 - магнитная головка после резки; на фиг. 14 -- финишная обработка рабочей поверхности до вскрытия рабочих зазоров.
Способ реализуется следующим образом.
Из магнитно-мягкого материала, например пермалоя, изготавливают корпус из трех частей для сборки сраз двух магнитных головок (фиг. 5 и 7), затем из пластин (фиг. 8) набирают полусердечники П-образной формы и размещают на них обмотку (фиг. 9). Собранные таким образом полусердечники с закрепленными выводами устанавливают в крайних частях корпуса (фиг. 10) и закрепляют в нем. например.
-J
О
о ел оо
™«ь.
эпоксидным компаундом, затем поверхности корпуса, торцовые части полусердечников и экранов в сборе (на фиг. 10 показаны стрелками) подвергают обработке с обеспечением шероховатости поверхности не более 0,1 мкм и неплоскостности не более 1 мкм. Для изготовления сеидастовых наконечников получают П-образную заготовку (фиг. 1) с окном, при этом ширину окна выбирают опытным путем, исходя из максимальной тепловой и механической деструкции сеидаста в оптимальном режиме абразивной резки. По концам под углом с внешних сторон и по торцам заготовку обрабатывают (фиг. 2), далее на торцовых стыковочных поверхностях сошлифовывают часть поверхности на 1/2 ширины плоскости рабочего зазора (фиг. 3, стрелками показаны поверхности обработки). Размер ширины сошлифовки выбран, исходя из необходимой прочности крепления. На оставшуюся стыковочную поверхность наносят, например, напылением, немагнитный слой из вольфрама или иного немагнитного материала. Образовавшиеся при сошлифовке полости (фиг. 3) заполняют при сборке скрепляющим твердым немагнитным материалом, частично заполняющим и угловой желоб (фиг. 4). Скрепленные таким образом с двух сторон полюсные наконечники поступают на дальнейшую обработку и сборку. Прорезание межканальных пазов осуществляют с двух сторон до перемычки, скрепляющих обе группы полюсных наконечников (фиг 5). Далее сдвоенные полюсные наконечники помещают в срелнюю часть корпуса (фиг. 7), расположив их эквидистантно сердечникам в крайних частях корпуса (фиг. 10), устанавливают межканальные экраны и закрепляют, например, с помощью эпоксидного компаунда (фиг 11), после чего обрабатывают стыковочные поверхности (указаны стрелками совместно с торцами полукорпусов, чивая шероховатость поверхности не более 0,1 мкм и неплоскостность не более 1 мкм В зависимости от вида магнитной головки в полюсных наконечниках в процессе сборки (фиг. 11) возможна установка износостойких вкладышей.
К стыковочным поверхностям полюсных наконечников (фи-г. 11) пристыковывают сборки с полусердечниками в крайних частях корпуса (фиг. 10) и после сопряжения всех трех частей корпуса сваривают точечной, лазерной сваркой (на фиг. 12 показано стрелками) с глубиной проварки магнитно- мягкой оболочки до 0,5-0,7 ее толщины, затем абразивным диском среднюю часть корпуса совместно с перемычками в зоне
окна полюсных наконечников (на фиг. 12, показано пунктиром) перерезают на две магнитные головки (фиг. 13), после чего производят финишную обработку рабочей поверхности до вскрытия рабочего зазора (фиг. 14).
Формула изобретения
Способ изготовления магнитной головки, при котором формируют полусердечники П-образной формы из набора пластин, размещают на них обмотки с выводами, крепят в собранном виде в корпусе, а также формируют заготовки полюсных наконечников с трапецеидальной формой сечения, обрабатывают стыковочные поверхности, содержащие меньшую сторону трапеции, наносят на них немагнитный слой рабочего зазора и скрепляют две заготовки полюсных нако0 нечников по указанным поверхностям, нарезают межканальные пазы, собирают и устанавливают межканальные экраны и производят финишную обработку рабочей поверхности до вскрытия рабочих зазоров, отли5 чающийся тем, что, с целью повышения качества и процента выхода годных изделий путем упрощения техпроцесса, формирование заготовок полюсных наконечников выполняют из сеидаста с окном прямоугольной формы, расположенным с меньшей стороны
0 трапеции, при обработке торцовые стыковочные поверхности полюсных наконечников сошлифовывают наполовину, образовавшиеся полости заполняют при сборке скрепляющим немагнитным материалом, а сборку осуществляют одновременно двух магнитных
5 головок, для чего изготавливают корпус из трех отдельных частей из магнитно-мягкого материала, крайние части корпуса в сборе с полусердечниками обрабатывают по плоскости, перпендикулярной рабочему зазору,
0 с шероховатостью поверхности не более 0,1 мкм при неплоскостности не более 1 мкм, в среднюю часть корпуса устанавливают сборку со сдвоенными полюсными наконечниками, закрепляют их эквидистантно полусердечникам в крайних частях корпуса, затем обрабатывают обе пристыковочные плоскости с упомянутыми шероховатостью поверхности и неплоскостностью, сопрягают крайние части корпуса со средней и сваривают лазерной сваркой глубиной не более
Q 0.5-0,7 мкм толщины оболочки корпуса, далее абразивным диском перерезают среднюю часть корпуса совместно с сеидастовы- ми полюсными наконечниками, при этом ширина окна полюсных наконечников превышает величину тепловой деструкции сеидаста в зоне резки.
5
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛОКА МАГНИТНЫХ ГОЛОВОК И БЛОК МАГНИТНЫХ ГОЛОВОК | 1991 |
|
RU2034342C1 |
| Способ изготовления блока магнитных головок | 1983 |
|
SU1134958A1 |
| Магнитная головка | 1991 |
|
SU1838829A3 |
| Способ изготовления блока магнитных головок | 1980 |
|
SU932539A1 |
| Способ изготовления блока полюсных наконечников магнитных головок | 1981 |
|
SU1024975A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАГНИТНОЙ ГОЛОВКИ | 1992 |
|
RU2017234C1 |
| Способ изготовления блока износостойких магнитных головок | 1983 |
|
SU1094057A1 |
| Способ изготовления блока магнитных головок | 1976 |
|
SU553664A1 |
| Способ изготовления магнитной головки | 1991 |
|
SU1780097A1 |
| Способ изготовления магнитной головки | 1977 |
|
SU656103A1 |
Изобретение относится к приборостроению и, в частности, к технике магнитной записи. Целью изобретения является повышение качества и процента выхода годных изделий путем упрощения технологического процесса. Способ включает изготовление корпуса из трех частей для сборки одновременно двух головок, размещение обмоток на полусердечниках П-образной формы и установку вместе с экранами в крайних частях корпуса. Изготовление полюсных наконечников производят из заготовок трапецеидальной формы сечения с окном путем скрепления двух заготовок по поверхностям с окном с предварительной сошлифовкой торцовых стыковочных поверхностей наполовину и напылением на оставшуюся поверхность немагнитного слоя рабочего зазора. В сдвоенных полюсных наконечниках прорезают межканальные пазы и устанавливают их вместе с экранами в среднюю часть корпуса. Три части корпуса стыкуют и сваривают лазерной сваркой. Абразивным диском перерезают среднюю часть корпуса с полюсными наконечниками. Производят финишную обработку рабочей поверхности 14 ил. (С
Фиг. 8
Фиг.10
фие.И
Фиг. 9
Фае. 11
IZ
Фиг.
Фиг. 4
Фиг. 6
LX
V /
ч
/
Фиг I
Фи&З
Фие.5
Фиг 7
Фиг. 13
Фае. №
| Способ изготовления многодорожечной магнитной головки | 1976 |
|
SU957267A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Патент США № 3807042, кл | |||
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
