Изобретение относится к приборостроению, в частности к магнитным головкам, используемым в аппаратах магнитной записи информации.
Цель изобретения в части устрой- ства - снижение относительного уровня проникания поля между головками блока уменьшение его габаритов в направлении, перпендикулярном плоскости рабочего зазора.
Цель изобретения в части способа изготовления блока магнитных головок записи - обеспечение идентичности параметров магнитных головок блока и уменьшение его габаритов.
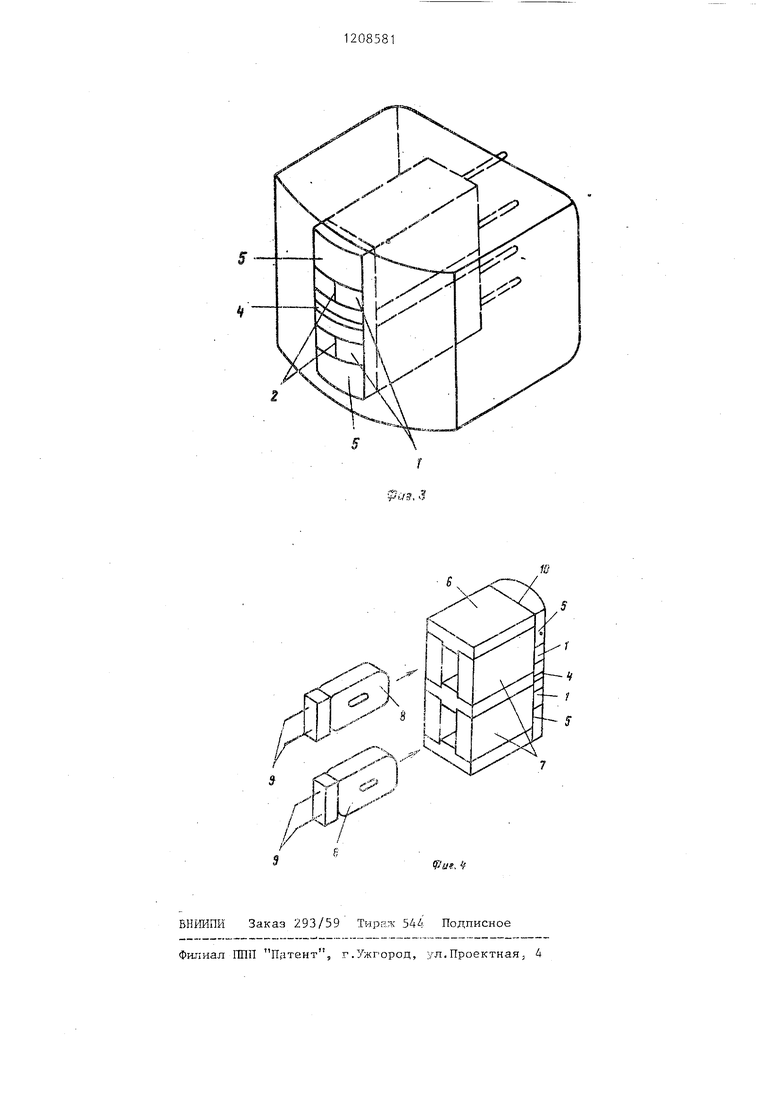
На фиг. 1 изображены детали и узлы блока магнитных головок; на фиг. 2 - блок магнитных головок в сборе; на фиг. 3 - другой вариант выполнения блока магнитных головок; на фиг. 4 - схема установки обмотки возбуждения между полусердечниками магнитных головок блока.
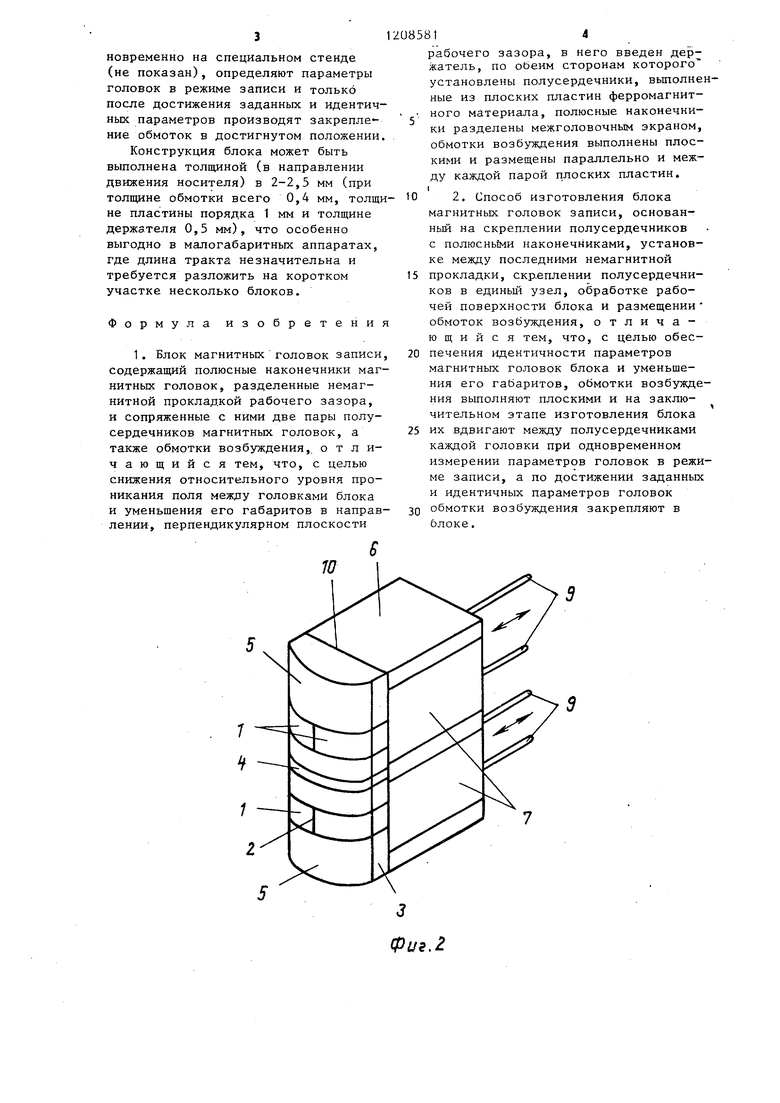
Блок магнитных головок записи (фиг. 1) содержит износостойкие полюсные магнитомягкие наконечники 1, разделенные немагнитной прокладкой 2 рабочего зазора, при этом полюсные наконечники 1 сформированы в единьй блок 3, содержащий также межголовочные экраны 4 и вставки 5. Кроме того, блок магнитных головок содержит держатель 6, к которому прикреплены магнитомягкие полусердечники 7, выполненные в виде пластин из ферромагнитного материала. Держатель 6 выполнен в форме. Ш-об- разной пластины, расположенной межд пластинами полусердечников 7. Блок мэ.гнитных головок записи содержит также обмотки 8 возбуждения с выво- дами 9, расположенными между пластинами полусердечников 7, при этом обмотки не выступают за пластины, а толщина обмоток на порядок меньше их максимального размера,
Блок 3 полюсных наконечников 1 скреплен с ответными полусердечниками 7 по плоскости стыка 10, при это каждая пара наконечников 1 сопряжен с соответствующей парой полусер- дечников 7, а высота пластин намного превышает длину рабочего зазора.
Блок магнитных головок записи работает следующим образом.
Протекающий по обмоткам 8 воз- буждения ток записи создает магнитный поток, выходящий из ее торцов. Этот поток шунтируется плоскими
0
5
5 0
0
5
0
ферромагнитными пластинами полусердечников 7, непосредственно примыкающими к торцам обмоток 8, при этом поток рассеяния будет незначительным при выполнении вышеупомянутых условий выполнения пластин и обмоток.
Блок магнитных головок изготавливают следующим образом.
Блок 3 полюсных наконечников формируют одним из известных способов (например, с помощью припоя скрепляют через, немагнитную прокладку полюсн 1е наконечники 1 , выполненные из сендаста, при этом между сопряженными парами полюсных наконечников устанавливают и закрепляют межголовочные износостойкие экраны 4, а по краям наконечников 1 - износостойкие вставки 5). Тщательно обработанный по плоскости стыка 10 блок 3 полюсных наконечников скрепляют с ответными полусердечниками .7,i например, клеем. При этом ответную часть изготавливают в следующем Порядке. Изготавливают плоские ферромагнитные пластины, например, методом порошковой металлургии из желе- зоникелевогс феррита. При этом значительное увеличение сечения дополнительного зазора в блоке (по сравнению с известными конструкциями) позволяет во столько же раз увеличить его ишр.рну и соответственно во столько же раз уменьшить чистоту обработки поверхности полусердечников, образующих этот зазор, т.е. эти поверхности можно не обрабатывать, что упрощает конструкцию в целом и снижает трудоемкость ее изготовления. Затем эти пластины скрепляют с держателем 6, т.е. прикрепляют попарно к боковым поверхностям Ш-образной пластины. Затем совместно обрабатывают боковые поверхности всех пластин полусердеч- НИКОВ 7 для образования единой плоскости стыка 10. с которой сопрягают блок 3 полюсных наконечников 1.
Далее с задней части блока в полости, образованной между полу- сердечннками 7, помещают обмотки 8 с выводами 9, которые и закрепляют в полостях, например, с помощью эпоксидного компаунда. При этом с целью обеспечения идентичности параметров магнитных головок блока плоские обмотки 8 между полусердечниками 7 вдвигают постепенно и одновременно на специальном стенде (не показан), определяют параметры головок в режиме записи и только после достижения заданных и идентичных параметров производят закрепление обмоток в достигнутом положении
Конструкция блока может быть выполнена толпщной (в направлении движения носителя) в 2-2,5 мм (при толщине обмотки всего 0,4 мм, толщ не пластины порядка 1 мм и толщине держателя 0,5 мм), что особенно выгодно в малогабаритных аппаратах, где длина тракта незначительна и требуется разложить на коротком участке несколько блоков.
Формула изобретени
1. Блок магнитных головок записи содержащий полюсные наконечники магнитных головок, разделенные немагнитной прокладкой рабочего зазора, и сопряженные с ними две пары полусердечников магнитных головок, а также обмотки возбуждения, отличающийся тем, что, с целью снижения относительного уровня проникания поля между головками блока и уменьшения его габаритов в направлении, перпендикулярном плоскости
рабочего зазора, в него введен держатель, по обеим сторонам которого установлены полусердечники, выполненные из плоских пластин ферромагнитного материала, полюсные наконечники разделены межголовочным экраном, обмотки возбуждения выполнены плоскими и размещены параллельно и между каждой парой плоских пластин. I 10 2. Способ изготовления блока
магнитных головок записи, основанный на скреплении полусердечников с полюснь1ми наконечниками, установке между последними немагнитной
15 прокладки, скр.еплении полусердечников в единьш узел, обработке рабочей поверхности блока и размещении обмоток возбз,гждения, отличающийся тем, что, с целью обес20 печения идентичности параметров магнитных головок блока и уменьшения его габаритов, обмотки возбуждения выполняют плоскими и на заключ
чительном этапе изготовления блока 25 их вдвигают между полусердечниками каждой головки при одновременном измерении параметров головок в режиме записи, а по достижении заданных и идентичных параметров головок 30 обмотки возбуждения закрепляют в блоке.
| название | год | авторы | номер документа |
|---|---|---|---|
| Блок магнитных головок | 1981 |
|
SU999096A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛОКА МАГНИТНЫХ ГОЛОВОК И БЛОК МАГНИТНЫХ ГОЛОВОК | 1991 |
|
RU2034342C1 |
| Блок комбинированных магнитных головок | 1983 |
|
SU1129650A1 |
| Магнитная головка и способ ее изготовления | 1990 |
|
SU1780096A1 |
| Блок магнитных головок | 1990 |
|
SU1714669A1 |
| Способ изготовления блока магнитных головок | 1980 |
|
SU932539A1 |
| Способ изготовления блока магнитных головок | 1981 |
|
SU968848A1 |
| Блок магнитных головок | 1983 |
|
SU1144140A1 |
| Многодорожечный блок стирающих магнитных головок и способ его изготовления | 1981 |
|
SU980140A1 |
| Способ изготовления магнитной головки | 1990 |
|
SU1728883A1 |
Изобретение позволяет снизить относительный уровень проникания поля между головками блока и уменьшить габариты блока в направлении, перпендикулярном плоскости рабочего зазора. Скрепленные, например, с помощью припоя через немагнитную прокладку 2 полюсные наконечники 1 соединяют в блок 3, размещая между ними межголовочные, износостойкие экраны 4, а по краям - износостойкие вставки 5. Ферромагнитные пластины полусердечников 7 прикрепляют попарно к боковым поверхностям держателя 6, выполненного,например, Ш- образным, и единой плоскостью стыка 10 сопрягают с блоком 3. В полостях между полусердечниками 7 размещают плоские обмотки 8 возбуждения с выводами 9. Для обеспечения 1здентич- ности параметров магнитных головок эти обмотки вдвмгают постепенно между полусердечниками и одновременно определяют параметры головок в режиме записи, и закрепляют обмотки в положении, когда достигнуты заданные и идентичные параметры. Протекающий по обмотке 8 возбуждения ток записи шунтируется пластинами полусердечников 7 при незначительном потоке рассеяния. 2 с.п. ф-лы, 4 ил. S S (Л фиг. 1
Ifr-Uf. if
ВНИИПИ Заказ 293/59 Тираж 544 Подписное Филиал ГШП Патент, г.Ужгород, ул.Проектная, 4
| Записывающая магнитная головка | 1975 |
|
SU538394A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Блок магнитных головок | 1979 |
|
SU781911A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Способ изготовления магнитной головки | 1978 |
|
SU696529A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Способ изготовления магнитной головки | 1976 |
|
SU566263A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
